штамповки смазывающую жидкость впрыскивают в рабочую полость штампа; это приводит также к созданию высоких термических напряжений на штампе и к снижению его долговечности. Кроме того, впрыскивание смазываюш,ей жидкости в полость штампа увеличивает время горячей штамповки.
Целью изобретения является улучшение качества изделий, повышение производительности процесса и обеспечение долговечности штампового инструмента.
Поставленная цель достигается тем, что автоматическая линия снабжена установкой для нанесения заш,итно-смазочного покрытия, смонтированной между прессом холодного формования и нагревательным устройством, причем установка выполнена в виде вертикального конвейера с контейнерами, нагревателем и ванной смазывания, при этом установка снабжена магазином для заготовок.
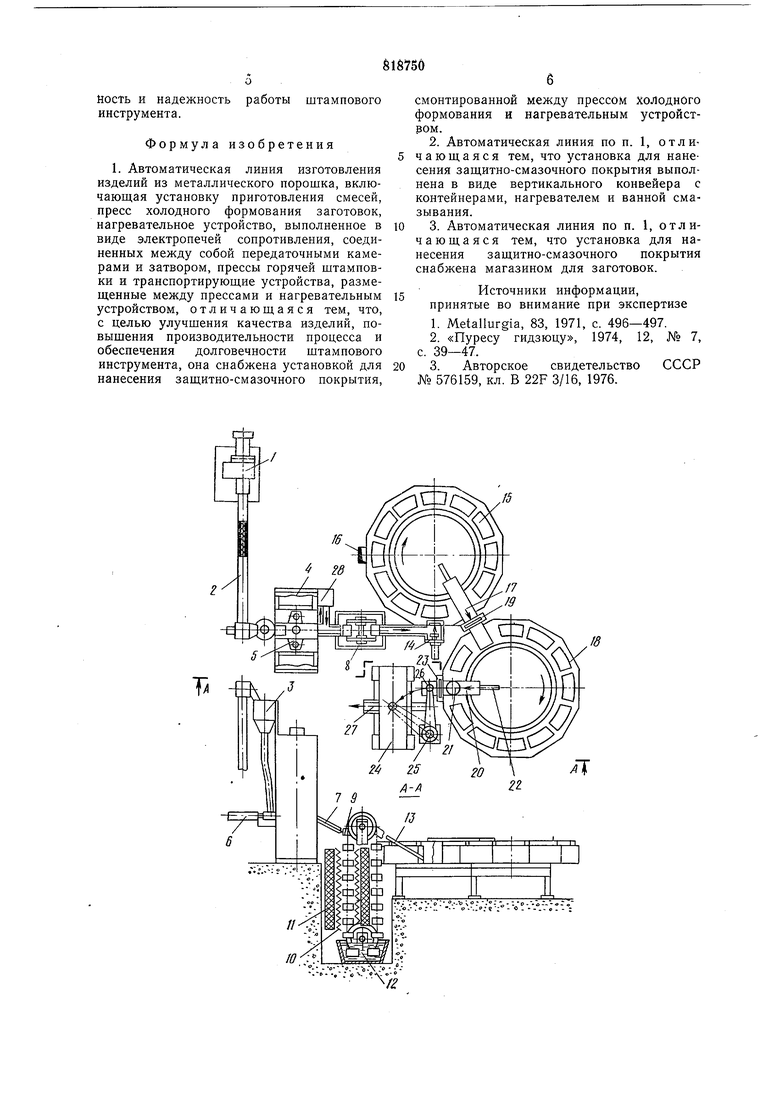
На чертеже приведена схема выполнения автоматической линии.
Автоматическая линия включает установку 1 приготовления порошковой смеси, гибкий шнек 2 для подачи порошка в бункер 3, пресса 4 холодного формования, на котором установлена автоматическая прессформа 5. Пресс снабжен толкателем 6 устройства засыпки пресс-формы и склизом 7, который состыкован с установкой 8 для нанесения защитно-смазочного покрытия на отпрессованные детали, включающей, например, вертикальный цепной конвейер 9 с контейнерами, электронагреватели 10, теплоизоляцию И и ванну 12 с защитносмазочной жидкостью (например, водный раствор эноксиполиэфирной смолы с добавкой коллоидного . графита). В месте выгрузки заготовки после покрытия установлен склиз 13, соединенный с загрузочным устройством 14, которое через шлюз или через затвор (на чертеже не показан) соединено с кольцевой электропечью 15 предварительного нагрева и выжигания пластификатора из заготовок, имеющей патрубок 16 для удаления паров присадок. Электропечь 15 соединена с помощью передаточной камеры 17 (например, камера с избыточным давлением), с кольцевой электропечью 18 для спекания и нагрева заготовок перед щтамповкой. Передаточная камера 17 снабжена затвором 19 для разделения атмосфер зон выжигания и спекания. Электропечь на выдаче заготовок из нее имеет разгрузочную камеру 20, которая снабжена устройством ориентации заготовки 21, толкателем 22 и затвором 23. Для передачи заготовки со столика разгрузочной камеры в штамп пресса 24 имеется передающее устройство, например манипулятор 25 с захватом 26. Пресс 24 снабжен сталкивателем отштампованной детали и склизом 27. К установке для нанесения защитно-смазочного покрытия может быть присоединен накопитель-магазин 28 заготовок, что обеспечивает работу линии и при остановке пресса на ремонт.
Автоматическая линия работает следующим образом.
Компоненты порошковой смеси подаются в установку 1 приготовления смеси, смешиваются, а затем гибким шнеком 2 иодаются в бункер 3 пресса 4. Уровень порошка в бункере поддерживается автоматически с помощью датчика (иа чертеже не показан). Из бункера порошок по гибкому шлангу подается на холодное формование
заготовок, которое осуществляется в автоматической пресс-форме 5. Отпрессованная заготовка толкателем 6 сталкивается со стола пресса по склизу 7 в контейнер цепного конвейера установки 8 для нанесения защитно-смазочного покрытия. Заготовки в контейнерах перемещаются вниз через зону нагрева (200-450°С), а затем окунаются в ванну 12, из которой транспортируются вверх для подачи их на нагрев. В этой позиции контейнер с помощью копира переворачивается, и заготовка из него по склизу 13 перемещается к загрузочному устройству 14, из которого толкателем через затвор подается в кольцевую
электропечь 15. В этой печи заготовки, уложенные на кольцевой под, имеющий непрерывное или пульсирующее движение, подвергаются нагреву, достаточному для выжигания пластификатора (до 780°С для заготовок из железного порощка с присадкой стеарата цинка). Газообразные продукты выжигания пластификатора удаляются через патрубок 16 в конденсатор (не показан на чертеже) или другое устройство нейтрализации их. Из печи 15 нагретые заготовки подаются через камеру 17 и затвор 19 в кольцевую электрическую печь 18, в которой уложенные на кольцевой под подвергаются дальнейшему нагреву до температуры, необходимой для горячей штамповки (до 1250°С для заготовок из железного порошка).
При этой температуре заготовки поочередно подаются в разгрузочную камеру 20,
в которой подвергаются ориентации в плоскости укладки, а затем толкателем 22 подаются через затвор 23 в позицию передачи их на штамповку. Передача заготовки в штамп пресса 24 осуществляется манипулятором 25, оснащенным захватом 26. После штамповки готовая деталь сталкивается со штампа по склизу 27 в приемный контейнер или в камеру для дальнейшей термообработки и охлаждения.
Работа всей линии обеспечивается с единого блока автоматического управления.
Применение предложенной линии позволяет повысить производительность процесса, улучшить качество изделий за счет повыщения их точности, обеспечить долговеч
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления изделий из металлического порошка | 1983 |
|
SU1117122A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1242307A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1252051A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
