Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении.
Известны Устройства для удаления деталей из рабочей зоны пресса с помощью выталкивателей, рабочие элементы которых выполнень в виде качающегося коромысла, управляемого кулачковым механизмом или в виде рычага, управляемого через зубчатую передачу.
Известны механизмы загрузки и выгрузки прессов, управление рабочим.органом которых осуществляется с помощью гидравлических или пневматических систем.
Известны устройства, в которых деталь удаляют с рабочей позиции путем ее сдувания сжатым воздухом.
Известно устройство в котором удаление детали осуществляется воздухом, который, поступая в ручей штампа, нагревается и расширяется, образуя воздушную подушку, под давлением которой деталь выталкивается из штампа.
Управление этими устройствами осуществляется путем предварительного регулирования элементов управления. Так устройство для сдувания деталей и отходов из пресса, выпускаемое фирмой Rausay Tool 2 Machine Company..., снабжено блоком управления, позволяющим регулировать длительность струи и интервал между подачей сжатого воздуха 0,1-10 с.
Известны, прессы, снабженные устройствами для контроля удаления деталей из штампа. Такие ycтpoйqтвa содержат фотодатчики, фиксирующие световые сигналы, отраженные от деталей. Устройства контроля удаления детали могут быть выполненыв виде электроконтактных или тензометрических элементов, установленных на выходе приемного поиска,
Наличиб в прессах разнохарактерных устройств управления и контроля усложняет их конструкцию.
Известен выталкиватель, снабженный элементами систем выгрузки деталей, контроля за удалением деталей из рабочей зоны, подачи команды на загрузку следующей детали. В матрице устройства выполнена полость, связанная с пневмосистемой. Через эту полость после выгрузки детали подается сжатый воздух, очищающий и охлаждающий матрицу.
Недостатком этого устройства является сложность его конструкции, определяемая несвязностью и разнохарактерностью его систем. Выталкиватель выполнен механическим, элемент очистки матрицы - пневматическим. Элементы контроля за
удалением детали из рабочей зоны могут быть оптическими, электроконтактными и тензометрическими или иных систем.
Наиболее близким к предлагаемому является устройство для подачи сжатого воздуха в рабочие органы технологических машин, содержащее плиту для размещения заготовок в рабочей зоне те5 нологической машины и пневмоклапан. Пневмоклапан содержит полый корпус, подвижно установленный в корпусе поршень, разделяющий полость корпуса на надпоршневую и подпоршневую полости и пружину, расположенную в подпоршневой полости. Пневмосистема устройства содержит напорный трубопровод для подвода сжатого воздуха из пневмосети в пневмоклапан и отводной трубопровод для подвода сжатого воздуха из пневмоклапана в рабочий орган. , Недостатком такого устройства является низкая надежность его работы, так как устройство не снабжено элементами обратной связи, передающими в пневмосистему информацию о выполнении команды на создание заготовки с рабочей зоны.
Цель изобретения - повышение надежности ра,боты устройства.
Цель изобретения - расширение технологических возможностей путем подачи сжатого воздуха в дополнительные рабочие органы и обеспечения синхронизации их работы.
Поставленная цель достигается тем, что устройство для подачи сжатого воздуха в рабочие органы технологических машин, содержащее плиту для размещения заготовок, установленную в рабочей зоне технологической машины, по меньшей мере один пневмоклапан, выполненный в виде полого корпуса, поршень, Г1одвижно установленный Б корпусе и разделяющий его полость на подпоршневую и надпоршневую полости, пружину, расположенную в подпоршневой полости, напорный трубопровод для подвода сжатого воздуха из пневмосети в пневмоклапан и отводной трубопровод для подвода сжатого воздуха и пневмоклапана в рабочий орган, снабжено пневматическим редуктором, Е плите выполнено сквозное отверстие, соединенное с надпоршневой полостью пневмоклапана, а в поршне вы пол не не пропускное отверстие, связывающее напорный трубопровод с отводным трубопроводом.
Расширение технологических возможностей достигается тем, что устройстве снабжено дополнительным пневмоклапанОм, соединенным с напорным трубопроводом со сквозным отверстием i дополнительным рабочим органом.
Поставленная цель достигается тем, что пневмоклапан выполнен нормально закрытым, а дополнительный пневмоклапан нормально открытым.,
В предлагаемом устррйстве выполнёние в плите сквозного отверстия, связанного с надпоршневой полостью пневмоклапана, и выполнение в аОршне nponyci Horo отверстия, связывающегонапорный и отводной трубопроводы позволяют объединить в единое целое системы управления контроля, загрузки и выгрузки.
На чертеже показана схема предлагаемого устройства, установленного в многопозиционном прессе (показаны две рабочие позиции).
Устройство содержит плиту 1, на которой установлены основания 2 для деталей 3. В плите 1 и основаниях 2 выполнены сквозные отверстия 4. Устройство снабжено нормально закрытым пневмоклапаном, включающим полый корпус 5 и подвижно установленный в корпусе поршень 6. Поршень б разделяет полость корпуса 5 на прдпоршневую 7 и надпоршневуюЗ полости. В подпоршневой полости 7 пневмоклапана установлена пружина 9. Устройство снабжено напорным трубопроводом 10 для подвода сжатого воздуха из пневмосети в пневмоклапан и отводным трубопроводом11 для подвода сжатого воздуха из пневмоклапана в рабочий орган 12. В поршне пневмоклапана выполнено отверстие 13, связывающее напорный 10 и отводной 11 трубопроводы. К напорному трубопроводу 10 через редуктор 14 подключен трубопровод 15 управления, соединенный с отверстием 4 в плите. Устройство снабжено дополнительным нормально открытым пневмоклапаном 16. Отверстие 4 пневматически связано с надпоршневыми полостями 8 основных и дополнительного пневмоклапанов. Подключенный к дополнительному пневмоклапану 16 участок отводного трубопровода 11 подключен к дополнительному рабочему органу, осуществляющему загрузку деталей на рабочие позиции (не показан).
При работе устройства после цикла штамповки в напорный трубопровод 10 rioдают сжатый воздух, который через редуктор 14 поступает в отверстия 4. Так как отверстия 4 закрыты деталями 3, в них повышается давление, под воздействием которого поршни 6 пневмоклапанов сжимают пружины 9j/i через отверстия 13 соединяк5т напорный 10 и отводной 11 трубопроводы, подавая сжатый воздух на рабочий орган 12. Это избыточное давление воздействует на поршень 6 дополнительного пневмоклапана 16, смещает его вниз и разрывает связь между напорным и отводным трубопроводами.
После того, когда сжатый воздух сдувает деталь с рабочей позиции (как показано на левой позиции чертежа), давление в отверстии 4 данной позиции падает, поршень 6 пневмоклапана зтой позиции под воздействием пружины 9 перемещается и прерывает подачу сжатого воздуха через отверстие 13 в поршне б к рабочему органу 12 данной позиции. Таким образом, подача сжатого воздуха к каждому из рабочих органов осуществляется до момента удаления детали с данной позиции. Поршень дополнительного пневмоклапана 1 б сжимает пружину до момента сдувания с рабочей позиции последней из обрабатываемых деталей. После снижения давления во всех отверстиях 4 пружина отжимает поршень и открывает проход сжатого воздуха в систему загрузки деталей.
Предлагаемое устройство исключает загрузку деталей и штамповку до полного удаления с рабочих позиций всех деталей предыдущего цикла. Это предохраняет штамп от поломки и повышает надежность его работы.
Формула изобретения
1.Устройство для подачи сжатого воздуха в рабочие органы технологических машин, содержащее плиту для размещения заготовок, установленную в рабочей зоне технологической машины, по меньшей мере один пневмоклапан, выполненный в виде полого корпуса, поршень, подвижно установленный в корпусе и разделяющий его полость на надпоршневую и подпоршневую полости, пружину, расположенную в подпоршневой полости, напорный трубопровод для подвода сжатого воздуха из пневмосети в пневмоклапан, и отводной трубопровод для подвода сжаУого воздуха из пневмоклапана в рабочий орган, отличающееся тем, что, с целью повышения надежности работы, оно снабжено пневматическим редуктором,, в плите выполнено сквозное отверстие, соединенное с надпоршневой полостью пневмоклапана, а в поршне выполнено пропускное отверстие, связывающее напорный трубопровод с отводным трубопроводом.
2.Устройство поп.1,отличающеес я тем, что, с целью расширения технологических возможностей путем подачи сжатого воздуха в дополнительные рабочие органы и обеспечения синхронизации их работы, онс снабжено дополнительным пневмоклапаном, соединенным с напорным трубопроводом, со сквозным отверстием и дополнительнымрабочим
органом.
3. Устройство по пп. 1 и 2, о т л и ч а гоид е е с я тем, что пневмоклапан выполнен нормально закрытым, а дополнительный пневмоклапан выполнен нормально открытым.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опрыскиватель к вертолету | 1976 |
|
SU753410A1 |
| Пневмогидравлический усилитель привода | 1983 |
|
SU1111898A1 |
| КОДОВЫЙ ЗАМОК | 1993 |
|
RU2074941C1 |
| ПНЕВМАТИЧЕСКИЙ ПРИВОД СИСТЕМЫ УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНЫМИ МЕХАНИЗМАМИ | 2021 |
|
RU2767676C1 |
| СКРЕПЕР С ГАЗОВОЙ СМАЗКОЙ КОВША | 2018 |
|
RU2709572C1 |
| Устройство управления пневматическим приводом вагонного замедлителя | 2017 |
|
RU2689468C2 |
| Электропневматический тормозной привод тягача | 1988 |
|
SU1518175A1 |
| Устройство автоматического управления агрегатом гарантированного питания | 1989 |
|
SU1765481A2 |
| Пневматический одноударный молоток | 1980 |
|
SU946912A1 |
| Кривошипный пресс для штамповки лонжеронов | 1982 |
|
SU1118547A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении. Цель изобретения - повышение надежности работы, а также расширение технологических возможностей путем подачи сжатого воздуха в дополнительные рабочие органы и обеспечение' синхронизации их работы. Устройство со-. держит плиту 1, на которой установлены основания 2 для деталей 3. В плите 1 и основаниях 2 выполнены сквозные отвер-стия 4. Устройство снабжено нормально закрытым пневмоклапаном, включающим полый корпус 5 и подвижно установленный в корпусе поршень 6. Поршень 6 разделяет полость корпуса 5 на подпоршневую и над- поршневую 8 полости. Устройство снабжено HanopHiiiM трубопроводом 10 для подвода сжатого воздуха из пневмосети в пневмоклапан и отводным трубопроводом 11 для подвода сжатого воздуха из пневмок- лапана в рабочий орган 12. В поршне 6 пневмоклапана выполнено отверстие 13, связывающее напорный 10 'и отводной 11 трубопроводы. К напорным трубопроводу ТО через редуктор 14 подключен трубопровод 15 управления, соединенный с отверстием 4 в плите. Устройство снабжено дополнительным нормально открытым пневмоклапаном 16. Отверстие 4 пневматически связано с надпоршневыми полостями 8 основных и дополнительных пневмокла- панов. Подключенный к дополнительному пневмоклапану 16 участок отводного трубопровода 11 подключен к дополнительному рабочему органу, осуществляющему загрузку деталей на рабочие позиции. 2 з.п'.ф-лы, 1 ил.(Лс/5 Сх'атяа воздухи 11\\Ш 3 2 I I IJю о со ю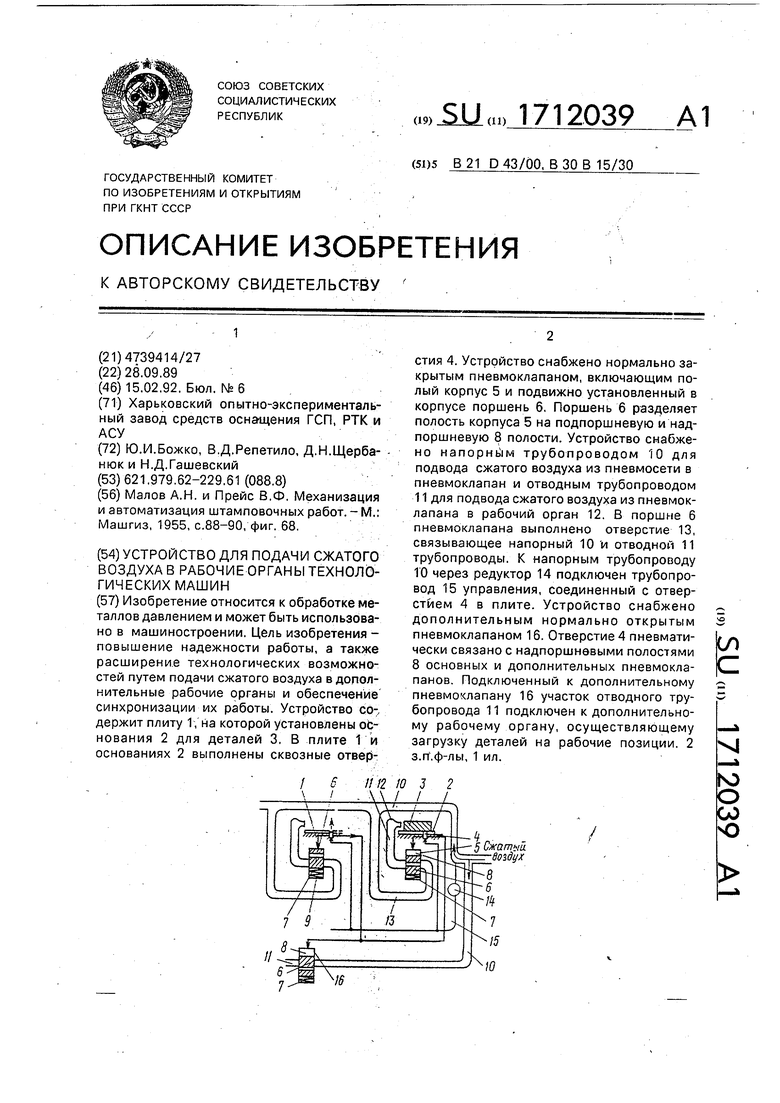
| Малое А.Н | |||
| и Прейс В.Ф | |||
| Механизация и автоматизация штамповочных работ | |||
| - М.: Машгиз, 1955, 0.88-90, фиг | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
