Изобретение относится к металлообработке и может быть использовано при накатывании наружных поверхностей вращения деталей машин.
Цель изобретения - упрощение конструкции устройства при тангенциальном накатывании нежестких деталей., /
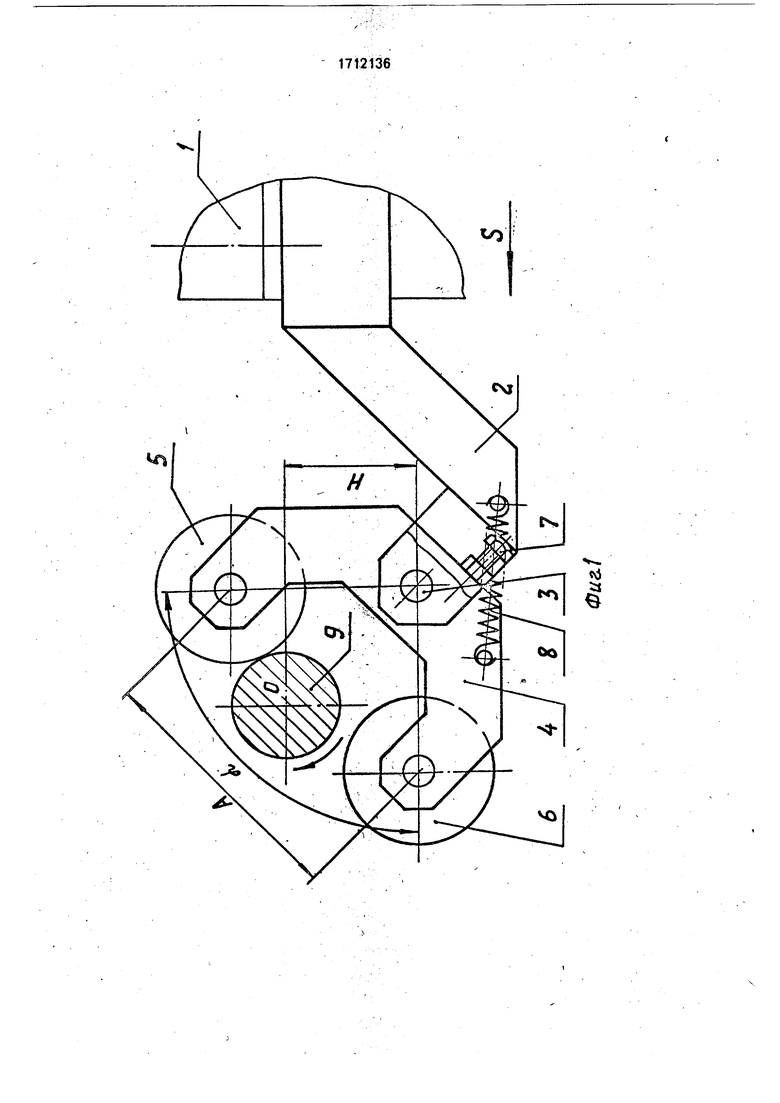
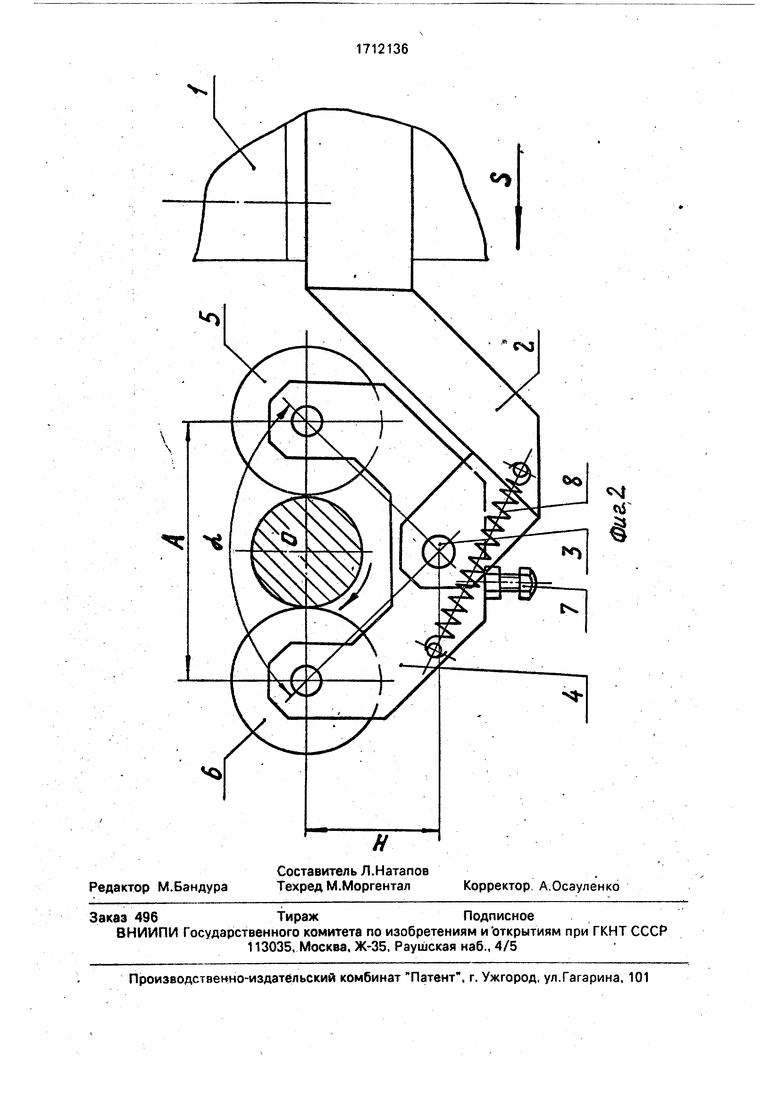
На фиг. 1 изображено предлагаемое устройство для тангенциального накатывания в момент касания с обрабатываемой заготовкой; на фиг. 2 - то же, в конечном рабочем положении.
Устройство содержит закрепленную Hia поперечном суппорте 1 токарного ставка державку 2, на которой посредством шарни- ра 3 установлен корпус 4, несущий деформирующие ролики 5 и 6. Расстояния между осью шарнира 3 и осями деформирующих
роликов 5 и 6 устройства одинаковы. В корпусе 4 размещен регулируемый упор 7, ограничивающий угловое положение корпуса относительно державки 2. Пружина 8 растяжения обеспечивает упругий поворот корпуса 4 на шарнире 3. Расстояние А между осями деформирующих роликов 5 и 6 определяется исходя из диаметров деформирующих роликов и обрабатываемой поверхностью заготовки 9 и требуемой величины натяга при накатывании.
Устройство работает следующим образом.
Обрабатываемую заготовку 9 устанавливают в центрах приспособления станка (не показаны), а державку 2 - в резцедержателе поперечного суппорта токарного станка. В исходном (отведенном от заготовки)
положении Державки 2 корпус 4 под действием пружины 8 находится в крайнем угловом (против часовой стрелки) положении относительно державки 2, при котором с последней взаимодействует упор 7 корпуса. Такое угловое положение корпуса устройства обеспечивает незадевание его нижнего деформирующего ролика 6 с заготовку 9 при движении роликов в рабочую зону. Затем обрабатываемой заготовке 9 сообщают вращательное движение, а державке 2 устройства - движение поперечной подачи S. При движении державки 2 в указанном направлении верхний деформирующий ролик 5 начинает взаимодействовать с обрабатываемой поверхностью заготовки 9 (момент, изображенный на фиг. 1). Дальнейшее перемещение державки 2 сопровождается поворотом на шарнире 3 корпуса 4 относительно державки 2 по часовой стрелке. Во взаимодействие с обрабатываемой поверхностью заготовки 9 вступает и второй деформирую щий ролик 6, в результате чего осуществляется процесс накатывания. При совмещении осей деформирующих роликов с осевой горизонтальной плоскостьюса оси шарнира 3 соответственно, с осевой вертикальной плоскостью заготовки 9 движение подачи S суппорта 1 прекращают. В таком положении (см. фиг. 2) державку оставляют в течение нескольких оборотов заготовки производится калибрование обрабатываемой поверхности. Затем державку отводят в исходное положение.
В приведенной зависимости смещение Н оси шарнира 3 корпуса 4 относительно оси О центров приспособления станка в перпендикулярном направлении получено из следующих геометрических соображений (см. фиг. 2). Смещение Н является высотой равнобедренного треугольника, вершинами которого являются оси деформирующих роликов 5 и б и шарнира 3. Имея значение параметра А (определение величины Которого описано ранее) и угла а при
вершине, лежащей на оси шарнира 3 (выбираемого из конструктивных соображений),
д находим, что Н q /2 мм.
При выборе величины угла а необходимо иметь в виду следующие соображения: при установке заготовки в патроне (консольном закреплении) ограничений в выборе величины параметра а нет; при установке заготовки в центрах параметр а следует выбирать с учетом того, чтобы параметр Н при зтом превышал радиус обрабатываемой поверхности заготовки 9.
Простое по конструкции предложенное устройство, реализующее новую рригинальную схему тангенциального накатывания с угловой подачей деформирующих роликов, обеспечивающую устранение неблагоприятных радиальных отгибающих усилий, позволяет производить накатывание наружных поверхностей вращения у нежестких заготовок, в том числе при консольном их закреплении в патроне станка.
Формула изобретения
Устройство для накатывания наружных поверхностей вращения, содержащее приспособление с центрами для закрепления детали и корпус с двумя деформирующими роликами, шарнирно установленный в державке, отличающееся тем, что, с целью упрощения конструкции устройства при тангенциальном накатывании нежестких деталей, ось шарнира корпуса смещена в перпендикулярном направлении относительно оси центров на величину Н, определяемую из выражения
А
Н
2 tg а/2
где А - расстояние между осями деформирующих роликов, мм;
а-угол междуЛИНИЯМИ, соединяющими ось шарнира с осями деформирующирс роликов, град.
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для накатывания поверхностей деталей на токарных станках | 1990 |
|
SU1699762A1 |
| Устройство для накатывания наружных поверхностей вращения | 1987 |
|
SU1511090A1 |
| Инструмент для накатывания наружных поверхностей вращения | 1988 |
|
SU1581569A1 |
| Инструмент для накатывания наружных поверхностей вращения | 1989 |
|
SU1660942A1 |
| Устройство для накатывания наружных поверхностей вращения | 1989 |
|
SU1738618A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| Тангенциальная резьбонакатная головка | 1983 |
|
SU1183262A1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347662C1 |
Изобретение относится к металлообр^а- ботке и может быть использовано при накатывании .наружных поверхностей деталей. Целью изобретения является упрощение конструкции устройства при тангенциальном накатывании нежестких деталей. Дляэтого в устройстве, содержащем приспособление с центрами для закрепления^^ета- ли и два деформирующих ролика, размещенных в корпусе, щарнирно установленном на державке, ось шарнира корпус,а смещена в вертикальном направлении относительно оси центров на величину Н. определяемую из выражения Н=А/2 tga/2 мм, где А - расстояние между осями деформирующих роликов, мм;о:-угол между линиями, соединяющими ось шарнира с осями деформирующих роликов, град. Для осуществления процесса обработки заготовке сообщают вращательное движение, а державке устройства - движение поперечной подачи. При этом обеспечивается устранение неблагоприятных радиальных отгибающих усилий. 2 ил.•ч*fe
| Одинцов Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| М.: Машиностроение, 1987, с.' 87-88, рис | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
