Изобретение относится к переработке полимерных материалов в изделия в частности к способам охлаждения изделий в роторно-конвейерных линиях и устройству для его осуществления.
Цель изобретения - снижение расхода охлаждающей жидкости.
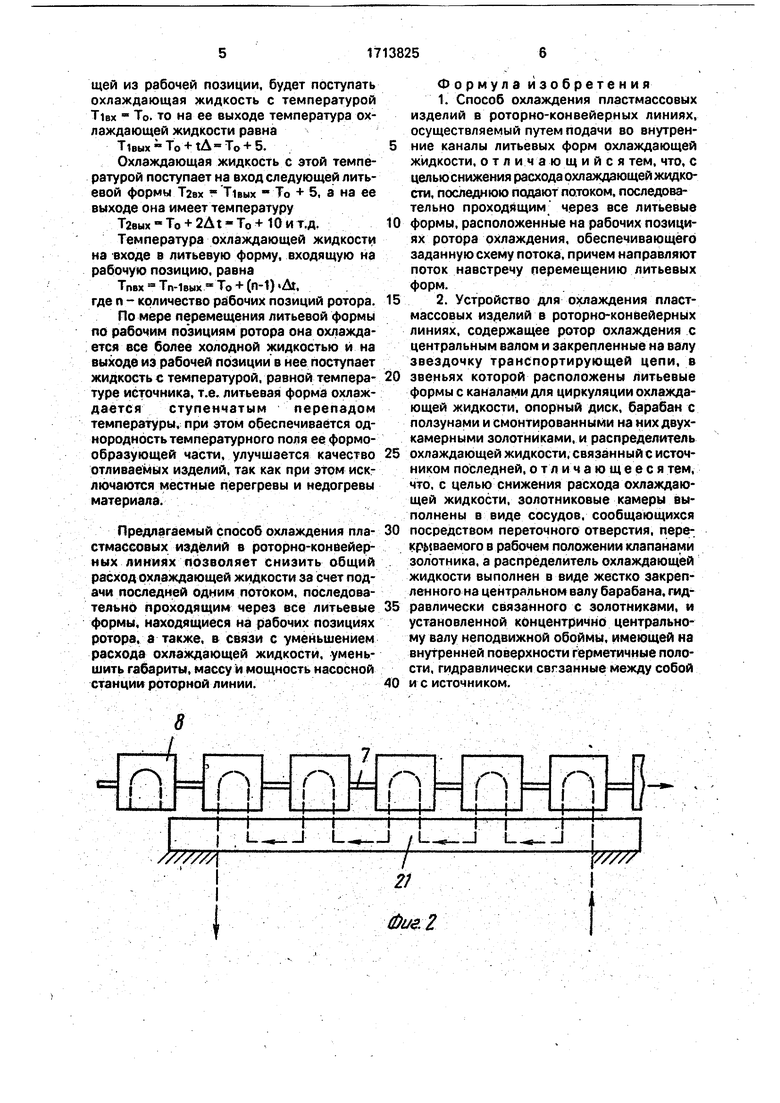
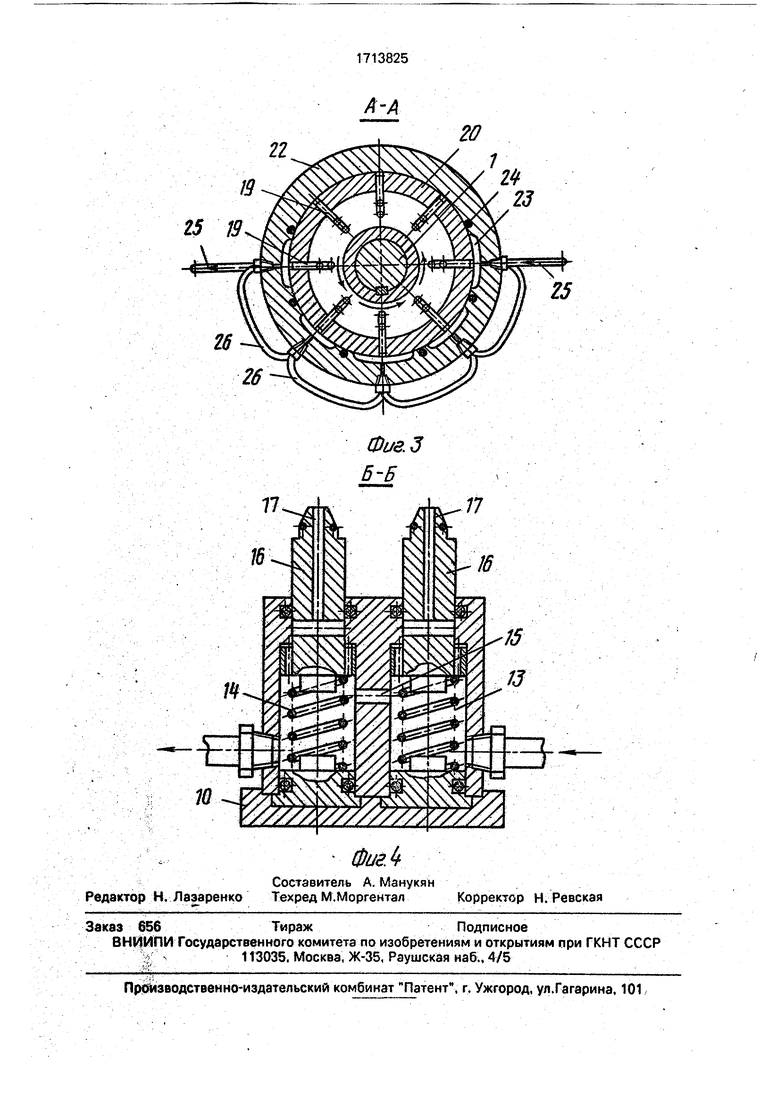
На фиг,1 показан ротор охлаждения, продольный разрез; на фиг.2 - принципиальная схема подачи охлаждающей жидкости в литьевые формы; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1.
Предлагаемый ротор охлаждения роторно-конвейерной линии состоит из центрального вала It установленного в опорах 2 качения, станины 3 роторно-конвейерной линии и приводимого во вращение зубча-. тым колесом 4 от привода (не показан) РКЛ.
В верхней части вала t жестко закреплены опорный диск 5 и звездочка 6 транспортирующей 7, несущей литьевые формы8| выполненныес внутренними каналами (не показаны) для циркуляции охлаждающей жидкости.
В центральной части вала 1 жестко закреплен вращаемый барабан 9, по периферии которого смонтированы ползуны 10, управляемые от неподвижного цилиндрического пазового кулачка 11, Количество ползунов соответствует- количеству позиций ротора. На ползунах 10 закреплены золотники 12, которые состоят из двух камер подающий 13 и сливной 14. выполненных в виде сосудов, сообщающихся посредством переточного отверстия 15, и подпружиненных клапанов 16 с конусной заходНой частью 17, в рабочем положении входящей в направляющие 18 литьевых форм 8.
Каждый золотник 12 соединен гибкими разводными трубопроводами 19 с закрепленным на валу 1 вращаемым барабаном 20 цилиндрического распределения охлаждающей жидкости 21, установленного на станине 3 и содержащего обойму 22. на внутренней стороне который выполнены полости 23. Распределитель 21 конструктивно выполнен так, что его полости 23 расположены в двух высотных уровнях, причем на верхних уровнях выполнены пoлoctи, служащие для подачи охлаждающей жидкости в подающие камеры 13 золотников 12. а на нижние - сливные, служащие для слива охлаждающей жидкости из сливных камер -14 золотников 12. Кроме того, полости 23 попарно Образуют количество рядов, соответствующее количеству рабочих позиций ротора. Полости 23 уплотнены уплотнителями 24 и соединены трубопроводами 25 с источником охлаждающей жидкости (не
показан), а трубопроводами 26 - между собой по последовательной схеме (фиг.2 и 3) таким образом, что сливная полость первого ряда соединена с подающей полостью
второго ряда в направлении, противоположном вращению ротора, а сливная полость второго ряда соединена с подающей полостью третьего ряда и т.д.
Ротор работает следующим образом.
0 При вращении центрального вала 1 транспортирующая цепь 7. в звеньях которой установлены литьевые формы 8. огибает звездочку 6. На рабочих позициях ротора ползуны 10, перемещаясь вверх по программе, заданной пазовым кулачком 11. вводят конусные части 17 клапанов 16 золотников 12 в направляющие 18 литьевых форм 8 и поджимают последние к поверхности опорного диска 5. Одновременно клапаны 16,
0 сжимая пружины, перемещаются внутрь золотниковых камер и перекрывают отверстие 15 в перегородке. Охлаждающая жидкость, от источника по трубопроводу 25 подается в подающую полость 23 цилиндрического
5 распределителя 21. затем по гибкому разводному трубопроводу 19 она поступает в камеру 13 золотника и через отверстия подающего клапана 16 заполняет внутренние каналы литьевой формы 8. Слив жидкости из
0 внутренних каналов литьевой формы 8 происходит по отверстиям сливного клапана 16 в сливную камеру 14 золотника, а затем по разводному трубопроводу 19 в сливную полость распределителя 21. Так осуществляется циркуляция охлаждающей жидкости по внутренним каналам литьевой формы 8. В случае отсутствия на рабочей позиции литьевой формы при перемещении ползуна 10 вверх клапаны золотника не перемещаются
0 внутрь золотниковых камер, отверстие 16 не перекрывается и жидкость, поступая в камеру 13 через отверстия 15. попадает в камеру 14 и поступает на слив. Таким образом, камеры 13 и 14 р-.1ютают по принципу сообщающихся сосудов.
При прохождении охлаждающей жидкости по внутренним каналам литьевой отформованное изделие, находящееся в формообразующей части литьевой формы.
0 охлаждается. Так как все полости распределителя 21 соединены последовательно и поток охлаждающей жидкости направлен навстречу перемещению литьевых форм, то при градиенте температуры охлаждающей
5 жидкости на входе и выходе каждой литьевой формы, равном Дг . каждая литьевая форма охлаждается ступенчато, что способствует более равномерному охлаждению формообразующей поверхности. Так, если на вход литьевой формы, выходящей из рабочей позиции, будет поступать охлаждающая жидкость с температурой TiBx TO. то на ее выходе температура охлаждающей жидкости равна
TiBux-To-«-tA TaH-5.
Охлаждающая жидкость с этой температурой поступает на вход следующей литьевой формы Т2вх г TiBbix То + 5, а на ее выходе она имеет температуру
Тгвых То + 2Д t - TO + 10 и т.д.
Температура охлаждающей жидкости на -входе в литьевую форму, входящую на рабочую позицию, равна
Тпвх Тп-1вык То + (п-1) «At, где п - количество ра1бочих позиций ротора.
По мере перемещения литьевой формы по рабочим позициям ротора она охлаждается все более холодной жидкостью и на выходе из рабочей позиции в нее поступает жидкость с температурой, равной температуре источника, т.е. литьевая форма охлаждается ступенчатым перепадом температуры, при этом обеспечивается однородность температурного поля ее формообразующей части, улучщается качество отливаемых изделий, так как при этом искг лючаются местные перегревы и недогревы материала.
Предлагаемый способ охлаждения пластмассовых изделий в роторно-конвейерных линиях позволяет снизить общий расход охлаждающей жидкости за счет подачи последней одним потоком, последовательно проходящим через все литьевые формы, находящиеся на рабочих позициях ротора, а также, в связи с уменьшением расхода охлаждающей жидкости, уменьщить габариты, массу и мощность насосной станции роторной линии.
Формула изобретения
1.Способ охлаждения пластмассовых изделий в роторно-конвейерных линиях, осуществляемый путем подачи во внутренние каналы литьевых форм охлаждающей жидкости, о т л и ч а ю щ и и с я тем, что, с целью снижения расхода охлаждающей жидкости, последнюю подают потоком, последовательно проходящим через все литьевые формы, расположенные на рабочих позициях ротора охлаждения, обеспечивающего заданную схему потока, причем направляют поток навстречу перемещению литьевых форм.
2.Устройство для о аждения пластмассовых изделий в роторно-конвейернЫх линиях, содержащее ротор охлаждения с центральным валом и закрепленные на валу звездочку транспортирующей цепи, в звеньях которой расположены литьевые формы с каналами для циркуляции охлаждающей жидкости, опорный диск, барабан с ползунами и смонтированными на них двухкамерными золотниками, и распределитель охлаждающей жидкости, связанный с источником последней, о т л и ч а ю щ е е с я тем, что, с целью снижения расхода охлаждающей жидкости, золотниковые камеры выполнены в виде сосудов, сообщающихся посредством переточного отверстия, перекрьшаемого в рабочем положении клапанами золотника, а распределитель охлаждающей жидкости выполнен в виде жестко закрепленного на центральном валу барабана, гидравлически связанного с золотниками, и установленной концентрично центральному валу неподвижной обоймы, имеющей на внутренней поверхности герметичные полости, гидравлически свгзанные между собой и с источником.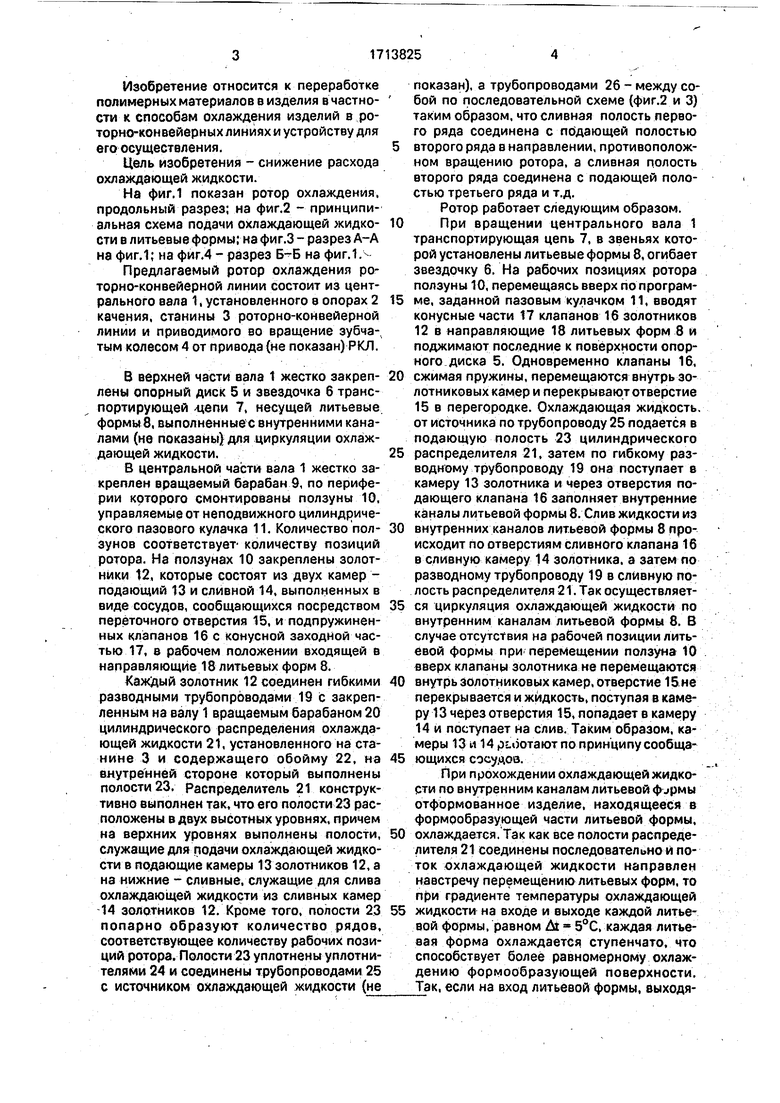
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор термостатирования автоматической роторно-конвейерной линии для литья изделий из термопластов | 1990 |
|
SU1766690A1 |
| РОТОРНАЯ МАШИНА | 1994 |
|
RU2056598C1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Роторно-поворотный двигатель | 1976 |
|
SU599102A1 |
| Рабочий ротор с гидромеханическим приводом | 1984 |
|
SU1154111A1 |
| Рулевой механизм транспортного средства | 1983 |
|
SU1109330A1 |
| РОТОРНО-ПОРШНЕВОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2075616C1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 1991 |
|
RU2026979C1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| ГИДРОПУЛЬСАЦИОННЫЙ ПРЕСС | 1991 |
|
RU2010658C1 |
Изобретение относится к переработке полимерных материалов в изделия, в частности к способам охлаждения изделий в ро^ торно-конвейерных линиях. Цель изобретения - снижение расхода охлаждающей жидкости. Для этого охлажденную жидкость подают потоком, последовательно проходящим через все литьевые формы 8, расположенные на рабочих позициях ротора Охлаждения, обеспечивающего заданную схему потока, причем направляют поток навстречу перемещению литьевых форм. Золотниковые камеры выполнены в виде сосудов, сообщающихся посредством переточного отверстия, перекрываемого в рабочем Положении клапанами золотника 12, а распределитель 21 охлаждающей жидкости выполнен в виде жестко закрепленно' го на центральном валу 1 барабана 9, гидравлически связанного с золотниками 12, и установленной концентричнО центральному валу 1 неподвижной обоймы 22, имеющей на внутренней поверхности герметичные полости 23, гидравлически связанные между собой источником последовательно. 2 с. п. ф-лы, 4 ил."3со00N5 СЯ
Фи,2
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Ротор охлаждения черт | |||
| Соединительные гайки для пожарных и иных рукавов | 1911 |
|
SU862A1 |
| Разработчик ПО "Прессмаш" | |||
| Одесса, 1988. | |||
