Изобретение относится к отделке металлопроката, в частности касается усовершенствования процесса нансения на стальной прокат антикоррозионных защитных покрытий из расплава цветных металлов.
Цель изобретения - повышение качества за счет интенсификации процесса перемешивания расплава в зоне прохождения плоского проката и повышение эффективности взаимодействия расплава с его поверхностью.
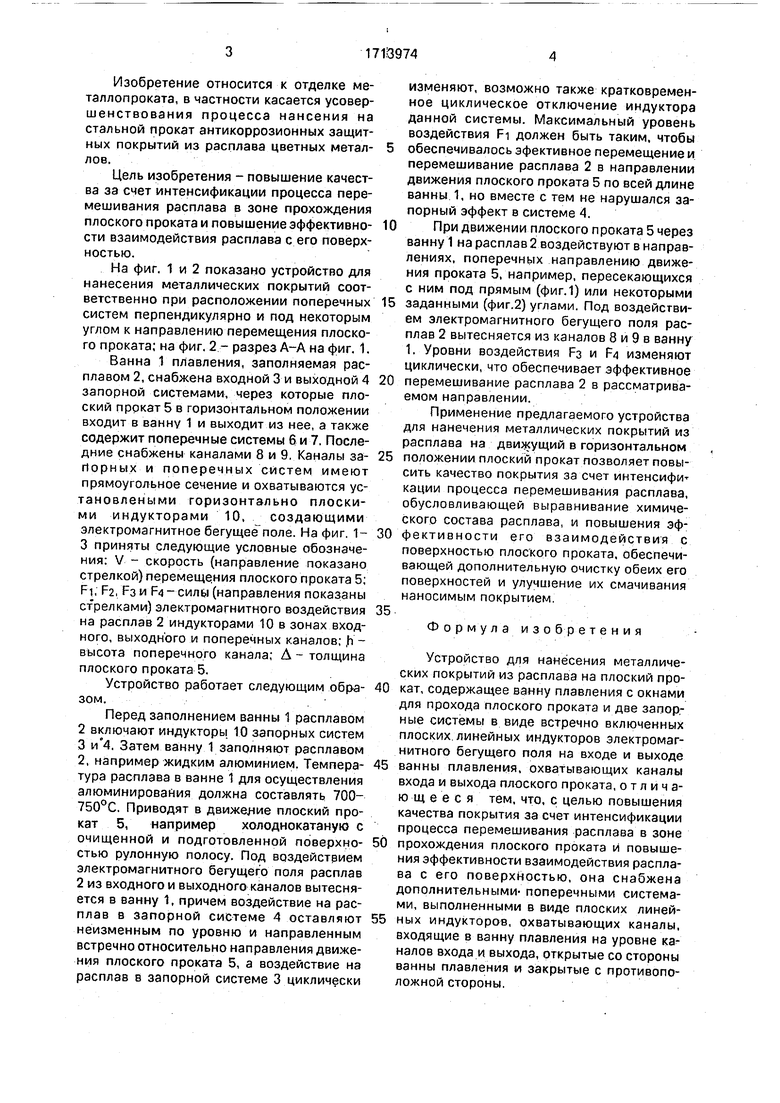
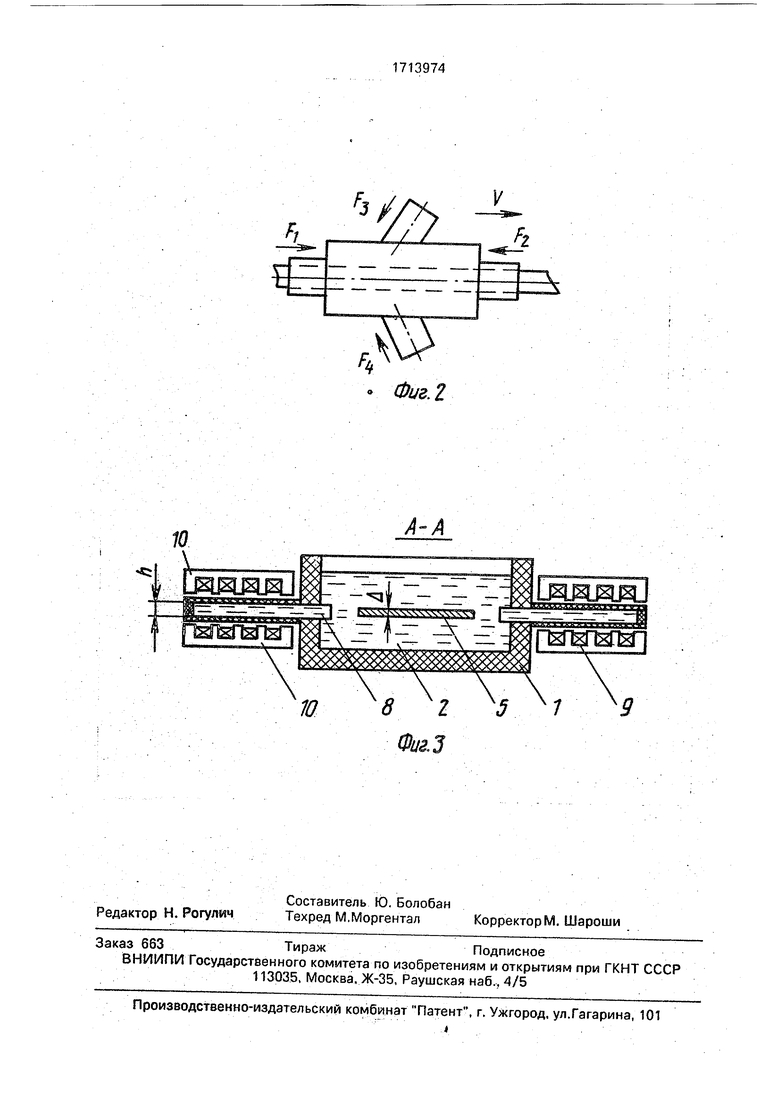
На фиг. 1 и 2 показано устройство для нанесения металлических покрытий соответственно при расположении поперечных систем перпендикулярно и под некоторым углом к направлению перемещения плоского проката; на фиг. 2 - разрез А-А на фиг. 1.
Ванна 1 плавления, заполняемая расплавом 2, снабжена входной 3 и выходной 4 запорной системами, через которые плоский прокат 5 в горизонтальном положении входит в ванну 1 и выходит из нее, а также содержит поперечные системы 6 и 7. Последние снабжены каналами 8 и 9, Каналы заИорных и поперечных систем имеют прямоугольное сечение и охватываются установлеными горизонтально плоскими индукторами 10, создающими электромагнитное бегущее поле. На фиг. 13 приняты следующие условные обозначения: V - скорость {направление показано стрелкой) перемещения плоского проката 5; FI, F2, РЗ и F4 - силы (направления показаны стрелками) электромагнитного воздействия на расплав 2 индукторами 10 в зонах входного, выходного и поперечных каналов; ,h высота поперечного канала; Д - толщина плоского проката 5.
Устройство работает следующим образом..
Перед заполнением ванны 1 расплавом
2включают индукторы. 10 запорных систем
3и°4. Затем ванну 1 заполняют расплавом 2, например жидким алюминием. Температура расплава в ванне 1 для осуществления алюминирования должна составлять 700750°С. Приводят в движение плоский прокат 5, например холоднокатаную с очищенной и подготовленной поверхностью рулонную полосу. Под воздейстрием электромагнитного бегущего поля расплав 2 из входного и выходного каналов вытесняется в ванну 1, причем воздействие на расплав в запорной системе 4 оставляют неизменным по уровню и направленным встречно относительно направления движения плоского проката 5, а воздействие на расплав в запорной системе 3 циклически
изменяют, возможно также кратковременное циклическое отключение индуктора данной системы. Максимальный уровень воздействия FI должен быть таким, чтобы
обеспечивалось эфективное перемещение и перемешивание расплава 2 в направлении движения плоского проката 5 по всей длине ванны 1, но вместе с тем не нарушался запорный эффект в системе 4.
0 При движении плоского проката 5 через ванну 1 на расплав 2 воздействуют в направлениях, поперечных направлению движения проката 5, например, пересекающихся с ним под прямым (фиг.1) или некоторыми
5 заданными (фиг,2) углами. Под воздействием электромагнитного бегущего поля расплав 2 вытесняется из каналов 8 и 9 в ванну 1. Уровни воздействия Fa и РА изменяют циклически, что обеспечивает эффективное
0 перемешивание расплава 2 в рассматриваемом направлении.
Применение предлагаемого устройства для нанечения металлических покрытий из расплава на движущий в горизонтальном
5 положении плоский прокат позволяет повысить качество покрытия за счет интенсификации процесса перемешивания расплава, обусловливающей выравнивание химического состава расплава, и повышения эффективности его взаимодействия с поверхностью плоского проката, обеспечивающей дополнительную очистку обеих его поверхностей и улучшение их смачивания наносимым покрытием.
Формула изобретения
Устройство для нанесения металлических покрытий из расплава на плоский прокат, содержащее ванну плавления с окнами для прохода плоского проката и две запорные системы в виде встречно включенных плоских, линейных индукторов электромагнитного бегущего поля на входе и выходе
5 ванны плавления, охватывающих каналы входа и выхода плоского проката, отличающееся тем, что, с целью повышения качества покрытия за счет интенсификации процесса перемешивания расплава в зоне
0 прохождения плоского проката и повышения эффективности взаимодействия расплава с его поверхностью, она снабжена дополнительными- поперечными системами, выполненными в виде плоских линейных индукторов, охватывающих каналы, входящие в ванну плавления на уровне каналов входа и выхода, открытые со стороны ванны плавления и закрытые с противоположной стороны.
. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения алюминиевого покрытия на движущийся стальной прокат | 1988 |
|
SU1715882A1 |
| ПЕЧЬ-МИКСЕР | 2013 |
|
RU2543022C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2003 |
|
RU2325465C2 |
| СПОСОБ ВОЗДЕЙСТВИЯ ЭЛЕКТРОМАГНИТНЫМ ПОЛЕМ НА РАСПЛАВ МЕТАЛЛА И ИНДУКТОР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2759178C2 |
| ПЕЧЬ-МИКСЕР | 2015 |
|
RU2610099C2 |
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И ЭЛЕКТРОМАГНИТНЫЙ ПЕРЕМЕШИВАТЕЛЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2018 |
|
RU2708036C1 |
| Способ перемешивания металла в индукционной тигельной печи | 2021 |
|
RU2779469C1 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПЕРЕМЕШИВАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2656193C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
Изобретение относится к отделке металлопроката, в частности касается усовершенствования процесса нанесения на стальной прокат антикоррозионных защитных покры^
.
Фиг. 2 А-А ч ,
| Устройство для металлизации изделий | 1979 |
|
SU933792A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
