(5А) УСТРОЙСТВО для МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для металлизации изделий | 1983 |
|
SU1157125A1 |
| Магнитный гидродинамический стопор для ванн металлизации | 1982 |
|
SU1076491A1 |
| Устройство для нанесения металлических покрытий из расплава | 1987 |
|
SU1524530A1 |
| Установка для горячего нанесения покрытий | 1982 |
|
SU1096304A1 |
| Установка нанесения защитного покрытия на листовой материал | 1988 |
|
SU1617043A1 |
| МГД-стопор для ванн металлизации листового материала | 1988 |
|
SU1512166A1 |
| Промежуточное разливочное устройство для многоручьевой установки непрерывного литья | 1990 |
|
SU1726110A1 |
| Металлургическая печь для приготовления силумина | 1983 |
|
SU1133467A1 |
| МАГНИТОГИДРОДИНАМИЧЕСКИЙ МГД-ПЕРЕМЕШИВАТЕЛЬ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 1988 |
|
RU1642828C |
| Устройство для пайки и лужения волной расплавленного припоя | 1973 |
|
SU1079384A1 |
I
Изобретение относится к нанесению горячих покрытий, в частности к устройствам для нанесения защитных покрытий на изделия сложного профиля, используемых, например, в электротехнической промышленности и в других отраслях.
ilasecTHo устройство для металлизации изделий полос, листов, содержащая правильную емкость с окнами для протяжки изделий и запорную систему в виде индукторов бегущего магнитного поля, включенных встречно и расположенных у окон плавильной емкоеTHtl.
Известно также устройство для металлизации изделий, включающее ванну , плавления с окнами для протяжки изделий и запорную систему в виде встречно включенных индукторов на входе и выходе ванны, охватывающих емкости ввода и выхода изделий .
Недостатком этих устройств является то, что они не обеспечивают
качественного нанесения покрытия на изделия сложного профиля, например на уголки. Как правило, качество пок рытия на изделиях сложного профиля является неудовлетворительным из-за отсутствия динамики металла, омывающего поверхности изделия, а также попадания окисных пленок и шлака с поверхности ванны на обрабатываемое изделие. Кроме того, при обработке
10 сложного профиля не обеспечивается надежное запирание металла в ванне, наблюдается вытекание металла из ванны вдоль боковых вертикальных стенок канала.
15
Цель изобретения - повышение качества покрытия и надежности работы при обработке изделий сложного профиля.
Поставленная цель достигается
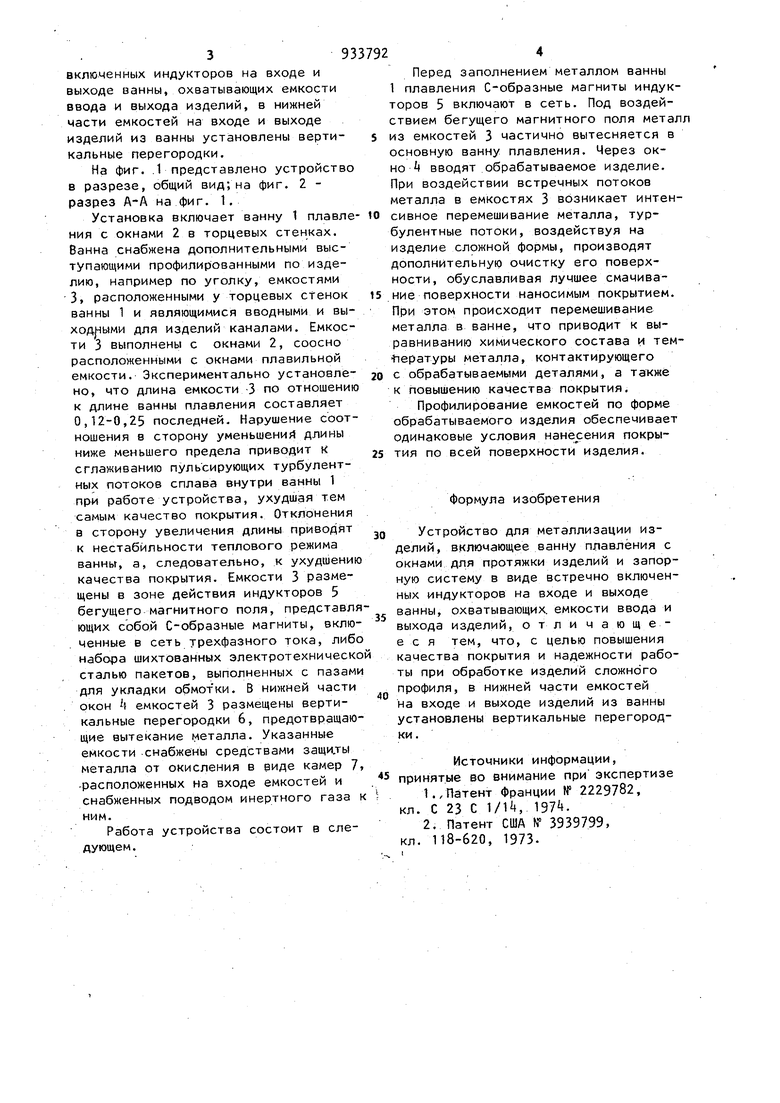
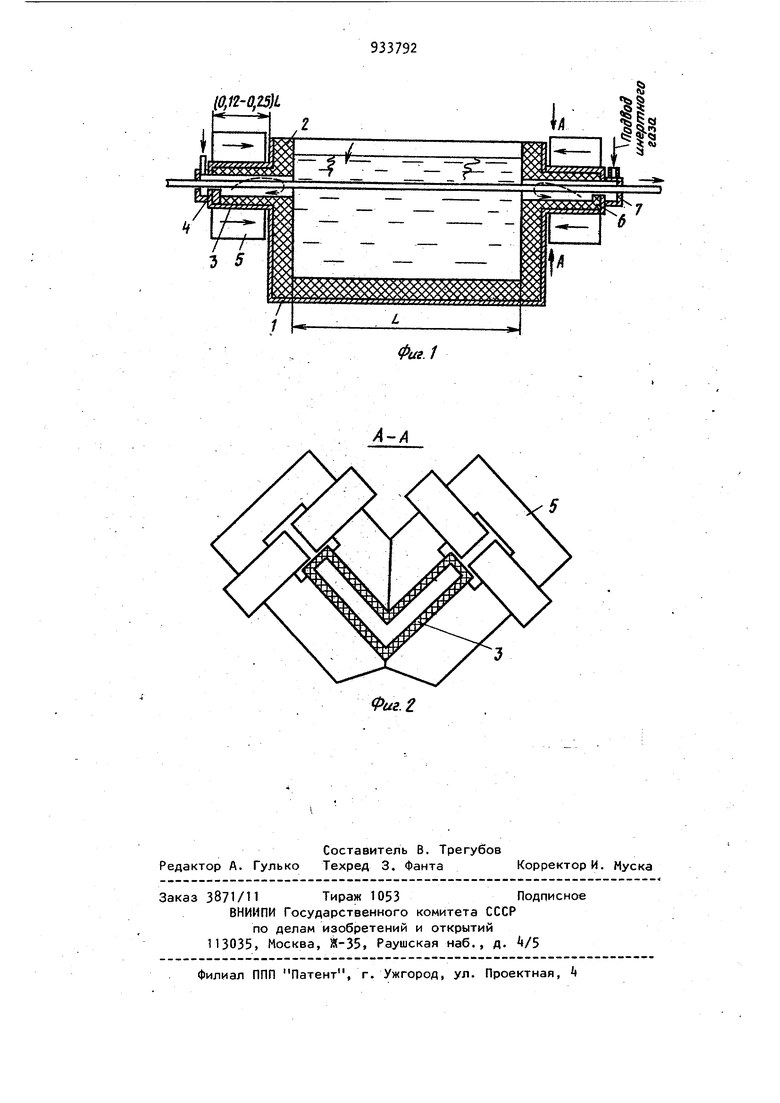
20 тем, что в устройстве для металлизации изделий, включающем ванну плавления с окнами для протяжки изделий и запорную систему в виде встречно включенных индукторов на входе и выходе ванны, охватывающих емкости ввода и выхода изделий, в нижней части емкостей на входе и выходе изделий из ванны установлены вертикальные перегородки. На фиг. .1 представлено устройство в разрезе, общий вид; на фиг. 2 разрез А-А на фиг. 1. Установка включает ванну 1 плавле ния с окнами 2 в торцевых стенках. Ванна снабжена дополнительными выступающими профилированными по изделию, например по уголку, емкостями 3, расположенными у торцевых стенок ванны 1 и являющимися вводными и выход ными для изделий каналами. Емкости 3 выполнены с окнами 2, соосно расположенными с окнами плавильной емкости. Экспериментально установлено, что длина емкости -3 по отношению к длине ванны плавления составляет 0,12-0,25 последней. Нарушение соот ношения в сторону уменьшений длины ниже меньшего предела приводит К сглаживанию пульсирующих турбулентных потоков сплава внутри ванны 1 при работе устройства, ухудшая тем самым качество покрытия. Отклонения в сторону увеличения длины приводят к нестабильности теплового режима ванны, а, следовательно, к ухудшени качества покрытия. Емкости 3 размещены в зоне действия индукторов 5 бегущего магнитного поля, представл ющих собой С-образные магниты, вклю ченные в сеть трехфазного тока, либ набора шихтованных электротехническ сталью пакетов, выполненных с пазам для укладки обмотки. В нижней части окон ( емкостей 3 размещены вертикальные перегородки 6, предотвращаю щие вытекание металла. Указанные емкости снабжены средствами защи.ты металла от окисления в виде камер 7 -расположенных на входе емкостей и снабженных подводом инертного газа ним. Работа устройства состоит в следующем. Перед заполнением металлом ванны 1 плавления С-образные магниты индукторов 5 включают в сеть. Под воздействием бегущего магнитного поля металл из емкостей 3 частично вытесняется в основную ванну плавления. Через окно 4 вводят обрабатываемое изделие. При воздействии встречных потоков металла в емкостях 3 возникает интенсивное перемешивание металла, турбулентные потоки, воздействуя на изделие сложной формы, производят дополнительную очистку его поверхности, обуславливая лучшее смачивание поверхности наносимым покрытием. При этом происходит перемешивание металла в ванне, что приводит к выравниванию химического состава и темtlepaтypы металла, контактирующего с обрабатываемыми деталями, а также к повышению качества покрытия. Профилирование емкостей по форме обрабатываемого изделия обеспечивает одинаковые условия нанесения покрытия по всей поверхности изделия. Формула изобретения Устройство для металлизации изделий, включающее ванну плавления с окнами для протяжки изделий и запорную систему в виде встречно включенных индукторов на входе и выходе ванны, охватывающих, емкости ввода и выхода изделий, отличающееся тем, что, с целью повышения качества покрытия и надежности работы при обработке изделий сложного профиля, в нижней части емкостей на входе и выходе изделий из ванны установлены вертикальные перегородки. Источники информации, принятые во внимание при экспертизе 1./Патент Франции № 2229782, кл. С 23 С 1/Й, 197. 2. Патент США Vf 3939799, кл. 118-620, 1973.
(0,12Q,25)L
