Изобретение относится к неразрушающему контролю качества материалов и изде ЛИЙ с применением явления акустической эмиссии (АЭ) и может быть использовано в различных отраслях машиностроения, энергетике и на транспорте.
Цель изобретения - повышение точности контроля за счет приближения нагрузки изделия к условиям эксплуатации.
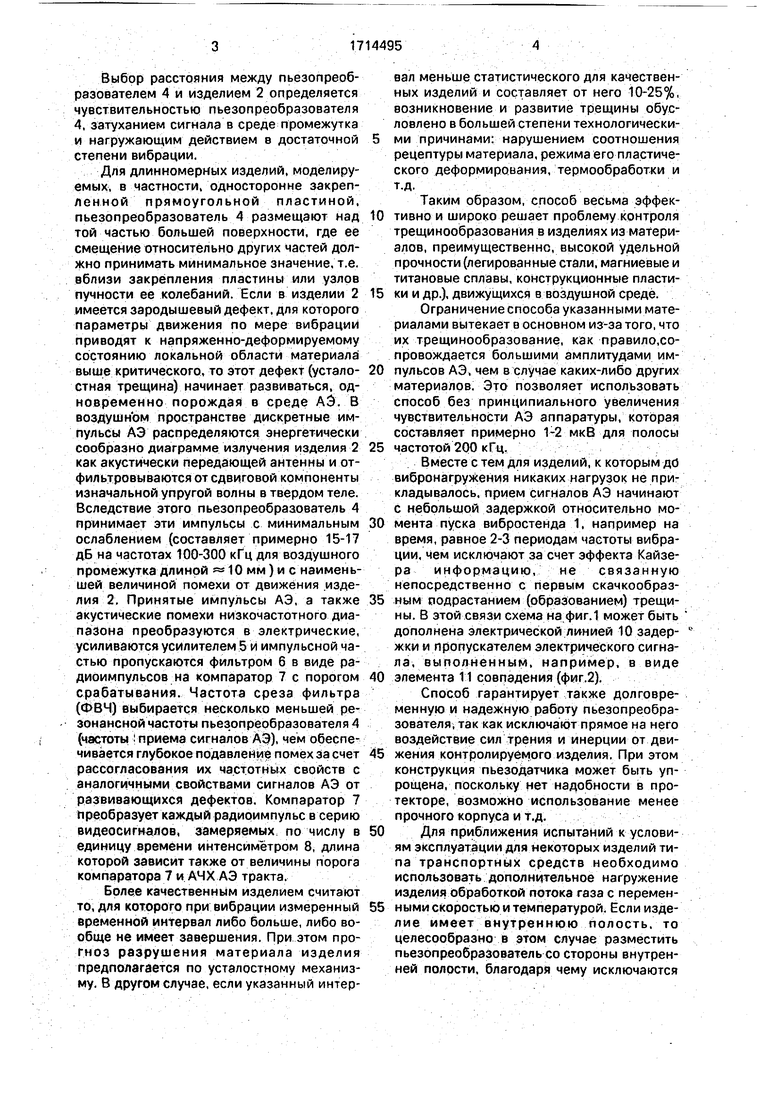
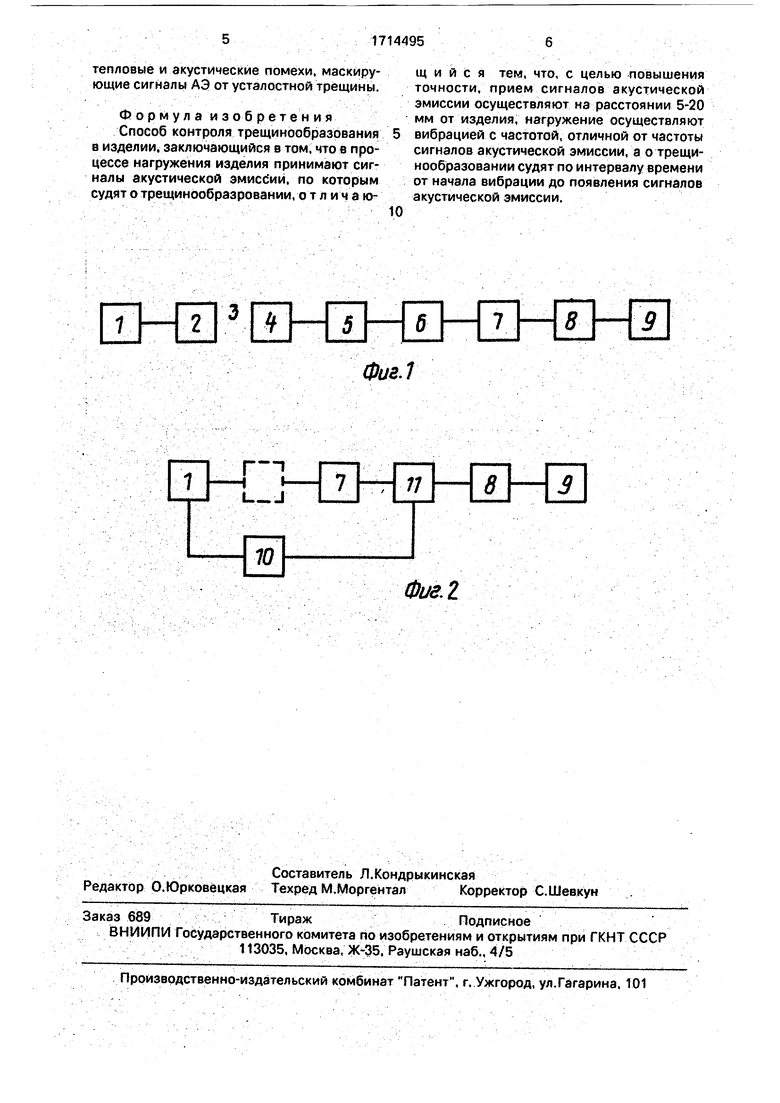
На фиг.1 и 2 приведены схемы устройства для реализации способа.
На схемах обозначены вибростенд 1, изделие 2, воздушный зазор 3, пьезопреобразователь 4, подключенный к электрической цепи лз усилителя 5, фильтра 6, компаратора 7, интенсиметра 8 и регистратора 9. Элемент 10 задержки включен между пусковым блоком вйбростенда 1 и первым входом элемента 11 совпадения, включен ного вторым входом и выходом соответственно между выходом компаратора 7 и входом интенсиметра 8.
Способ осуществляют следующим образом.
Предварительно определяют резонансную частоту изделия и частоту сигналов АЭ от изделия при его нагружении. Затем располагают резонансный пьезопреобразователь 4 на расстоянии 5-20 мм от изделия 2 и нагружают изделие 2 вибрацией с частотой, отличной от частоты АЭ. Целесообразно вибрацию изделия осуществлять на частоте механического резойанса изделия 2. Амплитуду вибраций устанавливают меньшей расстояния между пьезопрербразователем 4 и изделием 2v По временному интервалу с начала вибрации до момента возникновения сигналов АЭ судят о трещйнообразовании в изделии. Это время можно измерить, например, по ленте самописца, используемого в качестве регистратора, на которой отмечается интенсивность сигналов, при одновременном включении вибростенда и самописца.
Выбор расстояния между пьезопреобразователем 4 и изделием 2 определяется чувствительностью пьезопреобразователя 4, затуханием сигнала в среде промежутка и нагружающим действием в достаточной степени вибрации.
Для длинномерных изделий, моделируемых, в частности, односторонне закрепленной прямоугольной пластиной, пьезопреобразователь 4 размещают над той частью больщей поверхности, где ее смещение относительно других частей должно принимать минимальное значение, т.е. вблизи закрепления пластины или узлов пучности ее колебаний. Если в изделии 2 имеетсязародышевый дефект, для которого параметры движения по мере вибрации приводят к напряженно-деформируемому состоянию локальной области материала выше критического, то этот дефект (усталостная трещина) начинает развиваться, одновременно порождая в среде ЛЭ. В воздушном пространстве дискретные импульсы АЭ распределяются энергетически сообразно диаграмме излучения изделия 2 как акустически передающей антенны и отфильтровываются от сдвиговой компоненты изначальной упругой волны в твердом теле. Вследствие этого пьезопреобразователь 4 принимает эти импульсы с минимальным ослаблением (составляет примерно 15-17 дБ на частотах 100-300 кГц для воздушного промежутка длиной мм) и с наименьшей величиной помехи от движения изделия 2. Принятые АЭ, а также акустические помехи низкочастотного диапазона преобразуются в электрические, усиливаются усилителем 5 и импульсной частью пропускаются фильтром 6 в виде радиоимпульсов на компаратор 7 с порогом срабатывания. Частота среза фильтра (сЬвЧ) выбирается несколько меньшей резонансной частоты пьезопр(еобразователй 4 (частоть приема сигналов АЭ), чем обеспечивается глубокое подавление помех за счет рассогласования их частотных свойств с аналогичными свойствами сигналов АЭ от развивающихся дефектов. Компаратор 7 преобразует каждый радиоимпульс в серию видеосигналов, замеряемых по числу в единицу времени интенсиметром 8, длина которой зависит также от величины порога компаратора 7 и АЧХАЭ тракта.
Брлее качественным изделием считают то, для которого при вибрации измеренный временной интервал либо больше, либо вообще не имеет завершения. При этом прогноз разрушения материала изделия предполагается по усталостному механизму. В другом случае, если указанный интервал меньше статистического для качественных изделий и составляет от него 10-25%, возникновение и развитие трещины обусловлено в большей степени технологическими причинами: нарушением соотношения рецептуры материала, режима его пластического деформирования, термообработки и т.д. ,, : . .
Таким образом, способ весьма эффективно и широко решает проблему контроля трещинообразования в изделиях из материалов, преимущественнс, высокой удельной прочности (легированные стали, магниевые и титановые сплавы, конструкционные пластики и др.), движущихся в воздушной среде.
Ограничение способа указанными материалами вытекает в основном из-за того, что их трещинообразование, как правило,сопровождается большими амплитудами импульсов АЭ, чем в случае каких-либо других материалов. Это позволяет использовать способ без принципиального увеличения чувствительности АЭ аппаратуры, которая составляет примерно 1-2 мкВ для полосы
частотой 200 кГц.
Вместе с тем для изделий, к которым до вибронагружения никаких нагрузок не прикладывалось, прием сигналов АЭ начинают с небольшой задержкой относительно момента пуска вибростенда 1, например на время, равное 2-3 периодам частоты вибрации. Чем исключают за счет эффекта Кайзера информацию, не связанную непосредственно с первым скачкообразным подрастанием (образованием) трещины. В этой связи схема На фиг. 1 может быть дополнена электрической линией 10 задер- жки и пропускателем электрического сигнала, выполненным, например, в виде
элемента 11 совг1адения (фиг.2).
Способ гарантирует также долговременную и надежную работу пьезопреобразователя, так как исключают прямое на него воздействие сил трения и инерции от движения контролируемого изделия. При этом конструкция пьезоДатчика может быть упрощена, поскольку нет надобности в протекторе, возможно использование менее прочного корпуса и т.д.
Для приближения испытаний к условиям эксплуатации для некоторых изделий типа транспортных средств необходимо использовать дополнительное нагружение изделия обработкой потока газа с переменными скоростью и температурой. Если изделие имеет внутреннюю полость, то целесообразно в этом случае разместить пьезопреобразователь со стороны внутренней полости, благодаря чему исключаются
тепловые и акустические помехи, маскирующие сигналы АЭ от усталостной трещины.
Формул а изо бретения Способ контроля трещинообразования в изделии, заключающийся в том, что в процессе нагружения изделия принимают сигналы акустической эмиссий, по которым судят отрещинообразровании, о т л и ч а ющ и и с я тем, что, с целью повышения точности, прием сигналов акустической эмиссии осуществляют на расстоянии 5-20 мм от изделия, нагружение осуществляют вибрацией с частотой, отличной от частоты сигналов акустической эмиссии, а о трещинообразовании судят по интервалу времени от начала вибрации до появления сигналов акустической эмиссии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения момента образования и скорости роста усталостной трещины | 1985 |
|
SU1312471A1 |
| Способ контроля качества материалов | 1980 |
|
SU970209A1 |
| Способ обнаружения усталостных поверхностных трещин в электропроводящем изделии | 2016 |
|
RU2638395C1 |
| Способ контроля трещинообразования | 1990 |
|
SU1748051A1 |
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ТРЕЩИНОСТОЙКОСТИ ИЗДЕЛИЙ | 1998 |
|
RU2140076C1 |
| Устройство для выделения сигналов акустической эмиссии,генерируемых развивающейся трещиной из помех,создаваемых ударами | 1978 |
|
SU1002952A1 |
| Способ контроля качества акустического контакта пьезопреобразователя при дефектоскопии изделий и устройство для его осуществления (его варианты) | 1985 |
|
SU1265601A1 |
| СПОСОБ ОЦЕНКИ НЕСУЩЕЙ СПОСОБНОСТИ ЖЕЛЕЗНОДОРОЖНЫХ ОПОР | 2017 |
|
RU2681277C2 |
| Акустико-эмиссионное устройство для контроля изделий | 1983 |
|
SU1100562A1 |
| Устройство для контроля качества изделий методом акустической эмиссии | 1981 |
|
SU957098A1 |
Изобретение относится к неразрушающему контролю качества материалов и может быть использовано в машиностроении, транспорте и т.п. Цель изобретения - повышение точности контроля за счет приближения условий испытаний к условиям эксплуатации. Изделие нагружают вибрацией, а сигналы акустической эмиссии принимают через воздушный зазор. Дополнительно нагружают изделие потоком газа с переменными скоростью и температурой. О трещйнообразовании в изделии судят по временному интервалу от начала вибрации до появления сигналов акустической эмиссии. 2 ил.
ФигЛ
Фиг, г
| Методы неразрушающих испытаний./Под ред; Р.Шарпа | |||
| - М.: Мир, 1972, с.27-58. |
