В способе изготовления предлагаемой тяги соединение металлического наконечника с изоляционным материалом стержня осуществляется в следующей последовательности. На наружную поверхность изоляционного волокна (каната) 1 устанавливают металлический наконечник 3 так, чтобы конец волокна выступал из наконечника на величину I 15-20 мм. С торфвой части волокна внутрь него и внутрь наконечника 3 вводят расклинивающий вкладыш 5. Конец волокна, выступающий из наконечника, бандажируют, например, прядями изоляционного волокна. Затем на поверхность волокна между наконечником 3 и вкладышем 5 устанавливают втулку 8 и в торцовую зону наконечника 3 устанавливают, например, посредством резьбы нажимной элемент 9, вращая кotopый, втулку 8 и наконечник 3 перемещают во встречных направленияхдо обжатия волокна, находящегося между поверхностями наконечника 3, вкладыша 5 и втулки 8.
Аналогично закрепляют наконечник на втором конце каната.
Для обеспечения заданного размера между наконечниками и равномерного натяжения всех прядей волокна перед уста новкой нажимного эле1у1ента к торцам обращенных друг к другу наконечников прикладывают необходимое усилие величиной 2-3 т.е., под действием которого Наконечники перемещают на необходимую величину друготдруга
После этого изоляционное волокно вместе с закрепленными на его концах металлическими наконечниками обматывают фторопластовой пленкой, помещают е герметичную форму и пропитывают Обязующим, например зпоксидным компаундом, под вакуумом (давлением ,5 мм рт.ет.) с последующей подачей в форму давления Р 20 «сгс/см, а, затем отверждают. При этом обеспечиавается высокое,качество пропитки всего изоляционного волокна. Образующаяся после пропитки и отверждения изоляционного волокна монолитная структура стержня по всему сечению имеет высокую электрическую и механическую прочность, а предложенное крепление металлического наконечника на изоляционном стержне обеспечивает высокую надежность.
Формулаизобретения
1.Электроизоляционная тяга для высоковольтных аппаратов, содержащая изоляционный стержень из пропитанного связующим изоляционного волокна, выполненный с участком с постоянным поперечным сечением, по крайней мере на одном из торцов которого закреплен металлический наконечник, выполненный с участком конической внутренней поверхности, центральный расклинивающий вкладыш, установленный в закрытой торцовой полости стержня, о т л и чаю щ а я с я тем, что. С целью повышения надежности тяги, расклинивающий вкладыш выполнен составным по крайней мере, из двух конических частей, вершины которых обращены в противоположные стороны, на изоляционном стержне внутри металлического наконечника в зоне расположения ближайщей к горцу стержня части расклинивающего вкладыша устанавлена дополнительно введенная втулка с конической внутренней поверхностью, а в металлическом наконечнике установлен дополнительно введенный нажимной элемент, взаимодействующий с торцом втулки.
2.Способ изготовления электроизоляционной тяги для высоковольтных аппаратов, заключающийся во введении изоляционного волокна внутрь металлического наконечника с последующими введением внутрь торцовой части волокна расклинивающего вкладыша, пропиткой волокна связующим и его отверждением, о тл и ч а ю щ и и с я тем, что., с целью повышения надежности тяги, введение расклинивающего вкладыша . в наконечник осуществляют так, чтобм из наконечника выступал конем волокнд, который бандажируют, затем на поверхность волокна, между наконечником И вкладыщем, устанавливают нажимной элемент, .воздействуя на оторый, перемещдют втулку и након чник во встречных направлениях до обжатия волокна, находжДегося между поверхностями наконечника, расклинивающего- вкладыша и втулки.
Фш/
Фиё.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроизоляционная тяга для высоковольтных аппаратов и способ изготовления электроизоляционной тяги для высоковольтных аппаратов | 1989 |
|
SU1714709A1 |
| Электроизоляционная тяга для высоковольтных аппаратов и способ ее изготовления | 1989 |
|
SU1712967A1 |
| Способ соединения стеклопластикового стержня с металлическим наконечником | 1981 |
|
SU980171A1 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| ЭЛЕКТРОИЗОЛЯЦИОННАЯ ТЯГА | 2008 |
|
RU2366024C1 |
| Изоляционная тяга высоковольтного выключателя | 1982 |
|
SU1174995A1 |
| ЭЛЕКТРИЧЕСКИЙ ГЕРМОВВОД | 1996 |
|
RU2121180C1 |
| Быстродействующий высоковольтный коммутационный аппарат | 1989 |
|
SU1723597A1 |
| ОГРАНИЧИТЕЛЬ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2256972C1 |
| ВЫСОКОВОЛЬТНЫЙ НАКОНЕЧНИК ДЛЯ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2100886C1 |
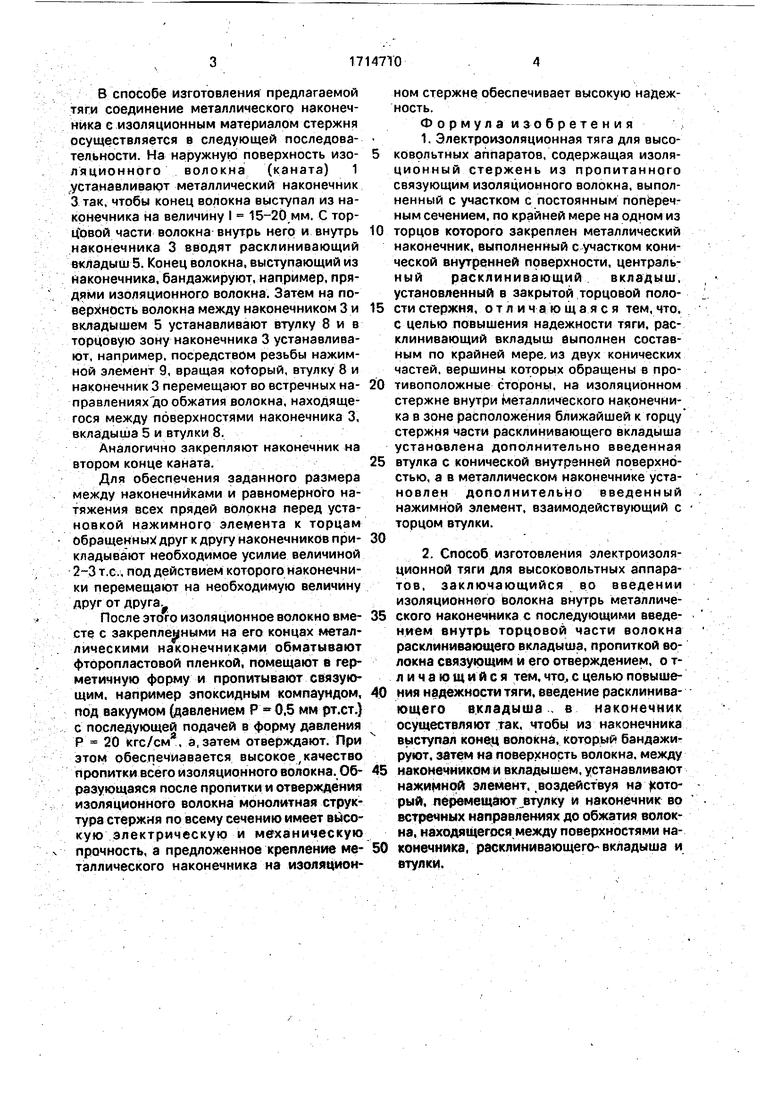
Изобретние относится к электротехнике. Цель изобретения - повышение надежности. В торцовой полости изоляционного стержня, выполненного из пропитанного связующим изоляционного волокна, уста*- новлен составной расклинивающий вкладыш из двух конических частей, вершины которых обращены в противоположные стороны. Волокно вводят/в наконечник и устанавливают между наконечником и волокном коническую-втулку, на которую воздействуют нажимным элементом. 2 с.п. ф-лы. 2 ил.•^ffe: Изобретение относится к электротехнике, в частности к высоковольтным, например злегазовым, выключателям, и может найти применение при изготовлении электроизоляционных тЯг, выполненных из полимерного Материала, например терлона, пропитанного эпоксидным компаундом, и с закрепленными на его концах металлическими наконечниками.Цель Изобретения - повышение надежности тяги. ^• На фиг. 1 представлена предлагаемая тяга, общий вид; на фиг. 2 -узел соединения изоляционного стержня тяги с металлическим наконечником, разрез.Тяга содержит изоляционный стержбнь 1 из волокнистого изоляционного материала, пропитанного связующим, и имеет участок 2 с постоянным сечением. В торцовых зонах стержня 1 закреплены два металлических наконечника 3, внутренняя поверхность 4 каждого из которых имеет конусную форму, а внутри стержня 1 установлен центральный расклинивающий вкладыш 5, выполненный из двух конических частей 6 и 7. вершины которых обращены в противопо- .яожные стороны. Внутри металлического наконечника 3 на стержне 1 в зоне расположений одной из частей 7 вкладыша 5 размещена дополнительная втулка 8, внутренняя поверхность которой выполнена конической, а металлический наконечник снабжен нажимным элементом 9, взаимодействующим с торцом втулки 8.В этой конструкции тяги изоляционный материал стержня посредством нажимного элемента надежно обжимается со всех сторон между коническими поверхностями наконечника, вкладыша и втулки.!:!>&. VIО>&
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ СТЕРЖНЕЙ С МЕТАЛЛИЧЕСКИМИ ЗАКОНЦОВКАМИ | 0 |
|
SU350663A1 |
| Солесос | 1922 |
|
SU29A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
