Изобретение относится к электротехнике, в частности к вь1срковольтным, например элегазовым, выключат елям, и может найти применение при изготовлении элект роизрляционных тяг, выполненных из пол икчерного материала, например терлона, пропитанного эпоксидным компаундом,. Я с закрепленными на его концах металличег скими наконечниками.
Цель изобретения - повышение надежности тяги.
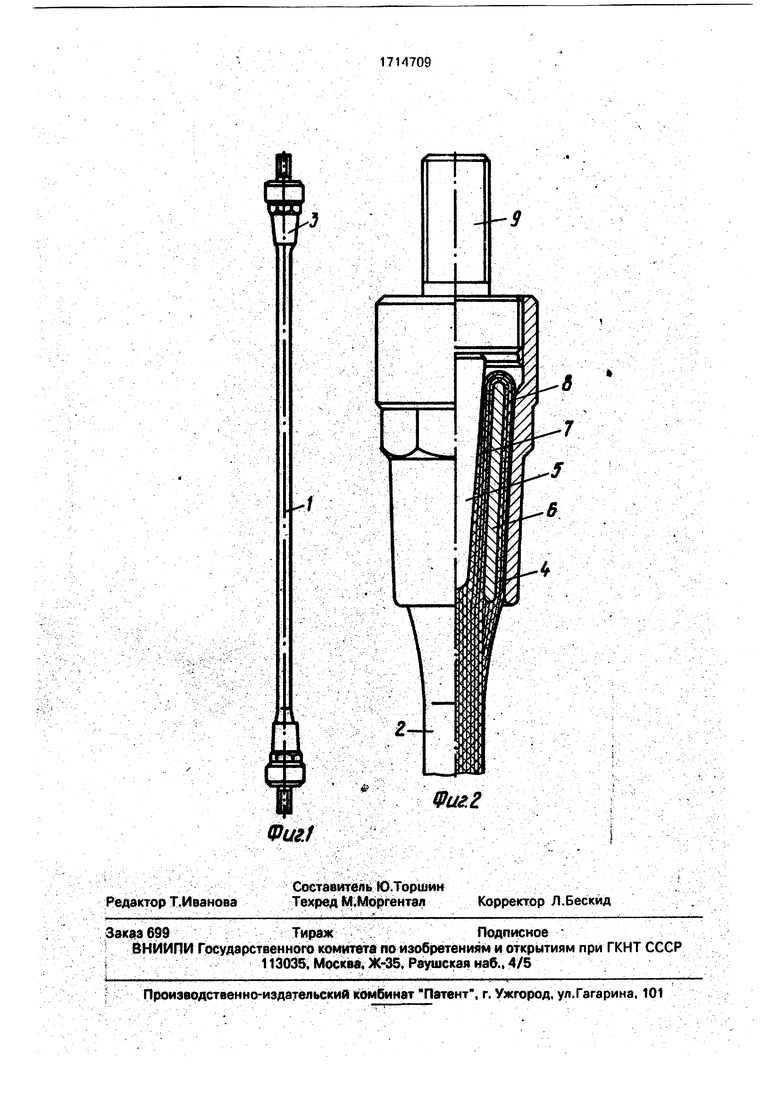
На фиг, 1 представлена п|юдлагаемая тяга, общий вид; на фиг, 2 - узел соединенмй изоляционногЪ стержня тяги с мгеталлическим наконечником, разрез.
Тяга содержит стержень 1 из изоляционного волокна, пропитанного и имеет участок 2 с постоянным сечением 6 торцовых зонах стержня 1 закреплены два металлическ1Ю( наконечника 3, BHytpeHMfm поверхность 4 каждого из которых имеет коническую форму, а внутри стержня t установлен центральный расклинивающий ко
нический вкладыш 5. Втулка 6, внутренняя и наружная поверхности которой выполнены конической формы, установлена между вкладышем.5 и наконечником 3 и отделена от каждого из них и с торцовых сторон изоляционным материалом стержня.
Таким образом, общая площадь поперечного сечения.участков 7 и 8 изоляционного стержня на участке его длины, прилегающем к втулке 6, равна удвоенной площади участка 2.этого стержня с постоянным сечением.
Металлический наконечник 3 снабжен нажимным элементом 9, который упирается В торцовую поверхность конического вкладыша 5.
В этой конструкции тяги изоляционный материал стержня посредством нажимного элемента 9 надежно обжимается между коническими поверхностями вкладыша 5, втулки 6.И наконечника 3,
В способе изготовления предлагаемой тяги соединение металлического наконечника 3 с изоляционным материалом стержня выполняется в следующей последовательности.
На наружную поверхность изоляционного волокна (каната), устанавливают наконечник 3 так, чтобы конец волокна выступал из наконечника на величину, равную двум длинам наконечника. Выступающий из наконечника конец волокна вводят в коничес ую втулку 6. Затем пряди волокна загибают в противополс|жном.направлении, равномерно распределяют их по наружной поверхности втулки 6 и бандажируют их у второго торца втулки. Внутрь волокна стержня вводят центральный расклинивающий конический вкладыш 5. После этого втулку 6 вместе с вкладышем 5 вводят в наконечник 3. в торцовой зоне которого устанавливают нажимной элемент 9. Затей, воздействуя на нажимной элемент 9, перемещают вкладыш 5 до обжатия волокна между вкладышем 5, втулкой 6 и наконечником а. Аналогичным образом производится закрепление наконечника на втором конце волокна. После этого волокно вместе с закрепленными на его концах металлическими наконечниками обматывают фторопластовой пленкой, помещают в герметичную форму и пропитывают связующим, например эпоксидным Компаундом под вакуумом (Р 0.5 мм рт.ст.) с последующей подачей в фррму давления Р « 20 кгс/см. а затем утверждают.
Такая конструкция тяги и способ ее изготовления позволяют обеспечить высокое качество пропитки всего изоляционного материала, в том числе и в месте соединения его с металлическим наконечником, а последующее отверждение пропитанного волокна обеспечить монолитную структуру стержня с высокими электротехническими и механическими характеристиками.
Формула изобретения 1. Электрюизоляционная тяга для высоковольтных аппаратов, содержащая изоляционный стержень из пропитанногосвязующим изоляционного волокна, выполненный с участком постоянного поперечно го сечения, металлический нагконечник с внутренней конической поверхностью, закрепленный по крайней мере на одном из торцов стержня, центральный расклинивающий конический вкладыш, установленный в торцовой полости стержня и обращенный вершиной к дну полости стержня, о т л и ч аю щ а я с я тем, что, с целью повышения
надежности, в теле изоляционного стержня в зоне между боковой поверхностью центрального вкладыша и внутренней боковой поверхностью наконечника установлен дополнительный металлический вкладыш, выполненный в виде втулки, внутренняя и наружная боковые поверхности которой выполнены коническими с конусностью, соответствующей конусности внутренней поверхности наконечника, причем общая
площадь поперечногосечениячасти стержня на участке его длины, прилегающем к втулке, выбрана равной удвоенной площади поперечного сечения его стержня, на участке с постоянным сечением, а в полости металлического наконечника установлен дополнительно введенный нажимной элемент, который взаимодействует с основанием центрального расклинивающего вкладыша.
2. Способ изготовления электроизоляционной тяги для высоковольтных аппаратов, заключающийся во введении изоляционного волокна внутрь металлического наконечника с последующими введением внутрь торцовой части волокна центрального расклинивающего конического вкладыша, пропиткой волокна связующим и его отверждением, отличающийся тем. что, с целью повышения надежности тяги, перед .введением расклинивающего вкладыша внутрь волокна выступающий из наконечника конец волокна вводят в коническую втулку так. чтобы из втулки над поверхностью одного ее .тоцра
выступал конец волокна, затем пряди волокна загибают вокруг этого торца втулки в направлении ее второго торца, равномерно распределяют волокно, по наружной поверхности втулки, у второго торца которой бандажируют концы прядей, после.чего перемещают волокно с втулкой и вкладышем внутрь наконечника, в торцовой зоне которого устанавливают нажимной элемент, воздействуя на который, перемещают
расклинивающий вкладыш дообжатия волокна, помещенного между поверхностями наконечнике, втулки и вкладыша.

| название | год | авторы | номер документа |
|---|---|---|---|
| Электроизоляционная тяга для высоковольтных аппаратов и способ изготовления электроизоляционной тяги для высоковольтных аппаратов | 1989 |
|
SU1714710A1 |
| Электроизоляционная тяга для высоковольтных аппаратов и способ ее изготовления | 1989 |
|
SU1712967A1 |
| Способ соединения стеклопластикового стержня с металлическим наконечником | 1981 |
|
SU980171A1 |
| Изоляционная тяга высоковольтного выключателя | 1982 |
|
SU1174995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СОЕДИНИТЕЛЬНОЙ ТЯГИ И СОЕДИНИТЕЛЬНАЯ ТЯГА, ИЗГОТАВЛИВАЕМАЯ ТАКИМ СПОСОБОМ | 2010 |
|
RU2541032C2 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| СПОСОБ КРЕПЛЕНИЯ КОНЦА КАНАТА | 1992 |
|
RU2029164C1 |
| Устройство для безвинтового крепления электрических проводов | 1971 |
|
SU463180A1 |
| Узел соединения коаксиальных кабелей | 1986 |
|
SU1495890A1 |
| Кабельный ввод | 1980 |
|
SU928425A1 |
Изобретение относится к электротехнике. Цель изoбpisтeния - повышение надежности тяги. Конец изоляционного волокна закрепляют внутри металлического наконечника с конической внутренней поверхностью с помощью центрального расклинивающего вкладыша, втулки с коническими боковыми поверхностями и нажимного элемента, взаимодействующего с торцом расклинивающего вкладыша. 2 с.п. ф-лы, 2 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ СТЕРЖНЕЙ С МЕТАЛЛИЧЕСКИМИ ЗАКОНЦОВКАМИ | 0 |
|
SU350663A1 |
| Солесос | 1922 |
|
SU29A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
