Изобретение относится к металлообработке.
Цель изобретения - повышение производительности путем поддержания постоянства интенсивности износа инструмента на уровне, соответствующем его экономической стойкости.
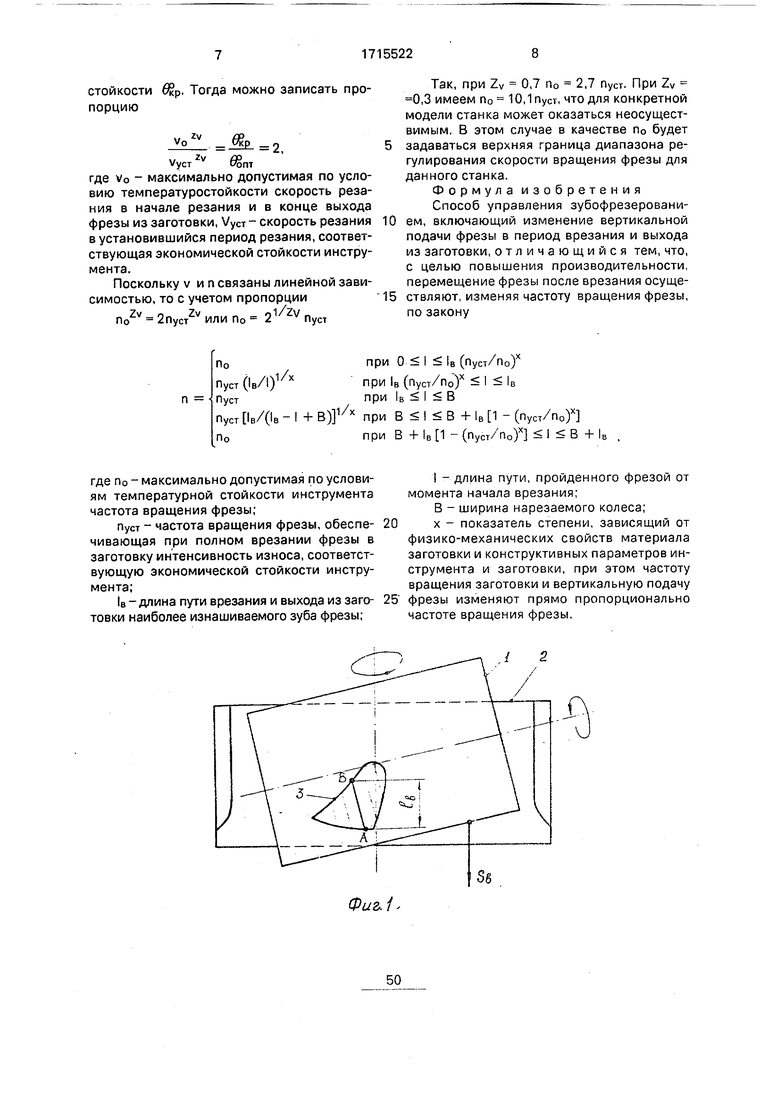
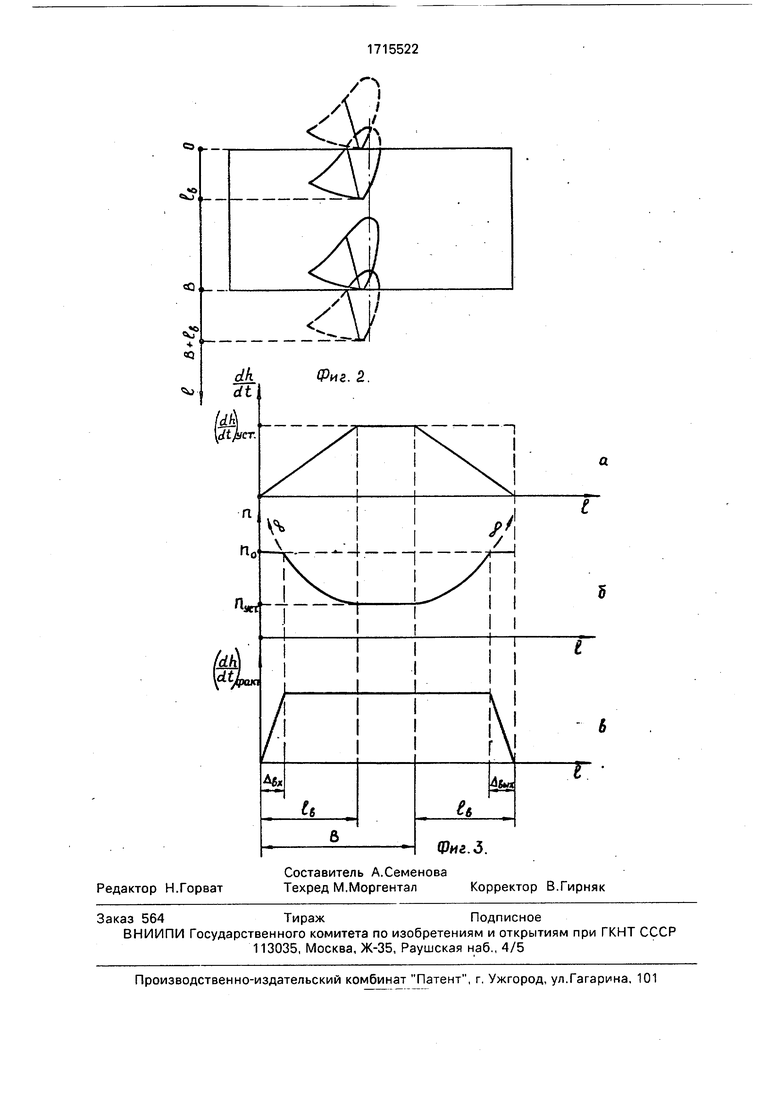
На фиг.1 приведено изображение зоны резания при фрезеровании с вертикальной подачей и расположение в этой зоне наиболее изнашиваемого зуба; на фиг.2 - положения зоны резания, соответствующие различным периодам резания; на фиг.З - графики изменения интенсивности износа и частоты вращения фрезы в зависимости от пути перемещения фрезы относительно заготовки.
Взаимодействие фрезы 1 с заготовкой 2 происходит в пределах зоны резания 3, образуемой совокупностью срезов, выполняемых зубьями фрезы, участвующими в резании. Интенсивность износа зубьев фрезы, участвующих в резании, существенно неодинакова. При этом существует зуб с наибольшей интенсивностью износа, лимитирующий стойкость всего инструмента. Поэтому назначение периода экономической стойкости производится по наиболее изнашиваемому зубу (НИЗ). Положение НИЗ в зоне резания близко к положению зуба, первым вступающего в процесс резания (точка А на фиг. 1). Каждый зуб, участвующий в резании, в том числе и НИЗ, имеет собственные длины пути врезания и выхода из заготовки, равные между собой. Длина
сл ел ю го
пути врезания и выхода НИЗ из заготовки соответствует длине АВ среза (фиг.1), выполняемого этим зубом при его полном врезании в заготовку. Расчет в.
Заданная экономическая стойкость предполагает некоторую оптимальную интенсивность
CTJF) износа
НИЗ, которая
имеет место в условиях его полного врезания в заготовку. В периоды врезания и выхода фрезы из заготовки интенсивность
- износа НИЗ изменяется соответственно dt
ОТ О ДО ()уст И ОТ (-)уст ДО 0.
В указанные периоды -
изменяется
соответственно прямо и обратно пропорционально пути, пройденному фрезой относительно заготовки. Обозначив через I текущую величину перемещения НИЗ относительно заготовки от момента начала врезания, в соответствии с фиг.2 получим следующую зависимость, изображенную графически на фиг.З(а).
при О l IB
dlh dt
rdh
rdh (gfjycr
при B B (1) (1 - ) при В I В + le
- В
Как видно из графика фиг.3(а), во время врезания и выхода фрезы из заготовки НИЗ оказывается недогруженным по износу, что, увеличивая стойкость инструмента по сравнению с экономической стойкостью ТЭк, уменьшает производительность обработки по сравнению с оптимальной. В данном способе поддержание интенсивности износа НИЗ на уровне (т)уст достигается увеличением частоты вращения фрезы в период врезания и выхода НИЗ из заготовки.
Связь интенсивности износа НИЗ с частотой п вращения фрезы описывается степенной зависимостью вида
тг н dt
где Н - коэффициент, зависящий от текущих значений длины и толщины среза и постоянных параметров обработки; X - показатель степени, зависящий от физико- механических свойств материала заготовки. При отсутствии адаптивного управления, когда частота вращения фрезы остается неизменной в течение всего времени обработки, текущее значение интенсивности износа НИЗ определяется уравнением
dh L, . х
- -Н Пуст,
(3)
0
где пуст - частота вращения фрезы, обеспечивающая при полном врезании фрезы в заготовку оптимальную интенсивность износа ()уст.
Закон изменения частоты п, обеспечивающий поддержание (-т-)уст. можно определить на основании (2), учитывая, что, согласно (3) при отсутствии адаптивного управления, - соответствует пуст. Тогда
rdh
)ycT(
dh
dt
Пуст
n n
уст
Ф
dh dt
1/x
(4)
dh
Подставляя выражение - из(1)в(4),
получаем искомый закон изменения n в зависимости от пути перемещения фрезы относительно заготовки (фиг.З, б).
0
5
0
5
n /-Ц1/Х
Пуст (-j-J
Пуст
О/
при 0 I IB при 1В I В
Пуст (-.гТпО Х ПРИ В I В + 1В
IB I т В
(5)
Изменение частоты n согласно (5) свыше Пуст имеет некоторый физический предел По, определяемый либо верхней границей диапазона скоростей станка, либо температурной стойкостью материала инструмента. При этом на начальном участке Дех пути врезания и конечном участке Двых пути выхода фрезы из заготовки будет сохраняться постоянное значение частоты По (фиг.З, б). Длину участка Дех можно определить на основе (5), учитывая, что в конце этого участка n n0, a I Дех Тогда
/ I 1//х
По Пуст Ш ,(6)
55
A(nVCT
откуда Дех М-
50ЛVПо
Аналогично определяется длина участка Двых с учетом того, что в начале этого участка n n0, a I В + в - Двых .
Тогда
| 1/Х
По Пуст
Пуст
IB - В - 1В + Двых + В
1/Х
Двых/
/ X
откуда Дех п° /
Поскольку на участках Дзх и Авых частота п0 остается меньше частоты, необходимой для поддержания интенсивности
износа на постоянном уровне (г)уст , на
этих участках - будет переменной. График фактического изменения интенсивно
сти износа (-)факт в зависимости от пути перемещения фрезы приведен на фиг.З(в).
Как видно из формул (6) и (7), (-)факт буоat
дет тем более приближаться к идеальному случаю - (-т-)уст, чем больше соотношение По/Пуст. С учетом показанных физиче- 10 ских ограничений на изменение частоты вращения шпинделя на основании (5)-(7) получим
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| Способ фрезерования | 1990 |
|
SU1763103A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2006 |
|
RU2312750C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2169060C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
Изобретение м.б. использовано для чернового нарезания цилиндрических зубчатых колес на зубофрезерных станках с числовым программным управлением. Изменяют частоту вращения фрезы в период врезания и выхода ее из заготовки на основе зависимости, обеспечивающей постоянство интенсивности износа фрезы на заданном уровне, соответствующем расчетной экономической стойкости. Одновременно изменяют частоту вращения заготовки и вертикальной подачи фрезы пропорционально частоте вращения фрезы. 3 ил. Ё
ПоПри 0 I IB (Пуст/По)Х
Пуст (ld/l)1/XПри IB (Пуст/По) I IB
ПустПРИ 1В I В
Пуст 1в/(в - I + В)1/ХПри В I В + I 1 - (Пуст/По)
ПоПри В + IB 1 - (пуст/По)Х I В + IB
Для того, чтобы сохранить неизменными конструктивные и точностные параметры нарезаемого колеса при изменении п по предлагаемому закону, необходимо одновременно осуществлять пропорциональное изменение частоты п3аг вращения заготовки и величины SMB вертикальной минутной подачи фрезы
Ґ)
SMB S8 Пзаг К2 П,
где Zio - число заходов на фрезе;
Zi - число зубьев нарезаемого колеса;
Т - шаг винтовой поверхности зуба нарезаемого колеса;
SB - величина вертикальной подачи фрезы на оборот заготовки.
Показатель степени х, входящий в закон изменения частоты вращения фрезы в формуле изобретения и в уравнении (2-8), равен
J
mi
где mi - определяемый по справочнику показатель относительной стойкости, учитывающий взаимную связь скорости резания и стойкости в известной формуле Cv
X
V
SB Yv mxv
где Т - стойкость, SB - подача, m - модель фрезы (колеса). Диапазон изменения mi 0,25-0,5, х 2-4.
Значения Cv, показатели степени mi, yv, xv и значение стойкости Т в формуле v
(8)
15
20
25
30
35
40
45
50
определяются по справочным данным.
Частота вращения фрезы в установившийся период резания в соответствии с известной формулой связи скорости резания, частоты вращения и радиуса фрезы
1000 у Пуст где Ra0 радиус фрезы.
Подставляя найденное по формуле значение v в формулу, определяют значение Пуст, входящее в аналитическое выражение закона изменения частоты вращения фрезы в составе формулы изобретения.
.-Значение по частоты вращения фрезы на входе и выходе из заготовки ограничено температуростойкостью материала инструмента и определяется из следующих сообг ражений.
Связь-температуры резания со скоростью резания имеет вид степенной зависимости
6Р Ci vzv
в которой показатель степени Zv, определяемый по справочнику, изменяется в пределах Zv 0,26-0,72.
Температуростойкость быстрорежущих сталей, из которых изготовляется большинство червячных фрез, составляет $кр 620- 640°С.
С другой стороны, оптимальная температура резания, соответствующая экономической стойкости инструмента из быстрорежущей стали, составляет в%т 320°С, что примерно в два раза ниже его температурестойкости бкр. Тогда можно записать пропорцию
V0
ZV
zv
- 9
« Л 1
Vycii/опт
где v0 - максимально допустимая по условию температуростойкости скорость резания в начале резания и в конце выхода фрезы из заготовки, Ууст - скорость резания в установившийся период резания, соответствующая экономической стойкости инструмента.
Поскольку v и п связаны линейной зависимостью, то с учетом пропорции
n0Zv 2nyCTZv или По 21/Zv пуст
По
пуст (1в/1)1/х
Пуст
ПустРв/Ов-1 +В) По
при 0 I 1В (ПУСТ/ПО)Х при в (пусТ/По)Х I S 1В
при 1В I В
1/х при В I В + 1В 1 - (пуст/п0)х
при В + 1В 1 - (пуст/П0)Х I В + 1Е
где По - максимально допустимая по условиям температурной стойкости инструмента частота вращения фрезы;
пуст - частота вращения фрезы, обеспе- чивающая при полном врезании фрезы в заготовку интенсивность износа, соответствующую экономической стойкости инструмента;
1В -длина пути врезания и выхода из заго- товки наиболее изнашиваемого зуба фрезы;
Фи&1Так, при Zv 0,7 По 2,7 пуст. При Zv 0,3 имеем п0 10,1 пуст, что для конкретной модели станка может оказаться неосуществимым. В этом случае в качестве п0 будет задаваться верхняя граница диапазона регулирования скорости вращения фрезы для данного станка.
Формула изобретения Способ управления зубофрезеровани- ем, включающий изменение вертикальной подачи фрезы в период врезания и выхода из заготовки, отличающийся тем, что, с целью повышения производительности, перемещение фрезы после врезания осуществляют, изменяя частоту вращения фрезы, по закону
- длина пути, пройденного фрезой от момента начала врезания;
В - ширина нарезаемого колеса;
х - показатель степени, зависящий от физико-механических свойств материала заготовки и конструктивных параметров инструмента и заготовки, при этом частоту вращения заготовки и вертикальную подачу фрезы изменяют прямо пропорционально частоте вращения фрезы.
/
| Ничков А.Г | |||
| Методика определения границ зоны резания и размеров слоев, срезаемых зубьями червячных фрез при нарезании зубчатых колес | |||
| - В кн.: Теория машин металлургического и горного оборудования | |||
| Свердловск, Межвузовский сб | |||
| Вып.З | |||
| УПИ, 1979, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
| Калашников С.Н., Калашников А.С | |||
| Изготовление зубчатых колес | |||
| М.: Высшая школа, 1980, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
