Изобретение относится к тарному производству, в частности к способам изготов- ления цилиндрической тары типа картонных навивных барабанов.,,
Известен способ изготовления цилиндрической тары, содержащий прямую или спиральную навивку обечайки, нанесение на концы обечайки заготовки и крепление дна и крышки. Крышка может крепиться к обечайке путем обжима лепестков (лепестковая, крышка) или с помощью стяжного .обруча.: . .
Недостатком данного способа является многообразие номенклатуры применения конструктивных элементов (деревянные1 дно и крышка, металлические стяжные обручи, обода и запорное устройство, состоящее из нескольких деталей), а следовательно, и наличие дополнительных операций, связанных с их изготовлением.
Наиболее близким к предлагаемому является способ, содержащий прямую или спиральную навивку обечайки с последующим присоединением металлических обручей, имеющих внутреннюю и наружную реборды, и нанесение на внутреннюю реборду обруча замкнутого ряда пуклевок формообразующими элементами в виде специальных роликов.
Недостатком данного способа является низкая производительность, вызванная длительным процессом обкатки специальными роликами.
Цель изобретения - повышение производительности и качества.
Указанная цель достигается тем, что обечайка с обручами доньев соединяется двумя замкнутыми рядами пуклевок, нанесенными на внутреннюю и внешнюю реборды, причем ряды пуклевок сдвинуты один
сл
ON
СЛ Сл)
относительно другого, а пуклевки наносят одновременно по всей окружности обруча путём радиального перемещения формообразующих элементов. Соединение обечайки с обручами осуществляют двумя замкнутыми рядами пуклевок, нанесенными на внутреннюю и внешнюю реборды доньев в сторону обечайки, сдвинутых друг относительно друга по выосте. Наружный ряд которых проходит по кромке реборды.
Кроме того, указанная цель достигается тем, что, по крайней мере, в одном ряду одновременно с пуклевкой производят просечку реборды в диаметральной плоскости тары, ограничивающей ряд пуклевок со сто- ррны торца обечайки. Ряды пуклевок находятся на одном уровне по высоте обечайки, причем пуклевка наружного ряда сдвинута по отношению к пуклевке внутреннего ряда на 1/2 шага расположения пуклевок в ряду. В/плоскости расположения рядов пуклевок ребордам придают форму кривой, близкой к синусоиде.
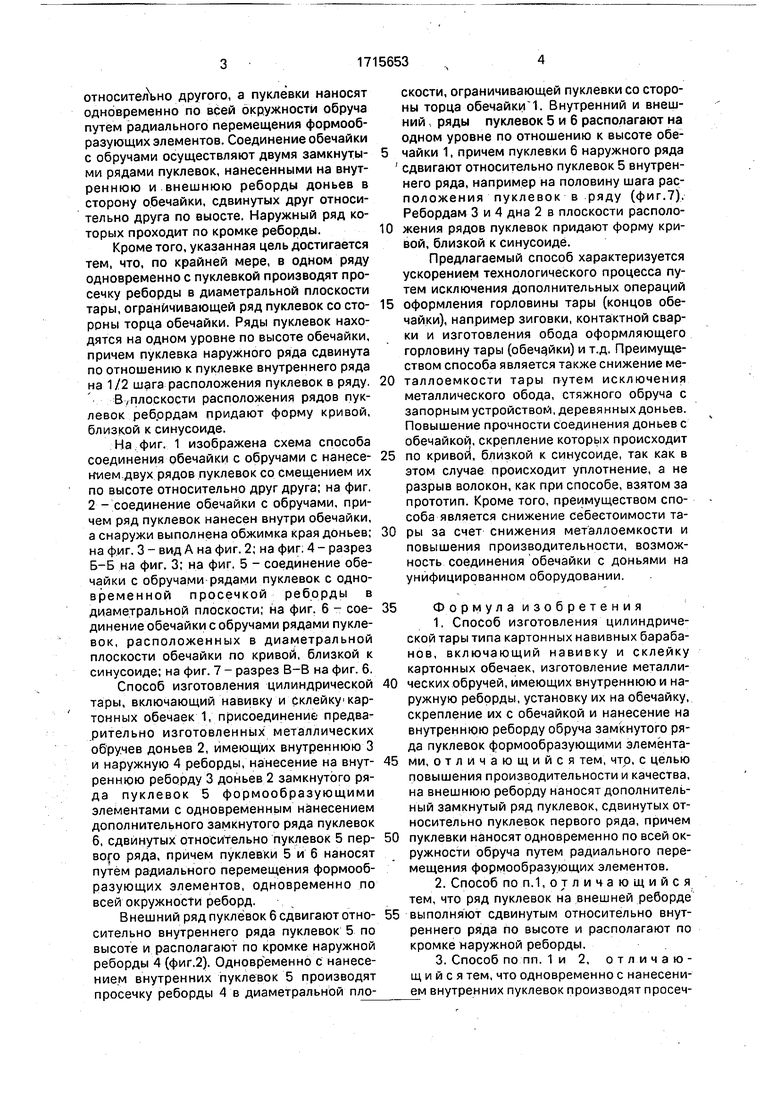
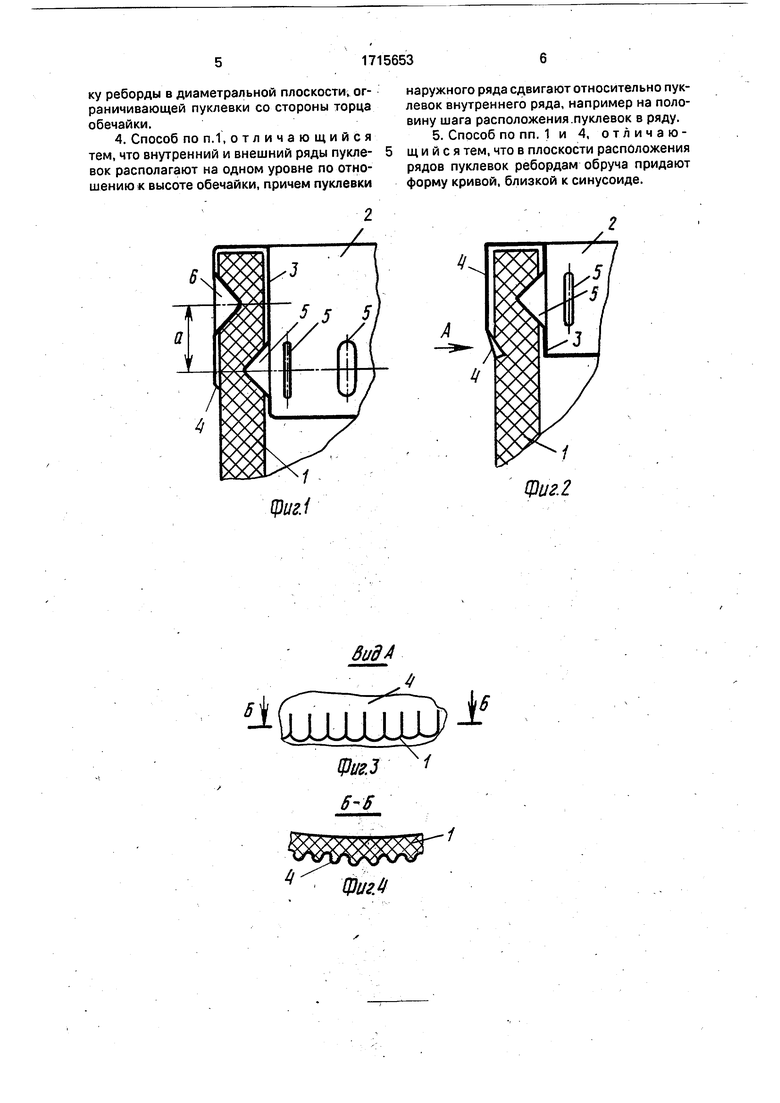
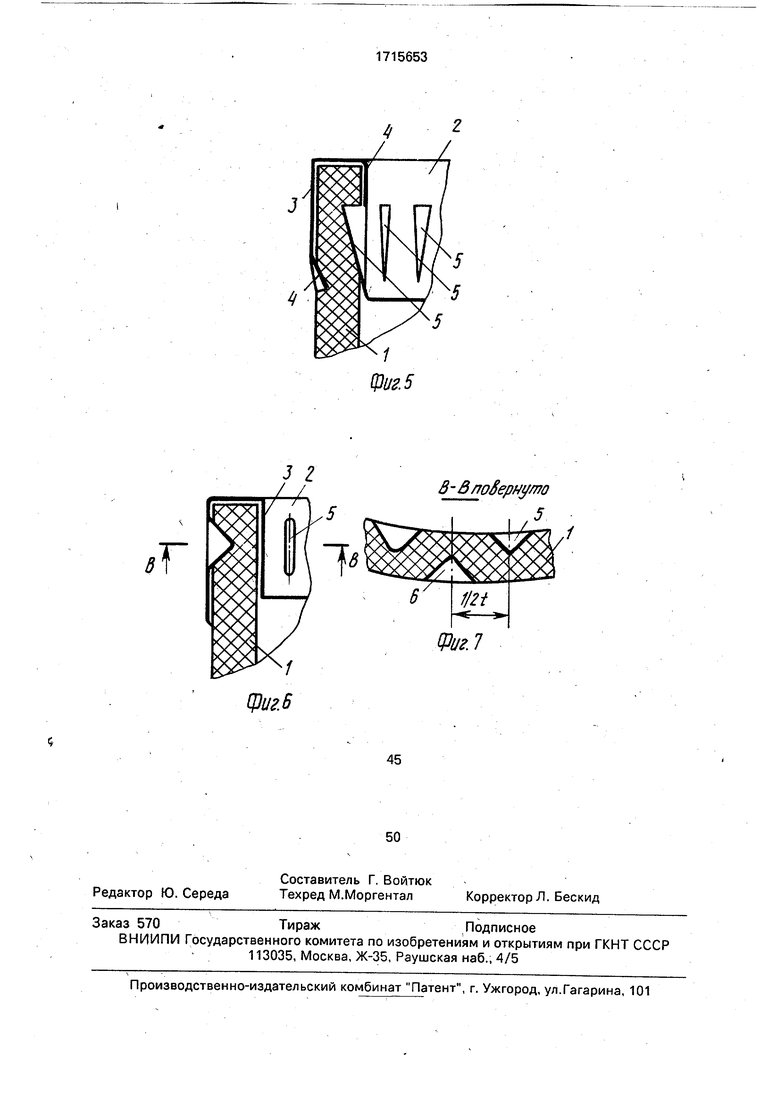
На фиг. 1 изображена схема способа соединения обечайки с обручами с нанесе- ьгием.двух рядов пуклевок со смещением их по высоте относительно друг друга; на фиг. 2 - соединение обечайки с обручами, причем ряд пуклевок нанесен внутри обечайки, а снаружи выполнена обжимка края доньев; на ф.иг. 3 - вид А на фиг. 2; на фиг; 4 - разрез Б-Б на фиг. 3; на фиг. 5 - соединение обечайки с обручами рядами пуклевок с одновременной просечкой реборды в диаметральной плоскости; на фиг. 6 - соединение обечайки с обручами рядами пуклевок, расположенных в диаметральной плоскости обечайки по кривой, близкой к синусоиде; на фиг. 7 - разрез В-В на фиг. 6.
Способ изготовления цилиндрической тары, включающий навивку и Склейку картонных обечаек 1, присоединение предварительно изготовленных металлических Обручев доньев 2, имеющих внутреннюю 3 и наружную 4 реборды, нанесение на внутреннюю реборду 3 доньев 2 замкнутого ряда пуклевок 5 формообразующими элементами с одновременным нанесением дополнительного замкнутого ряда пуклевок 6, сдвинутых относительно пуклевок 5 первого ряда, причем пуклевки 5 и 6 наносят путём радиального перемещения формообразующих элементов, одновременно по всей окружности реборд.
Внешний ряд пуклевок 6 сдвигают относительно внутреннего ряда пуклевок 5 по высоте и располагают по кромке наружной реборды 4 (фиг.2). Одновременно с нанесением внутренних пуклевок 5 производят просечку реборды 4 в диаметральной плоскости, ограничивающей пуклевки со стороны торца обечайки 1. Внутренний и внешний , ряды пуклевок 5 и 6 располагают на одном уровне по отношению к высоте обечайки 1, причем пуклевки 6 наружного ряда сдвигают относительно пуклевок 5 внутреннего ряда, например на половину шага расположения пуклевок в ряду (фиг.7). Ребордам 3 и 4 дна 2 в плоскости расположения рядов пуклевок придают форму кривой, близкой к синусоиде.
Предлагаемый способ характеризуется ускорением технологического процесса путем исключения дополнительных операций
оформления горловины тары (концов обечайки), например зиговки, контактной сварки и изготовления обода оформляющего горловину тары (обеча,йки) и т.д. Преимуществом способа является также снижение металлоемкости тары путем исключения металлического обода, стяжного обруча с запорным устройством, деревянных доньев. Повышение прочности соединения доньев с обечайкой, скрепление которых происходит
по кривой, близкой к синусоиде, так как в этом случае происходит уплотнение, а не разрыв волокон, как при способе, взятом за прототип. Кроме того, преимуществом способа является снижение себестоимости тары за счет снижения металлоемкости и повышения производительности, возможность соединения обечайки с доньями на унифицированном оборудовании.
Формула изобретения
1.Способ изготовления цилиндрической тары типа картонных навивных барабанов, включающий навивку и склейку картонных обечаек, изготовление металлических обручей, имеющих внутреннюю и наружную реборды, установку их на обечайку, скрепление их с обечайкой и нанесение на внутреннюю реборду обруча замкнутого ряда пуклевок формообразующими элемёнтами, отличающийся тем, что, с целью повышения производительности и качества, на внешнюю реборду наносят дополнительный замкнутый ряд пуклевок, сдвинутых относительно пуклевок первого ряда, причем
пуклевки наносят одновременно по всей окружности обруча путем радиального перемещения формообразующих элементов.
2.Способ по.п.1, отличающийся тем, что ряд пуклевок на внешней реборде
выполняют сдвинутым относительно внутреннего ряда по высоте и располагают по кромке наружной реборды.
3.Способ по пп. 1 и 2, от ли чающийся тем, что одновременно с нанесени- ем внутренних пуклевок производят просечку реборды в диаметральной плоскости, ограничивающей пуклевки со стороны торца обечайки.
4. Способ по п.1,отличающийся тем, что внутренний и внешний ряды пукле- вок располагают на одном уровне по отношению к высоте обечайки, причем пуклевки
наружного ряда сдвигают относительно пук- левок внутреннего ряда, например на половину шага расположения.пуклевок в ряду. 5. Способ по пп. 1 и 4, отличающийся тем, что в плоскости расположения рядов пуклевок ребордам обруча придают форму кривой, близкой к синусоиде.
| название | год | авторы | номер документа |
|---|---|---|---|
| Картонный навивной барабан | 1989 |
|
SU1684172A1 |
| Картонный навивной барабан | 1989 |
|
SU1689224A1 |
| Клееная бочка | 1950 |
|
SU89173A1 |
| Способ изготовления цилиндрической тары | 1988 |
|
SU1553405A1 |
| Картонный барабан и способ его изготовления | 1989 |
|
SU1761612A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА БОЛЬШОЙ МОЩНОСТИ КАНАЛЬНОГО | 2003 |
|
RU2262754C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА СБОРКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ | 2010 |
|
RU2461086C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КАРТОННЫХ НАВИВНЫХ БАРАБАНОВ | 1998 |
|
RU2175605C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087286C1 |
| Способ изготовления цилиндрической тары и устройство для его осуществления | 1988 |
|
SU1654137A1 |
Изобретение относится к тарному производству. Цель изобретения -повышение производительности и качества. При изготовлении цилиндрической тары обечайку с доньями скрепляют посредством пуклевок, нанесенных на внутренней и внешней ребордах Обручев со смещением рядов пуклевок друг относительно друга по высоте. По второму варианту наружный ряд пуклевок проходит по кромке внешней реборды, по- третьему варианту -. в одном ряду одновременно с пуклевкой производят просечку реборды в диаметральной плоскости тары, ограничивающей ряды пуклевок со стороны, торца обечайки, по четвертому - ряды пуклевок находятся на одном уровне по высоте обечайки, а наружный ряд пуклевок сдвинут по отношению к внутреннему ряду на половину шага расположения пуклевок в ряду. Во всех вариантах способа ряды пуклевок, соединяющих обечайку с доньями, проходят по кромке реборды доньев, образуя в диаметральной плоскости кривую, близкую к синусоиде. 4 з.п. ф-лы, 7 ил. 6
биЗЛ Сиищ)-4ФмЗ i
6-6
В
Г
8-8 лоДерну/по 5
| Барабаны картонные навивные | |||
| Технические условия, тип НИ | |||
| Манометр | 1929 |
|
SU17065A1 |
| Патент США № 4708283,N кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
