Изобретение относится к таропроиз- водящему оборудованию и может быть использовано в линиях для производства картонно-навивной тары
Целью изобретения является повышение герметичности тары и упрощение процесса ее изготовления
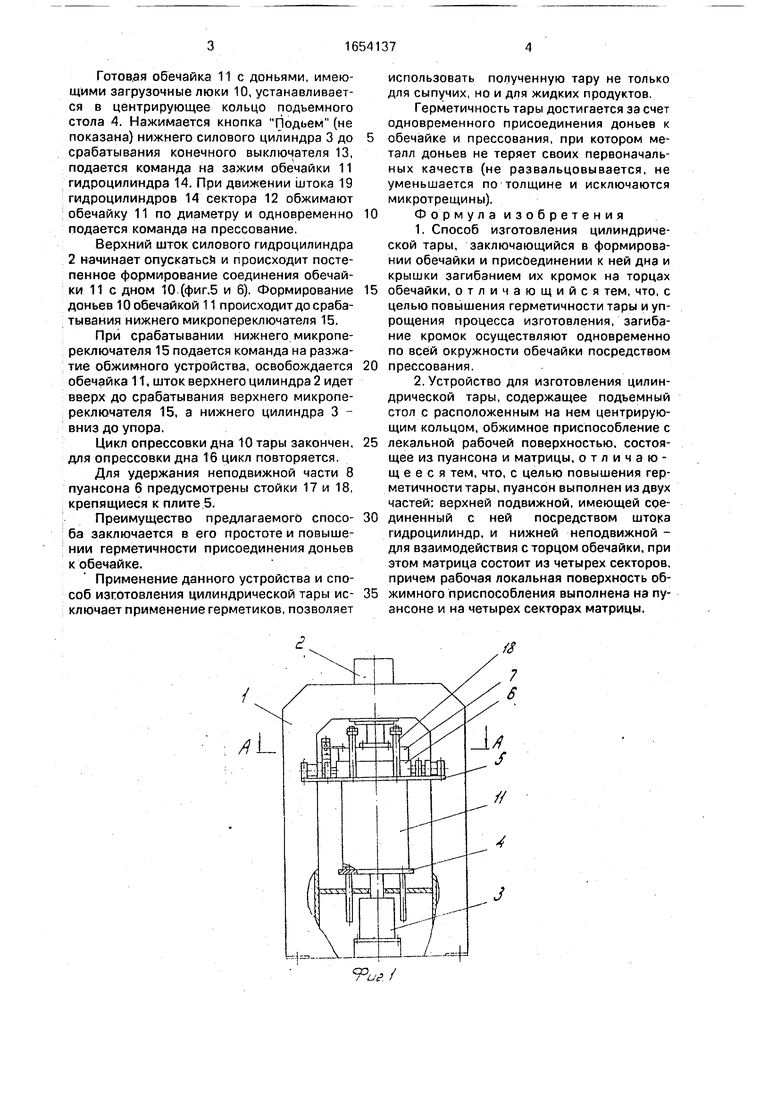
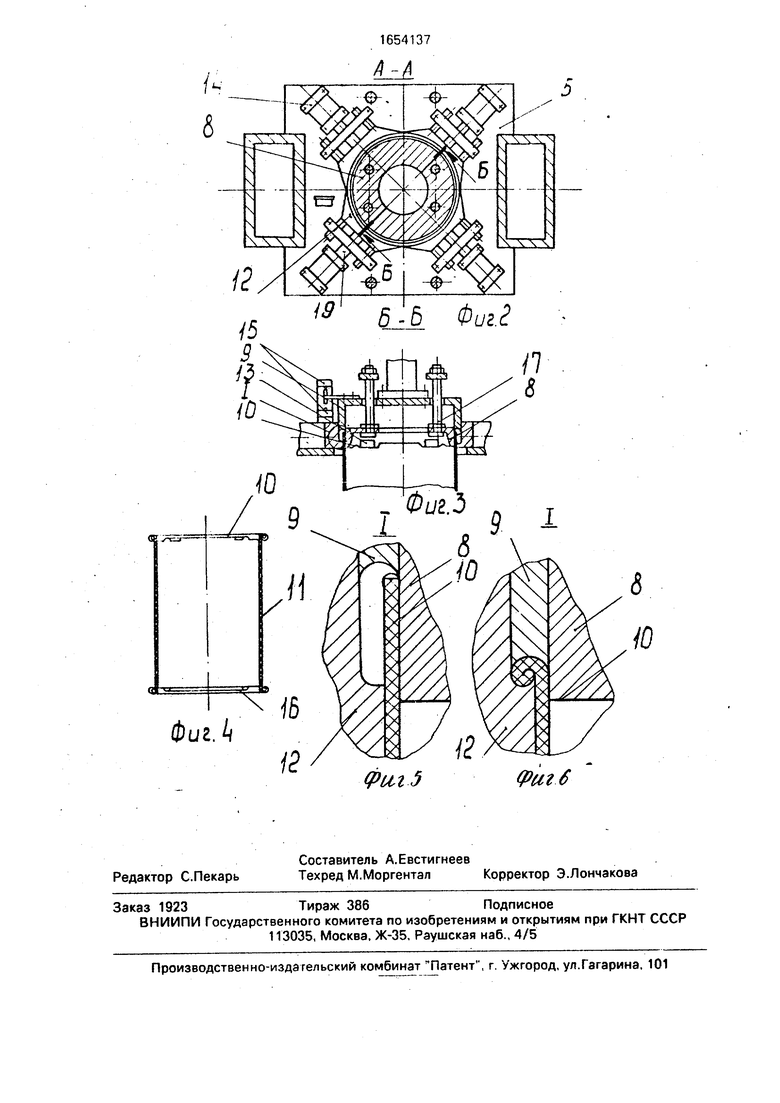
На фиг. 1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2, на фиг.4 - цилиндрическая тара с загрузочным люком в верхнем дне, разрез; на фиг.5 - узел I на фиг.З (начало опрессовки обечайки тары); на фиг.6 - то же, конец опрессовки.
Способ изготовления цилиндрической тары заключается в следующем.
После формирования обечайки к ней присоединяют дно и крышку загибанием их кромок на торцах обечайки, при этом загибание кромок осуществляют одновременно
по всей окружности обечайки посредством прессования.
Устройство для изготовления цилиндрической тары состоит из рамы 1,верхнего 2 и нижнего 3 силовых цилиндров.подъемного стола 4 с центрирующим кольцом.
На раме 1 крепится плита 5 для размещения на ней обжимного приспособления, состоящего из пуансона 6 и матрицы 7.
Пуансон 6 состоит из двух частей: неподвижной 8 и подвижной 9, соединенной со штоком силового цилиндра 2. Неподвижная часть 8 пуансона 6 взаимодействует с крышкой 10 обечайки 11. Матрица состоит из четырех секторов 12.
Лекальная рабочая поверхность обжимного приспособления выполнена на пуансоне 6 и четырех секторах 12 матрицы 7.
Устройство работает следующим образом.
О
ел Ј
СО VI
Готовая обечайка 11 с доньями, имеющими загрузочные люки 10, устанавливается в центрирующее кольцо подьемного стола 4. Нажимается кнопка Подьем (не показана) нижнего силового цилиндра 3 до срабатывания конечного выключателя 13, подается команда на зажим обечайки 11 гидроцилиндра 14. При движении штока 19 гидроцилиндров 14 сектора 12 обжимают обечайку 11 по диаметру и одновременно подается команда на прессование.
Верхний шток силового гидроцилиндра 2 начинает опускаться и происходит постепенное формирование соединения обечайки 11 с дном 10 (фиг.5 и 6). Формирование доньев 10 обечайкой 11 происходит до срабатывания нижнего микропереключателя 15,
При срабатывании нижнего микропереключателя 15 подается команда на разжатие обжимного устройства, освобождается обечайка 11, шток верхнего цилиндра 2 идет вверх до срабатывания верхнего микропереключателя 15, а нижнего цилиндра 3 - вниз до упора.
Цикл опрессовки дна 10 тары закончен, для опрессовки дна 16 цикл повторяется.
Для удержания неподвижной части 8 пуансона б предусмотрены стойки 17 и 18, крепящиеся к плите 5.
Преимущество предлагаемого спосо- ба заключается в его простоте и повышении герметичности присоединения доньев к обечайке.
Применение данного устройства и способ изготовления цилиндрической тары ис- ключает применение герметиков, позволяет
использовать полученную тару не только для сыпучих, но и для жидких продуктов.
Герметичность тары достигается за счет одновременного присоединения доньев к обечайке и прессования, при котором металл доньев не теряет своих первоначальных качеств (не развальцовывается, не уменьшается по толщине и исключаются микротрещины).
Формула изобретения
1.Способ изготовления цилиндрической тары, заключающийся в формировании обечайки и присоединении к ней дна и крышки загибанием их кромок на торцах обечайки, отличающийся тем. что, с целью повышения герметичности тары и упрощения процесса изготовления, загибание кромок осуществляют одновременно по всей окружности обечайки посредством прессования.
2.Устройство для изготовления цилиндрической тары, содержащее подъемный стол с расположенным на нем центрирующим кольцом, обжимное приспособление с лекальной рабочей поверхностью, состоящее из пуансона и матрицы, отличающееся тем, что, с целью повышения герметичности тары, пуансон выполнен из двух частей: верхней подвижной, имеющей соединенный с ней посредством штока гидроцилиндр, и нижней неподвижной - для взаимодействия с торцом обечайки, при этом матрица состоит из четырех секторов, причем рабочая локальная поверхность обжимного приспособления выполнена на пуансоне и на четырех секторах матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КРОМКИ НА ЦИЛИНДРИЧЕСКОЙ ОБЕЧАЙКЕ | 1998 |
|
RU2125955C1 |
| Способ изготовления цилиндрической тары | 1988 |
|
SU1553405A1 |
| Устройство для формирования горловины картонного барабана | 1974 |
|
SU531730A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Способ изготовления цилиндрической тары типа картонных навивных барабанов | 1989 |
|
SU1715653A1 |
| Вулканизатор для изготовления съемных протекторных колец | 1960 |
|
SU137667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления статора электрической машины | 1987 |
|
SU1534643A1 |
| Устройство для нанесений кольцевого зига на концы барабана | 1972 |
|
SU442088A1 |
| Способ изготовления обечайки | 1988 |
|
SU1551439A1 |
Изобретение относится к таропроизво дящему оборудованию и может быть 2 использовано в линиях для производства картонно-навивной тары. Цель изобретения - упрощение процесса изготовления и повышение герметичности тары - достигается тем, что присоединение дна и крышки с загрузочным люком к обечайке осуществляется посредством прессования устройством, содержащим подъемный стол с расположенным на нем центрирующим кольцом и обжимным приспособлением с лекальной рабочей поверхностью, состоящим из пуансона и матрицы, причем пуансон выполнен из двух частей: верхней подвижной и нижней неподвижной, а матрица состоит из четырех секторов, причем рабочая поверхность обжимного приспособления выполнена на пуансоне и четырех секторах матрицы 2 с п ф-лы, 6 ил. Ё
(buz. k
(риг 5
Фиг 6
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
