Основным видом тары для целого ряда продуктов является деревянЕ{ая заливная бочка, положительные качества которой проверены и подтверждаются ее многолетним применением. Однако технологический процесс производства указанных бочек является трудоемким и требует наличия высококвалифицированных кадров - бондарей. Водонепроницаемость обычной деревянной бочки достигается за счет плотного прилегания кромок отдельных клепчин и днища к упору, для чего бочка стягивается металлическими или деревянными обручами. Для большей Э(фективности этого стягивания (уплотнения) бочке придают снециальную форму и тщательно подгоняют отдельные элементы. Эти обстоятельства усложняют технологический процесс производства бочек и не позволяют широко его механизировать.
При производстве описываемой клееной бочки указанные недостатки устраняются, почти все операции механизируются и сокращаются затраты труда и расход древесины. Клееная бочка водонепроницаема, не рассыхается и не имеет обручей. Особенность предлагаемой клееной бочки заключается в том, что ее остов изготовляется путем навивки шпона в несколько слоев на клею, а для открывания бочки применяется закладываемая в утор верхнего дниша проволока.
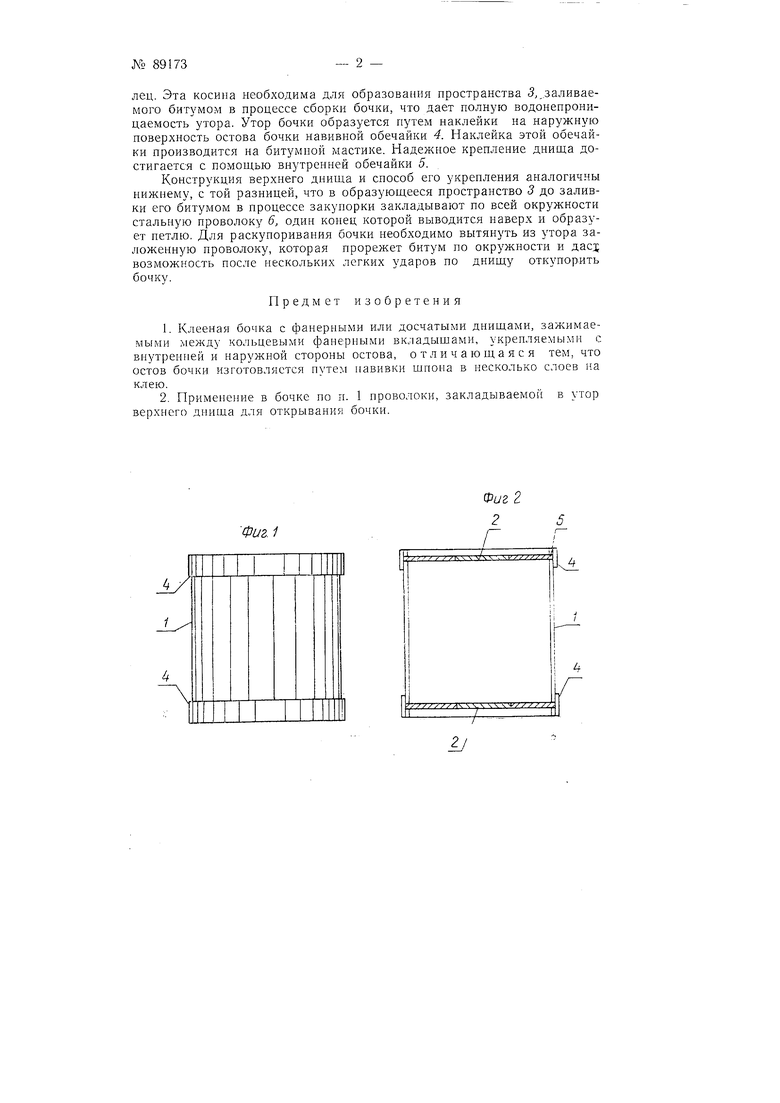
На фиг. 1, 2, 3, 4 и 5 изображена схема предлагаемой клееной бочки.
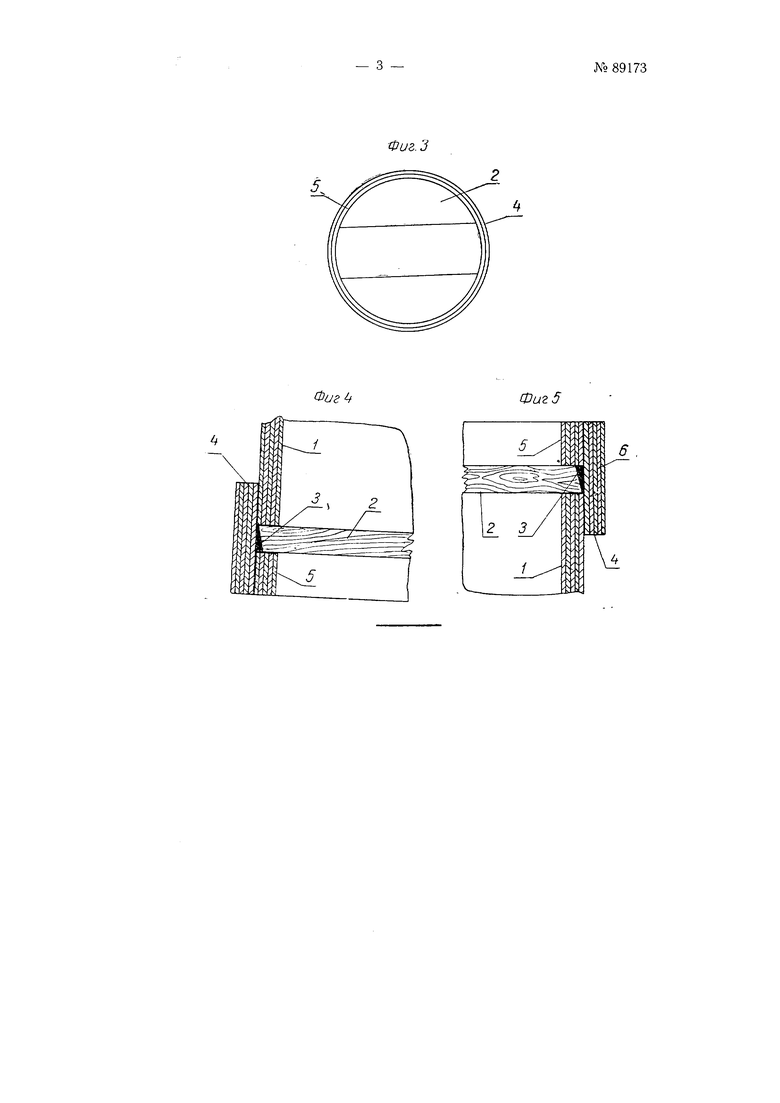
Клееная бочка представляет собой цилиндрический сосуд, стенки 1 которого изготовляют из нескольких слоев лущенного шпона, склеиваемых нефтебитумной мастикой. Выклейка остова бочки производится путем навивки полос шпона на цилиндрический сердечник с одновременным нанесением на поверхность навиваемого щпопа разогретой битумной мастики. Для придания большей жесткости стенкам бочки большинство слоев щпона навивают волокнами поперек вертикальпой оси бочки. Днище 2 бочек изготовляют из сухих досок, склеиваемых той же битумной мастикой с постановкой металлических или деревянных щкантов. Кромка днища (по окружности) образуется в косой фалец. Эта косина необходима для образования пространства 5,.заливаемого битумом в процессе сборки бочки, что дает полную водонепроницаемость утора. Утор бочки образуется путем наклейки на наружную поверхность остова бочки навивной обечайки 4. Наклейка этой обечайки производится на битумной 1мастике. Надежное крепление днища достигается с помощью внутренней обечайки 5.
Конструкция верхнего днища и способ его укрепления аналогичны нижнему, с той разницей, что в образующееся пространство 3 до заливки его битумом в процессе закупорки закладывают по всей окружности стальную проволоку 6, один конец которой выводится наверх и образует петлю. Для раскупоривания бочки необходимо вытянуть из утора заложенную проволоку, которая прорежет битум но окружности н дасд; возможность после нескольких легких ударов по днищу откупорить бочку.
Предмет изобретения
1. Клееная бочка с фанерными или досчатыми днищами, зажимаемыми между кольцевыми фанерными вкладыщами, укрепляемыми с внутренней и наружной стороны остова, отличающаяся тем, что остов бочки изготовляется путем навивки щнона в несколько слоев па клею.
2. Применение в бочке по п. 1 проволоки, закладываемой в утор верхнего днища для открывания бочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Разъемное днище для бочек | 1944 |
|
SU65781A1 |
| Способ изготовления штампованных бочек из древесного шпона | 1948 |
|
SU76172A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЧКИ И БОЧКА | 2017 |
|
RU2648619C1 |
| ОБРУЧИ ИЗ ШПОНА, ФАНЕРЫ И Т.П. ДЛЯ БОЧЕК | 1932 |
|
SU44665A1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| Бочка из прессованной фанеры | 1929 |
|
SU14294A1 |
| Станок для изготовления бочек из фанеры | 1929 |
|
SU15493A1 |
| Бочка из фанеры | 1947 |
|
SU71825A1 |
| Разъемная бочка | 1951 |
|
SU94978A1 |
| Самоходный комбайн на гусеничном ходу для изготовления фанерных трубопроводов с одновременной их укладкой | 1950 |
|
SU92060A1 |
. 1
Фиг 2 2
