Предлагаемое изобретение относится к строительству и может быть использовано при изготовлении окон, дверей и других строительных изделий.
Известен способ получения строительных изделий, включающий получение заготовок из пиломатериала, склеивание их в бруски, раскрой бруса по размерам деталей, формирование внутреннего профиля, зарезка шипов и пазов, склеивание деталей в готовое изделие и формирование внешнего профиля (1). Недостатками способа являются многостадийность процесса, необходимость использования энергоемкого дорогостоящего оборудования, повышенный расход пиломатериалов, клея.
Наиболее близким к предлагаемому является способ, согласно которому детали для столярно-строительных изделий получают следующим образом: обработка заготовок с целью получения сращенных по длине брусков, поперечный раскрой на исходные заготовки требуемой длины путем фрезерования по сечению, склеивания по толщине, формирование профилей, шипов и проушин детали на специальном обрабатывающем оборудовании (2).
Недостатками известного способа являются сложность и многостадийность процесса получения деталей. Предварительное получение бруса путем сращивания по длине и склеивания по толщине заготовок приводит к перерасходу пиломатериала и клея, т.к. при изготовлении деталей производится вторичная его обработка. Формирование профилей и зарезка проушин (пазов и шипов) деталей требует использования энергоемкого дорогостоящего оборудования и инструмента.
Задача, решаемая изобретением, заключается в создании способа изготовления деталей для столярно-строительных изделий без предварительного получения бруса и использования дорогостоящего оборудования и инструмента для формирования профилей и проушин деталей.
Поставленная задача решается за счет того, что в способе изготовления деталей столярно-строительных изделий, включающем получение заготовок, раскрой, формирование профилей, шипов и проушин деталей, перед раскроем определяют число и размер пластин, образующих готовую деталь с профилями, шипами или проушинами, раскраивают заготовки на пластины, укладывают пластины с образованием готовой детали с профилями, шипами или проушинами и склеивают по толщине.
Предлагаемый способ осуществляют следующим образом.
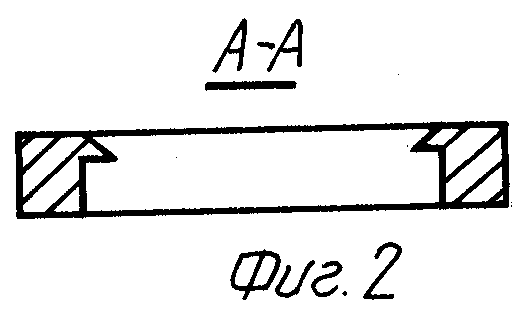
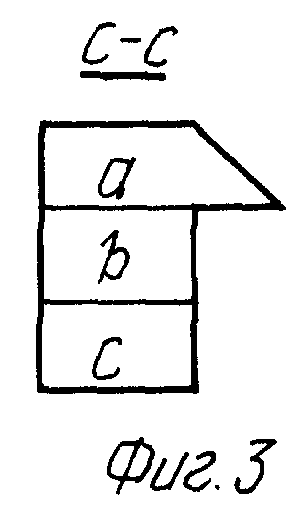
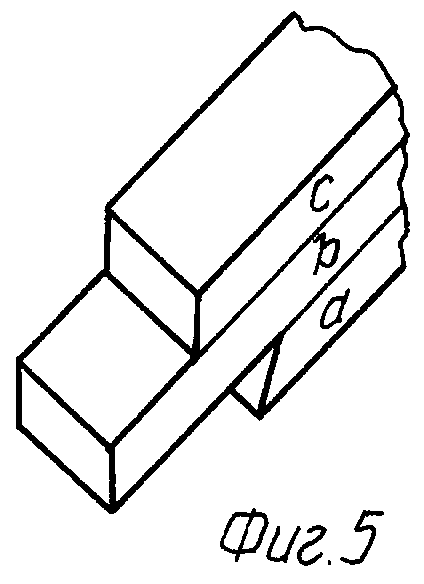
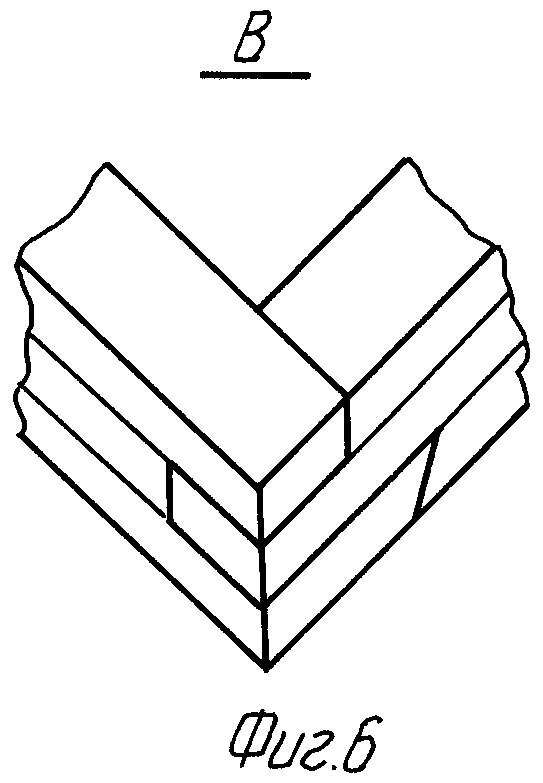
Для получения деталей берут заготовки из пиломатериалов, отвечающих определенным требованиям по допускаемым порокам и дефектам обработки. Перед раскроем определяют оптимальное число и размер пластин по толщине сечения, образующего профиль готовых деталей в зависимости от его сложности. Например, оконная створка (фиг.1) состоит из четырех деталей: двух вертикальных, верхней и нижней, одного профиля (фиг.2, сечение А-А), соединяемых между собой по способу "шип-паз". Сечение в этом случае целесообразно разделить по толщине натри пластины - а, в, с (фиг.3, сечение С-С). Определяют также длину каждой пластины для образования в сечении шипов или пазов. Полученные данные используют при раскрое пиломатериала с помощью специального оборудования. Сначала на строгальных станках получают пластины, образующие сечение профиля деталей, затем, например, торцовочной пилой, обеспечивающей высокую точность по длине и углу среза, производят деление пластин по длине. На поверхности пластин наносят клей, размещают их в прессе или вайме с образованием готовой детали с профилями, шипами или проушинами. Пресс или вайма дополнительно снабжены ограничителями многократного пользования, препятствующими смещению пластин в пространстве. Полученную деталь выдерживают под давлением в течение 15-20 мин при 20-25oС. На фиг.4 представлен в аксонометрии фрагмент детали с проушиной, на фиг.5 - фрагмент детали с шипом, полученные заявляемым способом из пластин а, в и с (фиг.3, сечение С-С). На фиг.6 показан в аксонометрии фрагмент створки (фиг. 1, узел В), полученной соединением "шип-паз" вертикальной и нижней деталей.
Заявляемый способ обеспечивает получение качественных столярно-строительных изделий при более экономичном расходе пиломатериалов и клея без использования стадий, требующих применения дорогостоящего энергоемкого оборудования и инструмента.
Источники информации
1. Качеровский Б.Е. и др. Новая техника и технология производства оконных блоков. Москва, Лесная промышленность, 1970, с. 54-59.
2. Онегин В. И. и др. Конструктивные технологические и технико-организационные особенности производства современных деревянных окон, Москва, ж. Деревообрабатывающая промышленность, 1998, 3, с. 13-14.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ СБОРНЫХ НЕСУЩИХ КОНСТРУКЦИЙ | 2021 |
|
RU2771270C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕРЕВЯННЫХ КЛЕЕНЫХ КОНСТРУКЦИЙ И ПИЛОПРОДУКЦИИ | 2008 |
|
RU2383434C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 2002 |
|
RU2231442C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ПИЛОМАТЕРИАЛОВ | 1990 |
|
RU2005594C1 |
| СПОСОБ ПРОИЗВОДСТВА СТРОИТЕЛЬНОГО БРУСА ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2007 |
|
RU2354549C1 |
| СПОСОБ УГЛОВОГО СОЕДИНЕНИЯ СТОЛЯРНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2140349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ИЗДЕЛИЙ ИЗ ДЕРЕВА | 2005 |
|
RU2292260C1 |

Изобретение относится к строительству и может быть использовано при изготовлении окон. Изобретение позволит создать способ изготовления столярно-строительных изделий без предварительного получения бруса и использования дорогостоящего оборудования и инструмента для формирования профилей и проушин деталей. Способ изготовления деталей для деревянных окон включает предварительное определение числа и размера пластин, образующих по толщине сечение профиля готовой детали, а по длине - шип или проушину, деление заготовки на пластины, нанесение клея на каждую пластину после деления, укладку пластин в форме готовой детали с профилем, шипом или проушиной и склеивание под давлением в одну стадию. 6 ил.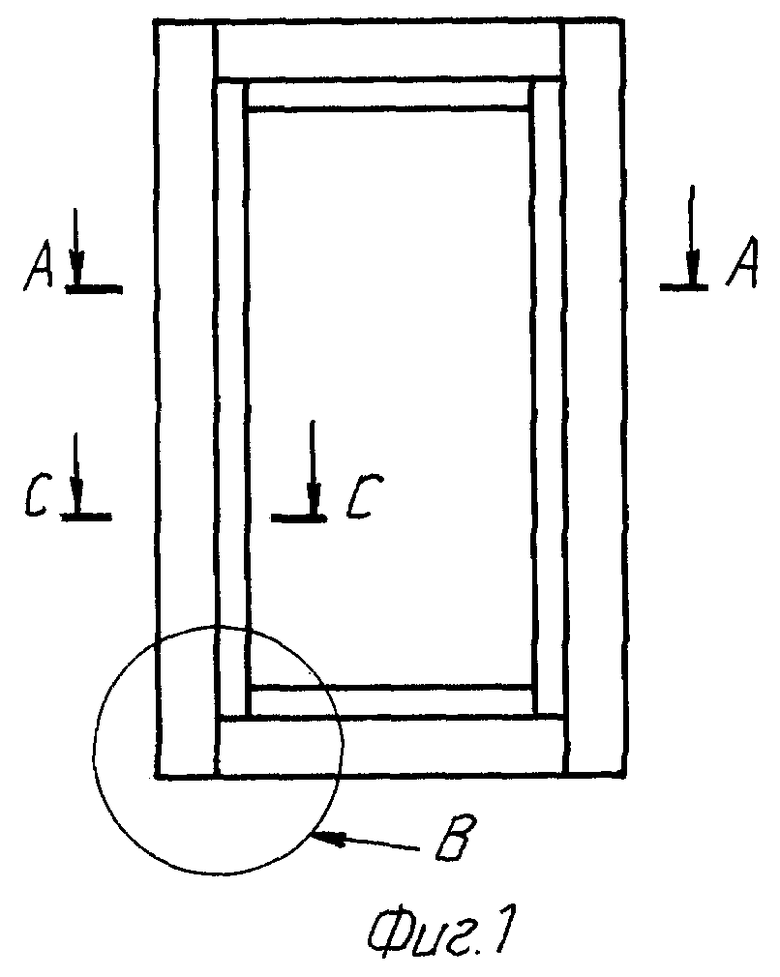
Способ изготовления деталей для деревянных окон, включающий предварительное определение числа и размера пластин, образующих по толщине сечение профиля готовой детали, а по длине - шип или проушину, деление заготовки на пластины, нанесение клея на каждую пластину после деления, укладку пластин в форме готовой детали с профилем, шипом или проушиной и склеивание под давлением в одну стадию.
| ОНЕГИН В.И | |||
| и др | |||
| Конструктивные, технологические и технико-организационные особенности производства современных деревянных окон | |||
| - Деревообрабатывающая промышленность, № 3, Москва, 1998, с | |||
| Насос | 1917 |
|
SU13A1 |
| КУКСОВ В.А | |||
| Столярное дело | |||
| - М.: Профтехиздат, 1960, с | |||
| Приспособление, обнаруживающее покушение открыть замок | 1910 |
|
SU332A1 |
| Способ изготовления деревянных столбов | 1982 |
|
SU1175363A3 |
| DE 3815846 A1, 23.11.1989 | |||
| СПОСОБ ПОИСКА И ОБНАРУЖЕНИЯ ИСТОЧНИКОВ ГАММА-ИЗЛУЧЕНИЯ В УСЛОВИЯХ НЕРАВНОМЕРНОГО РАДИОАКТИВНОГО ЗАГРЯЗНЕНИЯ | 2016 |
|
RU2640311C1 |

