Изобретение относится к машиностроению и может быть использовано при изготовлении малогабаритных, тонкостенных, герметичных изделий, например тюбиков, капсул, пеналов, содержащих гигроскопические и другие чувствительные к влаге наполг нители бытового назначения, а также радиоэлектронные элементы, пиропатроны, воспламенители РДТТ и другие пороховые устройства оружия.
Надежная герметичность этих изделий является одной из основных характеристик при их создании и основной характеристикой в серийном производстве, так как обеспечивает безотказную работу более сложных конструкций и узлов, в которые эти изделия входят. В этих условиях при испытаниях на герметичность сложных и дорогостоящих изделий требуется разбраковывать
изделия с высоким качеством контроля, устанавливать место их негерметичности.
Известен способ испытания изделия, имеющего отверстие, загерметизированное крышкой, на герметичность - пузырьковый, пневмогидравлический метод, состоящий из следующих операций: нагруженйе внутренней полости изделия, погруженного в жидкость, избыточным давлением воздуха и регистрация мест выделения (отсутствия выделения) пузырьков воздуха.
Известен способ испытания замкнутых Тонкостенных изделий на герметичность - пузырьковый-метод испытания в горячей жидкости, состоящий из следующих операций: погружение изделия в горячую жидкость и регистрация мест выделения (отсутствия выделения) пузырьков воздуха после выдержки в течение определенного, например 0,2-2 мин времени.
QS О)
N Ю
Недостатком известных способов особенно при испытаниях изделий со сложной формой, является выделение воздушных пузырей из полузамкнутых полостей наружной поверхности изделия, искажающих оценку качества изделия (герметичности внутренней полости изделия).
Целью изобретения является повышение достоверности результатов испытания.
Поставленная цель достигается за счет погружения замкнутого тонкостенного изделия в горячую жидкость, выдержки изделия до прекращения выделения пузырьков воздуха, регистрации мест выделения пузырьков воздуха, а также за счет выполне- ния в стенке изделия сквозного капиллярного отверстия или отверстий во всех местах выделения пузырьков, за счет суждения о герметичности по повторному выделению воздуха из капиллярного отверстия.
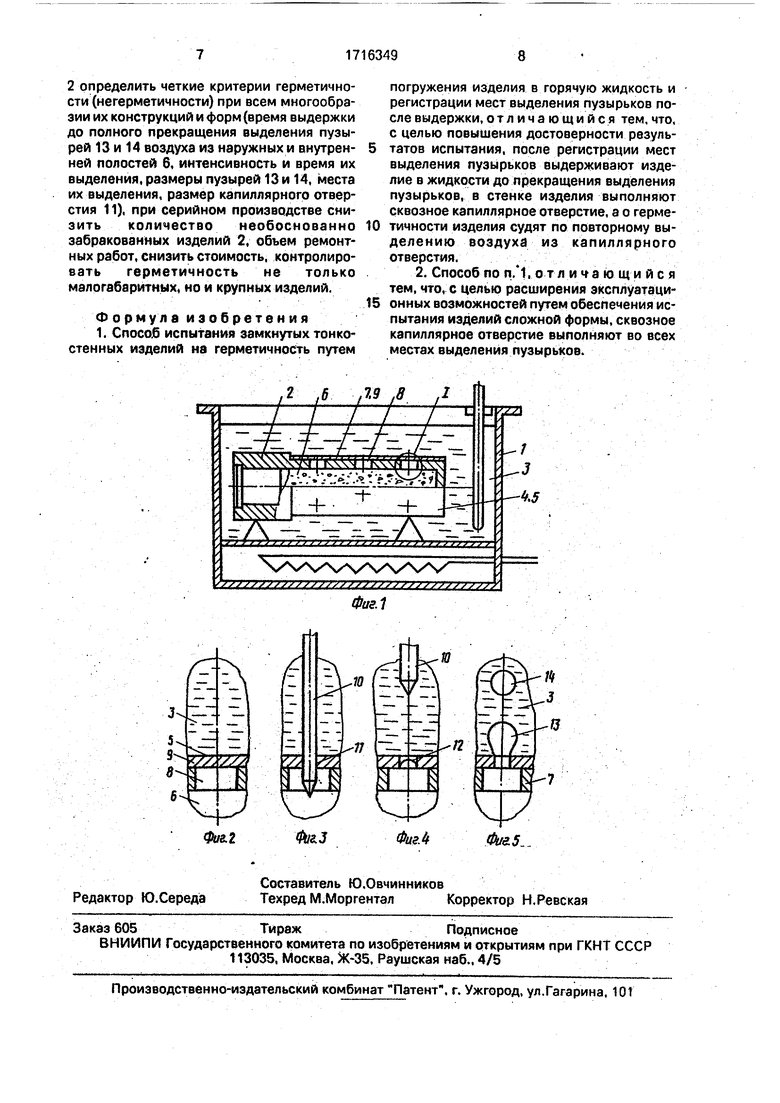
На фиг. 1 изображена установка для реализации способа испытания замкнутых тонкостенных изделий; на фиг. 2-5 - узел I на фиг. 1.
Устройство для реализации способа со- держит сосуд 1, в котором устанавливают изделие 2. В сосуд 1 залита жидкость 3. Изделие 2 выполнено в виде корпуса 4 с наружной поверхностью 5 и имеет внутреннюю полость 6, стенку 7, выполненную из тонкостеннбго материала, например алюминия. Вариантом выполнения стенки 7 может быть стенка перфорированной частью 8, отверстия которой соединяют внутреннюю полость 6 изделия с наружной поверх- ностью 5, и герметизатором 9, выполненным в виде тонкостенного листового материала, приклеенного к наружной поверхности перфорационной части 8. Имеется также инструмент 10 для выполнения капиллярного отверстия 11 в стенке 7 изделия, выполненный, например, в виде иглы диаметром 0,1-2 мм.
Диаметр капиллярного отверстия 11 зависит от сил взаимодействия между молеку- лами жидкости 3 и материала стенки 7; поверхностного натяжения, смачивания и т, д. и определяется по известным физическим зависимостям, исходя из условия не- проникновения жидкости 3 через капиллярное отверстие 11 (после его выполнения) внутрь полости 6 корпуса 4 (
F яда ;
ясг
cm
)-
где F - сила поверхностного натяжения удерживающая жидкость 3 в капиллярном отверстии 11;.
FI - сила гидростатического давления;
d - диаметр капиллярного отверстия 11 ; о- коэффициент поверхностного натяжения;
Pcm гидростатическое давление.
4а
Преобразуя, получим d
cm
Изогнутая поверхность жидкости - мениск 12 в капиллярном отверстии 11 изображен на фиг. 4 (для смачиваемого материала). Сила (F), удерживающая жидкость за края пленки мениска 12, препятствующая выходу воздуха из внутренней полости б, и вес (Р) столба жидкости в капиллярном отверстии 11, определяются по известным физическим
зависимостям (F 2л г а Р , где г - радиус отверстия 4;
а- коэффициент поверхностного натяжения;
D - плотность жидкости 3;
g- ускорение свободного падения;
h - высота столба, толщина стенки 7).
Мениск 12, образованный в капиллярном отверстии 11, выполненном в несмачиваемом материале, изогнут в другую сторону.
При этом сила, отталкивающая жидкость 3 от поверхности канала отверстия 11. способствует прохождению воздушного пузыря 13 и 14 из внутренней полости 6 изделия 2 в жидкость 3 при давлении воздуха внутри изделия 2, большем гидростатического давления.
Способ испытания замкнутых тонкостенных изделий на герметичность осуществляют следующим образом.
Изделие 2 погружают в сосуд с горячей жидкостью 3, например с температурой 50- 75°С на глубину, например 20-50 мм от верхней кромки изделия 2 до поверхности жидкости 3. При этом воздух, находящийся во внутренней полости 6 изделия 2, а также находящийся в полостях дефектов, расположенных на наружной поверхности б.изделия 2, начинает прогреваться от поверхности стенок 7, давление в этих полостях повышается по закону Шарля (1+1/273t°), где мм рт. ст.; t° - температура нагревания воздуха и после превышения гидростатического давления воздуха из полостей б выделяется в жидкость 3 в виде пузырей 13 и 14.
При этом в смачивающемся материале ила, удерживающая жидкость 3 за края пленки мениска 12 (F 2jrrd), будет препятствовать выходу воздушного пузыря 13 из отверстия 11, а в несмачивающемся материале - помогать.
Выделение пузырей 13 и 14 воздуха из полостей 6 изделия 2 происходит спустя некоторое время после погружения изделия 2 в горячую жидкость 3, необходимое для создания избыточного давления, например 5- 10 с в изделии 2 объемом 4л с коэффициентом наполнения.0,9 и алюминиевой стенкой 7 толщиной 0,1-1 мм.
Во всех изделиях 2 возможны три случая мест выделения воздуха: из полузамкнутых полостей и дефектов, расположенных на наружной поверхности 5 герметического изделия 2; из внутренней полости 6 негер- метического изделия 2; одновременно из внутренней б и наружной полостей негерметичного изделия 2.
Изделия 2, выделяющие воздух по первому варианту, герметичны, по второму и третьему - негерметичны, однако все варианты находятся под подозрением в негерметичности, так как отличить пузыри 13 и 14 воздуха, выделяемые по первому варианту от пузырей 13 и 14 воздуха, выделяемых по второму варианту, практически невозможно. Все эти изделия 2 подвергаются дальнейшим испытаниям (вторая, третья и четвертая операции).
Изделия 2, не выделяющие пузырей 13 и 14 воздуха в течение определенного периода времени, например 0,2-2 мин, герметичны и дальнейшим испытаниям не подлежат.
Изделия 2, выделяющие при первой операции пузыри 13 и 1.4 воздуха, выдерживают в жидкости 3 до прекращения их выделения, например для изделия 2 объемом 4 л и коэффициентом заполнения 0,9. через 10 мин.
При освоенном серийном производстве изделий 2 с целью повышения технологичности за счет исключения выполнения последующих операций на 50-90% изделий 2 допускается в процессе выдержки изделий 2 на второй операции одновременно группировать изделия 2 по характерному признаку выделения пузырей 13 и 14 воздуха: интенсивности, месту выделения, разме рам, времени и т. п., а последующие опера- ции выполнять на части изделий. 2, например на 10-50% или 1-5 изделиях 2 от каждой группы.
При этом, чем более образовано.групп изделий 2 по характерному признаку выде- ления пузырей 13 и 14 воздуха и чем больший процент изделий 2 отбирается для испытаний на последующих операциях, тем выше качество контроля герметичности изделий 2, поскольку по результатам испытан- ных изделий 2 (10-50%) делается вывод о герметичности остальных изделий 2 (5.0- 90%) в группе, не подвергавшимся испытаниям при дальнейших операциях.
При полном прекращении выделения пузырей 13 и 14 воздуха давление в полузамкнутых полостях наружной поверхности 5 герметичных и негерметичных изделий
2и во внутренней полости 6 негерметичных изделий 2 уравновешивается с наружным гидростатическим давлением.
В герметичных изделиях 2 давление во внутренней полости 6 при этом повышается до величины, определяемой по закону Шарля.
Удерживая изделия 2 в жидкости 3, в тонкой стенке 7 корпуса 4 выполняют преимущественно прокалыванием острием инструмента 10 капиллярное отверстие 11, например диаметром 0,3-0,5 мм,
После извлечения инструмента 10 из капиллярного отверстия 11 выделение воздуха из негерметичной внутренней полости 6 изделия 2 не происходит, поскольку давление во внутренней полости 6 было уравновешено с наружным гидростатическим давлением ранее.
Из герметичных .же изделий 2 воздух начинает выходить через капиллярное отверстие 11 в виде пузырей 13 и 14 в жидкости 3 под действием давления прогретого воздуха во внутренней полости 6, преодолевая гидростатическое давление жидкости 3 и силу, удерживающую мениск 12 жидкости
3в капиллярном отверстии 11 (при смачивающемся материале стенки 7 и 9 изделия 2).
При освоенном серийном производстве изделий 2 допускается отверстие 11 в стенке 7 выполнять на части изделий 2, например 10-50% или 1-5 изделиях 2, отобранных от каждой группы по характерному признаку выделения воздушных пузырей 13 и 14.
Проводят оценку герметичности изделий 2 по обратному условию. При отсутствии выделения пузырей 13 и 14 воздуха из капиллярного отверстия 11 - изделия 2 не герметичны, при наличии - герметично.
При освоенном серийном производстве допускаются результаты испытаний 10- 50% или 1-5 изделий 2 от каждой группы, отобранной на второй операции с достаточной степенью точности, распространять на всю группу.
Изделия 2, прошедшие испытание с положительным результатом (герметичные), допускается доработать - загерметизировать капиллярное отверстие 11 кэким-либо известным способом, например заклеить или запаять с целью использования его по назначению.
Предлагаемый способ дает точный ответ о герметичности (негерметичности) изделия 2 и позволяет при отработке изделия
2 определить четкие критерии герметичности (негерметичности) при всем многообразии их конструкций и форм (время выдержки до полного прекращения выделения пузырей 13 и 14 воздуха из наружных и внутренней полостей 6, интенсивность и время их выделения, размеры пузырей 13 и 14, места их выделения, размер капиллярного отверстия 11), при серийном производстве сни- зить количество необоснованно забракованных изделий 2, объем ремонтных работ, снизить стоимость, контролировать герметичность не только малогабаритных, но и крупных изделий.
Формула изобретения 1. Способ испытания замкнутых тонко стенных изделий на герметичность путем
погружения изделия в горячую жидкость и регистрации мест выделения пузырьков после выдержки, от л и ч а ю щи и с я тем, что, с целью повышения достоверности результатов испытания, после регистрации мест выделения пузырьков выдерживают изделие в жидкости до прекращения выделения пузырьков, в стенке изделия выполняют сквозное капиллярное отверстие, а о герметичности изделия судят по повторному выделению воздухе из капиллярного отверстия.
2. Способно п/1, отличаю щи и с я тем, что, с целью расширения эксплуатационных возможностей путем обеспечения испытания изделий сложной формы, сквозное капиллярное отверстие выполняют во всех местах выделения пузырьков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для испытания изделий на герметичность | 1986 |
|
SU1341509A1 |
| Способ испытания полых изделий с отверстием на герметичность | 1990 |
|
SU1711008A1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2020 |
|
RU2739434C1 |
| СПОСОБ ИСПЫТАНИЯ ГЕРКОНОВ НА ГЕРМЕТИЧНОСТЬ | 2024 |
|
RU2826005C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТРЕЩИНЫ ГИЛЬЗЫ АВТОТРАКТОРНОГО ДВИГАТЕЛЯ | 2008 |
|
RU2391643C1 |
| Способ испытания на герметичность фильтроэлементов | 1987 |
|
SU1481610A1 |
| Устройство для испытания сосудов на герметичность | 1990 |
|
SU1728693A1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2009 |
|
RU2390744C1 |
| Способ испытания на герметичность изделий, заполненных газом без избыточного давления | 1977 |
|
SU645044A1 |
| Устройство для испытаний изделий на герметичность | 1984 |
|
SU1216693A1 |
Изобретение относится к контролю герметичности замкнутых тонкостенных изделий пузырьковым методом и позволяет повысить достоверность испытаний. Изделие погружают в горячую жидкость и регистрируют места выделения пузырьков. Затем выдерживают изделие в жидкости до прекращения выделения пузырьков и в стенке изделия простой формы или во всех местах выделения пузырьков для изделий сложной формы выполняют сквозные капиллярные отверстия. О герметичности изделия судят по повторному выделению воздуха из капиллярного отверстия. 1 з,п. ф-лы, 5 ил.
zz,
±
2 ,б № ,8. ,1
/ / /
гг ./ I Г, j ГТL .-. jSS sfamwite W)
+
-t . 1L / 1 Ч - - / - -
я- . f s s f s ,
I IL-70
-
Фаг.3
№ ,8. ,1
/ / /
-t-П r
ФигЛ
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Там же, метод 7. | |||
