Изобретение относится к интроскопии, а именно к радиационным методам обнаружения дефектов, и может быть использовано для определения пространственных координат дефектов в движущихся изделиях.
Известен способ определения положения дефектов в изделии, включающий двукратное просвечивание объекта на пленку и измерение смещения изображений дефекта на пленке.
Недостатком способа является его низкая производительность.
Наиболее близким к изобретению является способ определения координат дефекта в изделии, включающий просвечивание контролируемого изделия, поступательное перемещение изделия, фиксацию моментов изменения потока излучения при прохождении дефекта между источником и детектором.
Недостатком прототипа является низкая информативность, что связано с отсутствием информации о местоположении дефекта в направлении, перпендикулярном направлению перемещения изделия, и необходимость использования двух детекторов.
Цель изобретения - повышение информативности контроля и обеспечение возможности использования одноканального дефектоскопа.
Цель достигается тем, что детектор излучения располагают так, чтобы ось его коллиматора проходила через центр источника излучения и пересекала основное направление движения вращающегося контролируемого изделия под острым углом ,-v с последующим определением координат дефекта в цилиндрической системе координат.
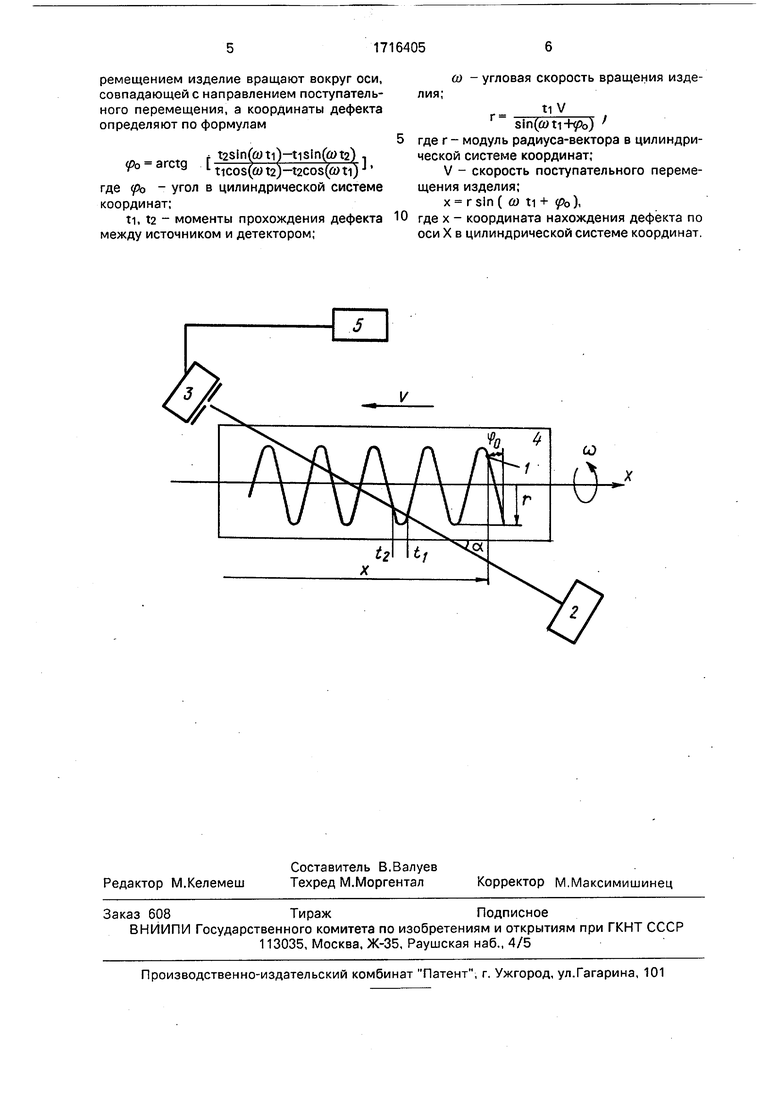
На чертеже показана схема реализации предложенного способа.
О 4 О СЛ
На схеме приняты следующие обозначения: дефект 1, источник 2 проникающего, преимущественно, рентгеновского излучения, детектор 3 излучения, контролируемое изделие 4, блок 5 измерения.
Способ осуществляется следующим образом.
Контролируемое изделие 4 вращают вокруг своей оси со скоростью (г) и перемещают со скоростью V между источником 2 излучения и детектором 3 излучения в направлении, составляющем угол а между осью вращения контролируемого изделия 4 и линией, соединяющей источник 2 излучения с детектором 3.
Коллиматор детектора вырезает из потока излучения узкий пучок и детектор 3 регистрирует прохождение (пересечение) дефектом 1 пучка излучения. Сигнал с детектора 3 попадает на блок 5 измерения.
Так как контролируемое изделие 4 движется вращательно-поступательно, то проекция движения дефекта 1 в пространстве на плоскость представляет собой синусоиду
x(t) A sirv( о) t + р0), амплитуда А, частота (а и начальная фаза ро которой определяются пространственным расположением дефекта 1 в контролируемом изделии 4, записанным в цилиндрических координатах (х, г, р).
Так как проекция движения дефекта 1 на плоскость представляет собой синусоиду, ось которой под острым углом а пересекает вырезанную коллиматором детектора 3 плоскость, то блок 5 измерения зафиксирует моменты прохождения дефекта 1 через указанную плоскость в моменты времени ti, t2, ... ti.
Условие для регистрации двух моментов прохождения дефекта 1 через плоскость, вырезанную коллиматором детектора 3, записывается в виде
где (О -угловая скорость вращения контролируемого изделия;
V - скорость его перемещения вдоль оси X.
При различных исходных координатах расположения дефекта 1 (х, г, р0) при постоянной скорости V перемещения изделия 4 вдоль оси X и постоянной угловой скорости вращения ш время Л t t2 - ti между моментами регистрации дефекта будет иметь различную длительность.
Цилиндрические координаты определения местоположения дефекта определяются следующим образом.
0
Фиксируются моменты ti и т.2 первого и второго моментов регистрации дефекта 1.
Для каждого момента времени ti и t2 составляется система уравнений: (xi(ti) tiV
Јxi(tt) A sin ( a) ti + р0) ; и
j X2(t2) t2V
(X2(t2) A Sin ( CO 12 + PO) ,
Совместное решение уравнений позволяет определить координаты дефекта в цилиндрических координатах по формулам:
ft, arcta r t2Sintoti)-tisin() 5 V° агстУ h1cos(Q t2H2cos()Jl
где (ро; - угол в цилиндрической системе координат;
ti, t2 - моменты первой и второй регист- 0 рации дефекта при услов.ии, что контроль начался в момент времени t 0, который совпадает с началом прохождения контролируемого изделия 4 через вырезанную коллиматором детектора 3 плоскость; 5а) - угловая скорость вращения контролируемого изделия; r tiV
sin(ftHi+# 0)
где г - модуль радиус-вектора в цилиндрической системе координат;
V - скорость продольного перемещения контролируемого изделия 4;
х г sin ( о) ti + )
где х- координата в цилиндрической системе координат.
Технический эффект данного способа состоит в том, что он позволяет с использованием одноканального дефектоскопа определять пространственное местоположение дефекта в контролируемом изделии в цилиндрических координатах и тем самым значи- тельно увеличить информативность контроля.
Ф о р м у л а и з о б р ете н и я
Способ определения координат дефекта в изделии, включающий просвечивание контролируемого изделия потоком проникающего излучения источника, регистрацию потока прошедшего изделие излучения детектором, поступательное перемещение изделия в направлении, составляющем острый угол с направлением потока излучения, фиксацию моментов изменения потока излучения при прохождении дефекта между источником и детектором, отличающий- с я тем, что, с целью повышения информативности контроля и обеспечения возможности использования одноканального дефектоскопа, одновременно с поступательным пе0
5
0
5
0
5
ремещением изделие вращают вокруг оси, совпадающей с направлением поступательного перемещения, а координаты дефекта определяют по формулам
(f)0 arctg
Р t2SlntotQ-tisln() ,
L t1COS(Wt2j-t2COS() J
где po - угол в цилиндрической системе координат;
ti, t2 - моменты прохождения дефекта между источником и детектором;
лия;
О) - угловая скорость вращения изде- tiV
sin()
где г - модуль радиуса-вектора в цилиндрической системе координат;
V - скорость поступательного перемещения изделия;
х г sin ( (о ц + р0),
где х - координата нахождения дефекта по оси X в цилиндрической системе координат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик для радиометрического дефектоскопа | 1980 |
|
SU970200A1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ | 1973 |
|
SU404004A1 |
| Проходной вихретоковый преобразователь | 1987 |
|
SU1446550A1 |
| Способ для радиоизотопной дефектоскопии полых тел вращения и устройство для его осуществления | 1978 |
|
SU713249A1 |
| Способ и схема устройства радиографического контроля макроструктуры осесимметричных кольцевых сварных стыков вварных трубчатых элементов | 2018 |
|
RU2700364C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР СОСТАВА И СКОРОСТИ ТРЕХКОМПОНЕНТНОГО ПОТОКА | 2008 |
|
RU2379658C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И СКОРОСТНЫХ ПАРАМЕТРОВ ГАЗОЖИДКОСТНОГО ПОТОКА | 2008 |
|
RU2379663C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР РАСХОДА И СОСТАВА КОМПОНЕНТОВ ГАЗОЖИДКОСТНОГО ПОТОКА | 2008 |
|
RU2379661C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И ПОКОМПОНЕНТНОГО РАСХОДА ТРЕХКОМПОНЕНТНОГО ПОТОКА | 2008 |
|
RU2379662C1 |
Изобретение относится к интроскопии, конкретнее к радиационным методам обнаружения дефектов, и может быть использовано для определения пространственных координат дефектов в движущихся изделиях. Целью изобретения является повышение информативности контроля и обеспечение возможности использования одноканального дефектоскопа. В процессе контроля изделие перемещают поступательно относительно источника и детектора, одновременно вращая его вокруг оси, совпадающей с направлением поступательного движения. Ось источника и детектора составляет острый угол с осью вращения изделия. Координаты дефекта определяют по длительности временных интервалов между моментами прохождения дефектом плоскости, совпадающей с осью источник - детектор. 1 ил.
О)
| Румянцев С.В | |||
| Радиационная дефектоскопия | |||
| М.: Атомиздат, 1974, с | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |
| Майоров А.Н | |||
| и др | |||
| Радиоизотопная дефектоскопия | |||
| М.: Атомиздат, 1976, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
