Изобретение относится к технике обработки металлов давлением для формирования, поверхности листовой стали перед штамповкой автомобилей и других изделий.
Наиболее близким к предлагаемому является способ обработки листа, включающий формирование на поверхности листа выступов и впадин.
Однако недостаточно высокие прочностные характеристики обработанного металла не позволяют использовать для изготовления деталей лист меньшей толщины..
Цель изобретения - повышение штампуемости путем сокращения площади-контактного трения с одновременным увеличением прочностных характеристик листа-за счет формирования упрочненных зон контакта, а также снижение металлоемкости.
Для реализации указанной цели выступы формируют последовательно за два перехода: на первом формируют поперечные боковые стенки основных выступов, а на втором - продольныебоковыестенкисобразованием дополнительных выступов на поверхности основных, представляющих собой упрочненные вершины, сформированные за счет перераспределения металла, вытесненного на втором переходе.
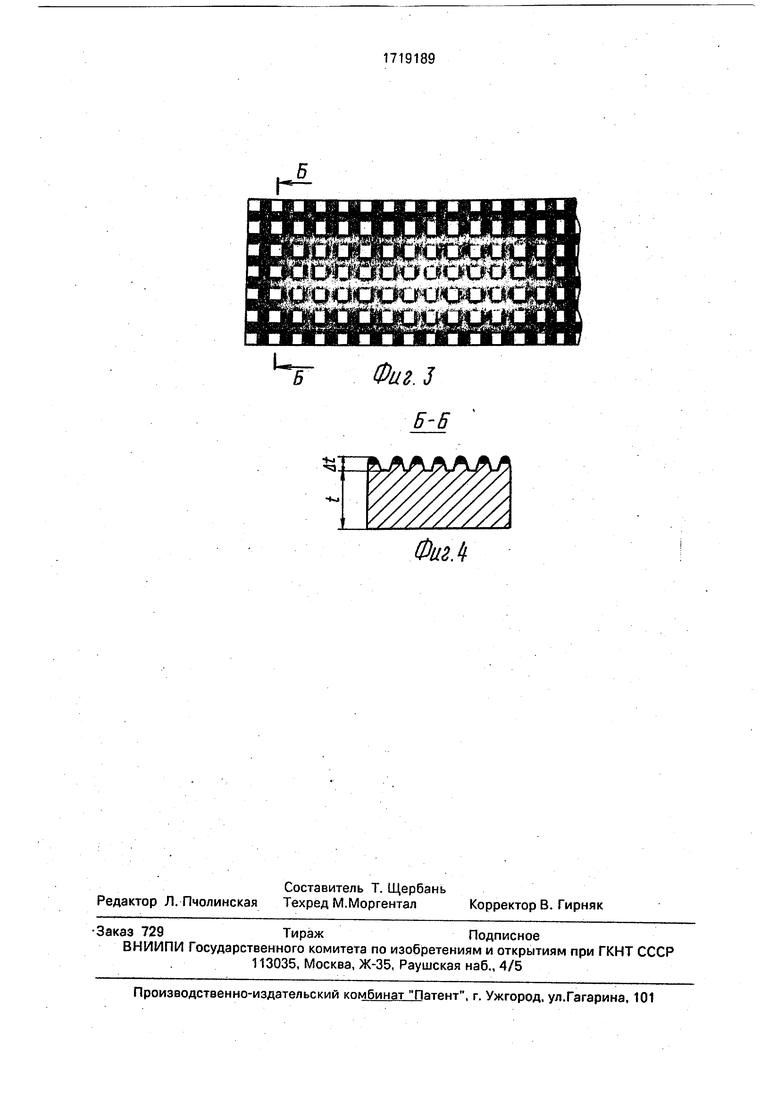
На фиг. 1 представлен обработанный лист после первого перехода; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - обработанный лист noc/ie второго перехода; на фиг, 4 - разрез Б-Б на фиг. 3.
Способ обработки поверхности листа осуществляется следующим образом.
На первом переходе формируют поперечные боковые стенки основных выступов со значительным удлинением листа (10- 15%), толщина которого t (фиг. 2).
На втором переходе формируют продольные боковые стенки основных выступов, при этом за счет перераспределения металла высота основных выступов, распоЧ «д
ю
00
ю
ложенных регулярно на поверхности листа, увеличивается на At (фиг. 4). Полученное приращение выступов представляет собой дополнительные островки повышенной прочности в сравнении с основным металлом.
Наклеп металла наряду с повышением прочности приводит кснижению пластичности, что компенсируется в данном случае за счет уменьшения контактного трения в результате значительного снижения площади контакта с инструментом.
Смазка, заполняющая пространство между выступами, при смятии вершин профиля инструментом выдавливается и разделя ет трущиеся поверхности, обеспечивая близкий к жидкостному режим трения и, как следствие, снижение вероятности образования зон свариваемости и пластического смятия.
Таким образом, предлагаемый способ обработки поверхности листа для штампов|-
ки обеспечивает по сравнению с известным повышение прочностных характеристик деталей, их надежности, долговечности с сохранением высокой штампуемости;
5 дополнительное снижение металлоемкости деталей при использовании листового металла с обеспечением высокой прочности деталей.
Ф о рмул а йзоб рет.е н и я
10 Способ обработки поверхности листа, включающий деформирование его поверхности с формированием регулярного макропрофиля в в.иде выступов, отличающийся тем, что, с целью повышения штампуе- 15 мости за счет уменьшения площади контактного трения и снижения металлоемкости, выступы формируют последовательно за два перехода: на первом-формируют поперечные боковые стенки основных выступов,
20 а на втором - продольные боковые стенки с образованием дополнительных выступов на поверхности основных.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности листа | 1991 |
|
SU1821341A1 |
| Способ обработки поверхности листа | 1990 |
|
SU1784302A1 |
| Способ изготовления изогнутых деталей таврового сечения | 1990 |
|
SU1782693A1 |
| Способ обработки поверхности листа | 1983 |
|
SU1084091A1 |
| Способ изготовления диска колеса транспортного средства | 1991 |
|
SU1819172A3 |
| РОЛИК ПОРШНЯ ПРЕСС-ПОДБОРЩИКА | 1992 |
|
RU2063119C1 |
| Способ изготовления деталей | 1990 |
|
SU1770002A1 |
| ЛИСТОВАЯ СВАРНАЯ ЗАГОТОВКА ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ КУЗОВА АВТОМОБИЛЯ | 2011 |
|
RU2500515C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗОВОГО КОМПЕНСАТОРА ТЕМПЕРАТУРНЫХ УДЛИНЕНИЙ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2022 |
|
RU2791559C1 |
Изобретение относится к технике обработки металлов давлением для формирования поверхности листовой .стали перед штамповкой автомобильных Деталей и других изделий. Цель изобретения - повышение штампуемости за счет сокращения площади контактного трения и снижение металлоемкости. Формирование поверхности осуществляют за два перехода. На первом переходе формируют поперечные боковые стенки основных выступов со значительным удлинением листа (10-15%), толщина которого t. На втором переходе формируют про- дольные боковые стенки основных выступов, при этом за счет распределения металла высота основных выступов, расположенных регулярно на поверхности листа, увеличивается на At. Полученное приращение выступов представляет собой дополнительные островки повышенной прочности в сравнении с основным металлом. 4 ил.
Фиг.1
Ш В
iSM;Mii|ii
:. . - Јjf .i-.. ..-lihiTTvv:... f.-i .„i,A..J jfc-1«..4. jj-,-----. . i
aw
л...:..,i. ;
« мТПЦ T-.e™ . . И i;, B. .. ::
:.. . -..:1J:Jvvf;ii - c;«r- -r J ,-.vv-,fts
ii
iTTvv:... f.-i .„i,A..J jfc-1«..4. jj-,-----.
л...:..,i. ;
. J
tfb.4
| Способ обработки поверхности листа | 1983 |
|
SU1084091A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
