Изобретение относится к обработке металлов давлением для формирования поверхности листовой стали перед дальнейшей ее обработкой..
Целью настоящего изобретения является расширение технологических возможностей и повышение качества получаемых изделий.
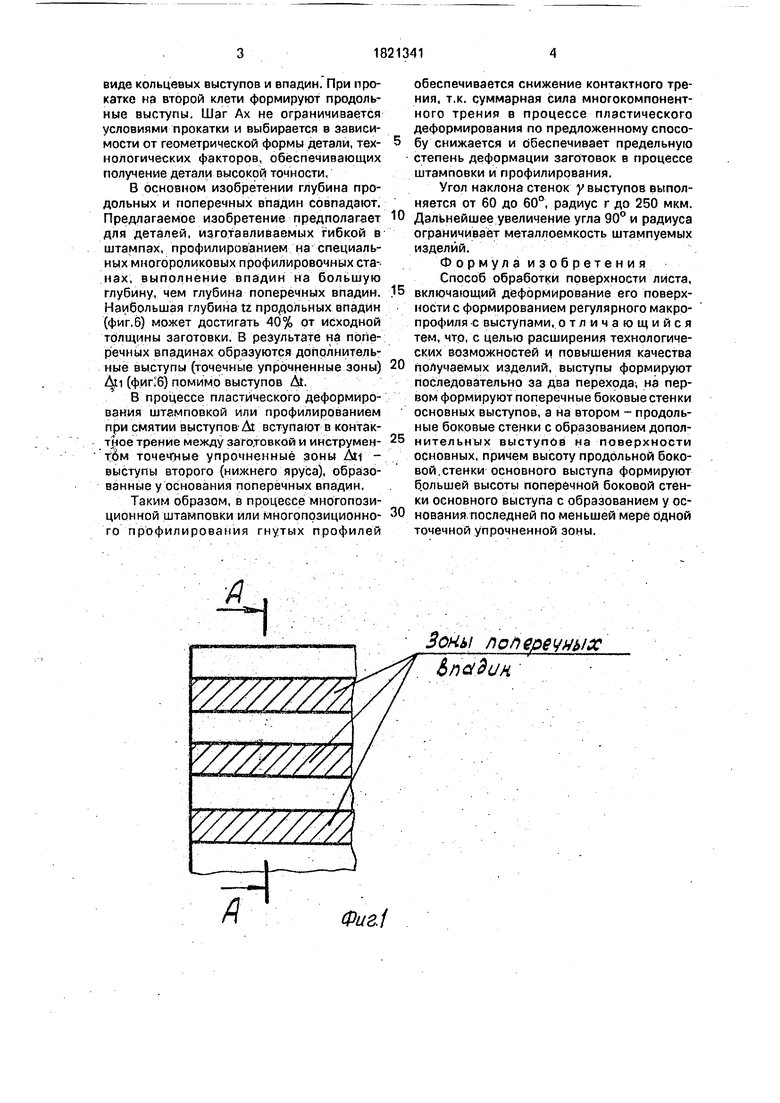
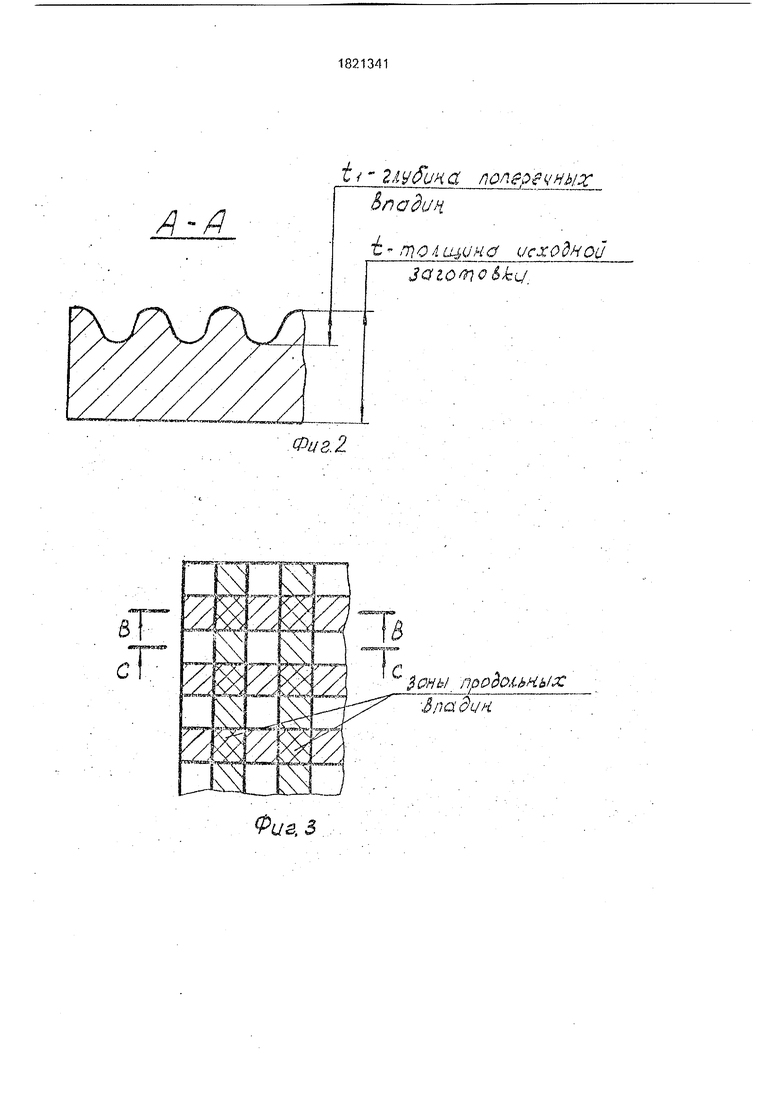
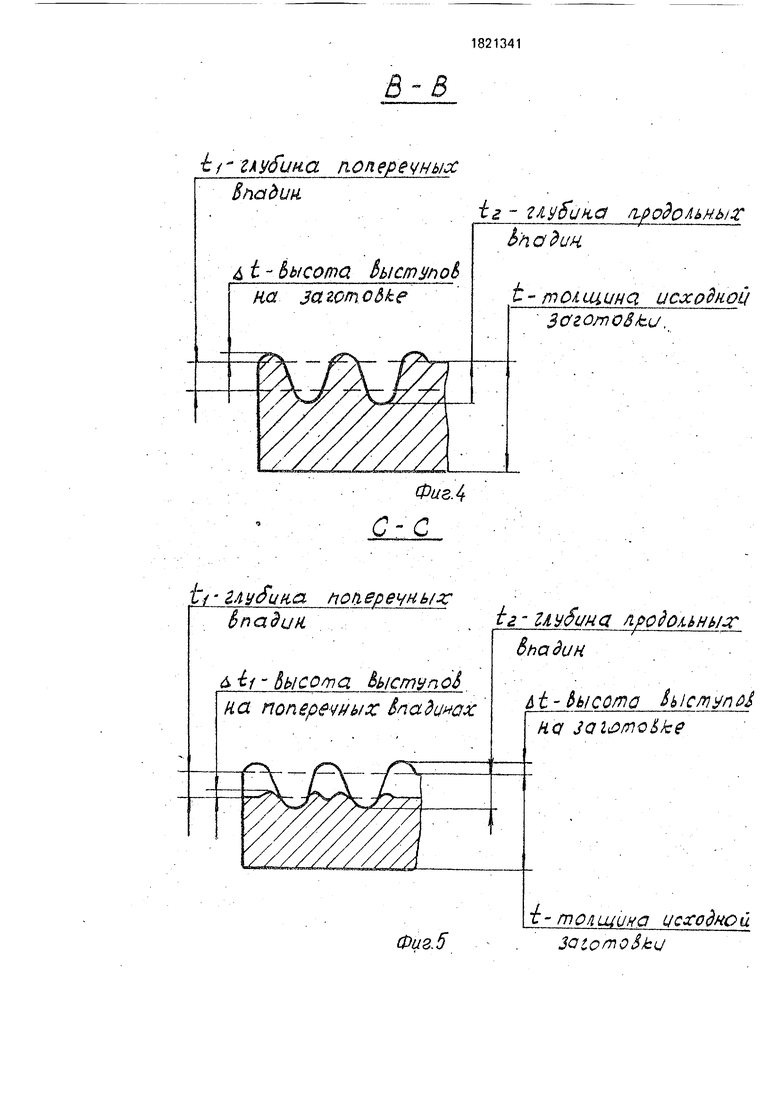
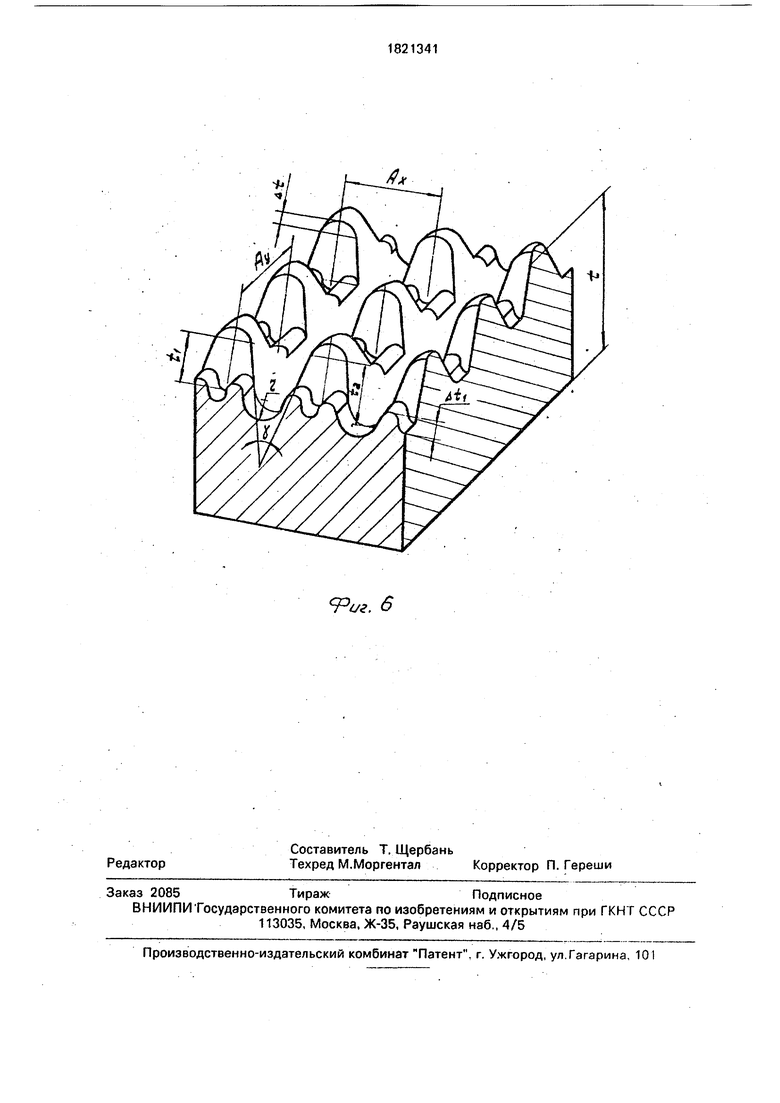
На фиг. 1 изображен обработанный лист после перехода; на фиг.2 - вид А-А на фиг.1; на фиг.З - обработанный лист после II перехода; на фиг.4 - вид В-В на фиг.З; на фиг.5 - вид С-С на фиг.З; на фиг.6 - обработанный участок с изометрии.
Способ обработки поверхности листа осуществляется следующим образом; на первой прокатной клетки, содержащей прокатные валки, один из которых имеет на поверхности параллельно продольной оси валка рельеф в виде продольных впадин и выступов. После прокатки на первой клетки с формированием поперечных впадин происходит удлинение заготовки в продольном
направлении. Удлинение заготовки для кон- струкционных сталей марок 08Ю; 08КП; 08ПС, а также тонколистовых низколегированных сталей, например 07ГСЮФ и др. материалов,может достигать 10% и ограничивается последующим способом штамповки, геометрической формой изготавливаемой детали, т.е. является функцией геометрической формы изготавливаемой детали, технологических факторов, повышающих . штампуемость материала. Глубина поперечных впадин составляет от 4 до 10%. Шаг поперечных выступов, образованных на первой клети, для конструкционных сталей марок 08Ю, 08КП. 08ПС, а также токолисто- вых низколегированных сталей толщиной до 2.5 мм, шаг Ау составляет 0,75-1,2 мм. Дальнейшее увеличение шага ограничивает удлинение заготовки в направлении прокатки. Снижение его снижает стойкость рельефа на поверхности валка.
Вторая клеть содержит прокатные валки, на одном из которых выполнен рельеф в
w
Ё
00 N5
СО Ь
виде кольцевых выступов и впадин. При прокатке на второй клети формируют продольные выступы. Шаг Ах не ограничивается условиями прокатки и выбирается в зависимости от геометрической формы детали, технологических факторов, обеспечивающих получение детали высокой точности.
В основном изобретении глубина продольных и поперечных впадин совпадают. Предлагаемое изобретение предполагает для деталей, изготавливаемых гибкой в штампах, профилированием на специальных многороликовых профилировочных ста-- .пах; выполнение впадин на большую глубину, чем глубина поперечных впадин. Наибольшая глубина tz продольных впадин (фиг.б) может достигать 40% от исходной толщины заготовки. В результате на поперечных впадинах образуются дополнительные выступы (точечные упрочненные зоны) Ajti (фип б) помимо выступов At.
В процессе пластического деформирования штамповкой или профилированием при смятии выступов At вступают в контактное трение между заготовкой и инструмеч- т$м точечные упрочненные зоны Ati - выступы второго (нижнего яруса), образованные у основания поперечных впадин.
Таким образом, в процессе многопозиционной штамповки или многопрзиционно- го профилирования гнутых профилей
обеспечивается снижение контактного трения, т.к. суммарная сила многокомпонентного трения в процессе пластического деформирования по предложенному способу снижается и обеспечивает предельную степень деформации заготовок в процессе штамповки и профилирования.
Угол наклона стенок у выступов выполняется от 60 до 60°, радиус г до 250 мкм.
0 Дальнейшее увеличение угла 90° и радиуса ограничивает металлоемкость штампуемых изделий.
Формул а изобретения Способ обработки поверхности листа, включающий деформирование его поверхности с формированием регулярного макропрофиля с выступами, отличающийся тем, что, с целью расширения технологических возможностей и повышения качества получаемых изделий, выступы формируют последовательно за два перехода, на первом формируют поперечные боковые стенки основных выступов, а на втором - продольные боковые стенки с образованием допол- нительных выступов на поверхности основных, причем высоту продольной боковой, стенки основного выступа формируют большей высоты поперечной боковой стенки основного выступа с образованием у основания последней по меньшей мере одной точечной упрочненной зоны.
5
0
5
0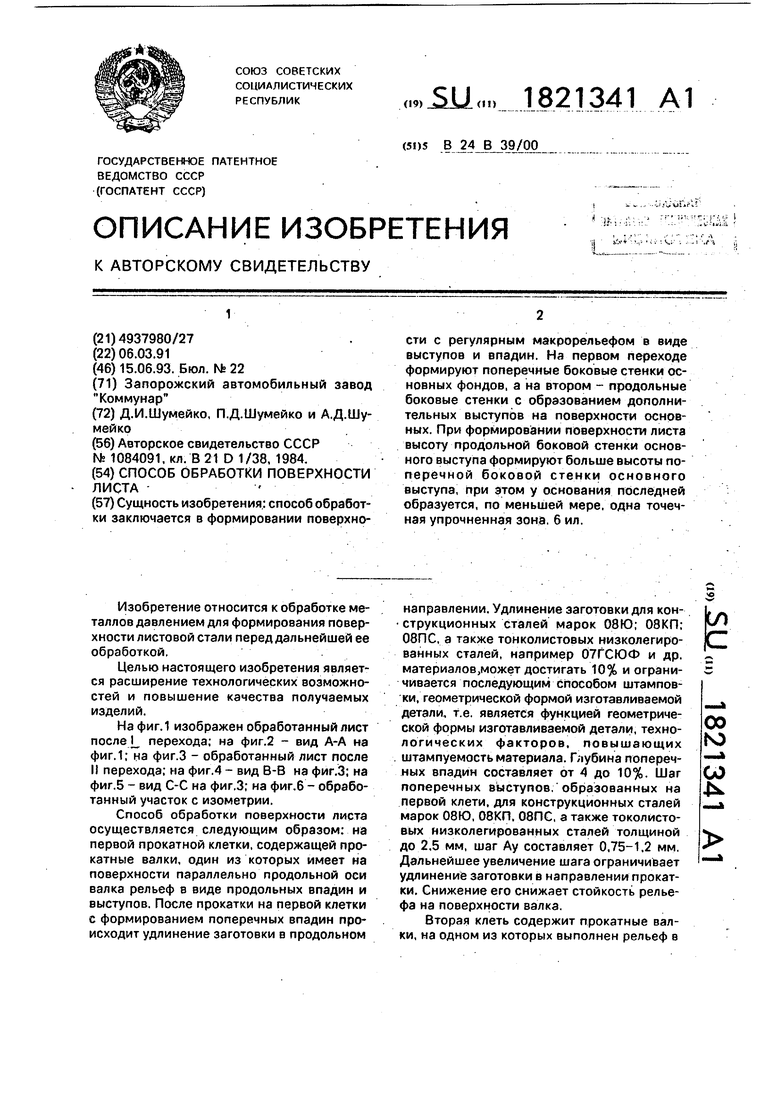
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности листа | 1983 |
|
SU1084091A1 |
| Способ обработки поверхности листа | 1990 |
|
SU1719189A1 |
| Способ изготовления изогнутых деталей таврового сечения | 1990 |
|
SU1782693A1 |
| Способ обработки поверхности листа | 1990 |
|
SU1784302A1 |
| НИЗКОУГЛЕРОДИСТАЯ ХОЛОДНОКАТАНАЯ ТОНКОЛИСТОВАЯ СТАЛЬ | 2005 |
|
RU2285060C2 |
| Способ получения плоского проката | 1986 |
|
SU1342541A1 |
| Способ производства листовых профилей с волнистыми продольными гофрами и агрегат для его осуществления | 1991 |
|
SU1809790A3 |
| ЛИСТОВОЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2010690C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Интенсификатор кипения для обработки стали | 1980 |
|
SU908485A1 |
Сущность изобретения: способ обработки заключается в формировании поверхности с регулярным макрорельефом в виде выступов и впадин. На первом переходе формируют поперечные боковые стенки основных фондов, а на втором - продольные боковые стенки с образованием дополнительных выступов на поверхности основных. При формировании поверхности листа высоту продольной боковой стенки основного выступа формируют больше высоты по- перечной боковой стенки основного выступа, при этом у основания последней образуется, по меньшей мере, одна точечная упрочненная зона. 6 ил.
А. -)
/
/
УУ/Ш
J
д
Фиг
Зоны поперечных &п&$ин
А-Д
& па дин.
Щ&н &.. исх одной
Фиг.2
в
л
с
Фиа.3
jQtO nO&kL/;
С
$&НЬ1. яройомых $падии .
Ј/ ZAу&ин.а поп.eречных &nabu&
&t Ьысото. kbicmytiot
на Зигот с5ke
tf U у Л на пои ер ечи ь/з:
6 пади я
&Јf- высота. &ыступо&
ко. поперечных &па.$циах
iг - ЪАУ$пн.с1 продольных
the дин.
t - rnOi щ, ц но. исходиоц заготовки,
Јг. ZAyЈt/HG лрод6л.ьнызг
ShCtdUH &t-&blCOW 3 fa/С/У У/1 $J
act jaiЈfrio&ke
Фиг. 5
k- толщина исходной Sdtomo&bu
. б
| Способ обработки поверхности листа | 1983 |
|
SU1084091A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
