Изобретение относится к подготовке листового металла для штамповки деталей и может быть использовано в автомобилестроении и других отраслях народного хозяйства.
Для уменьшения металлоемкости изделий из листовой стали используют легирова- ние малоуглеродистых марок сталей. Однако наряду с положительным эффектом наблюдается снижение штампуемости.
Известно, что для обеспечения штампуемости металла с недостаточно высокой пластичностью необходимо создать оптимальные условия контактного трения, во многом определяющее величину деформаций при штамповке деталей.
Известен способ обработки поверхности листа, включающий деформирование его поверхности с формированием однородных конусных впадин.
Недостатком способа являются невысокие прочностные характеристики металла для глубокой вытяжки, не позволяющие использовать для изготовления деталей лист меньшей толщины
Наиболее близким к заявляемому является способ обработки поверхности листа, включающий деформирование его поверхности с формированием однородных конусных впадин при прокатке листа с обжатием 5...8%. Смазкэ, заполняющая несообщающиеся между собой впадины, при смятии вершин профиля поверхности штамповочным инструментом выдавливается и разделяет трущиеся поверхности, обеспечивая режим трения, близкий к жидкостному.
Недостаток известного способа состоит в том, что повышение штампуемости ограничивается недостаточным уменьшением сил контактного трения между заготовкой и инструментом в процессе глубокой вытяжки деталей из листового материала
Целью изобретения является повышение штампуемости и снижение металлоемкости путем снижения сил контактного
Ь
ы
Ю
трения между инструментом и заготовкой в процессе штамповки.
Это достигается тем, что в известном способе обработки перед нанесением смазочного покрытия на выступах сформированной поверхности наносят антифрикционное покрытие в виде соединений бора и молибдена.
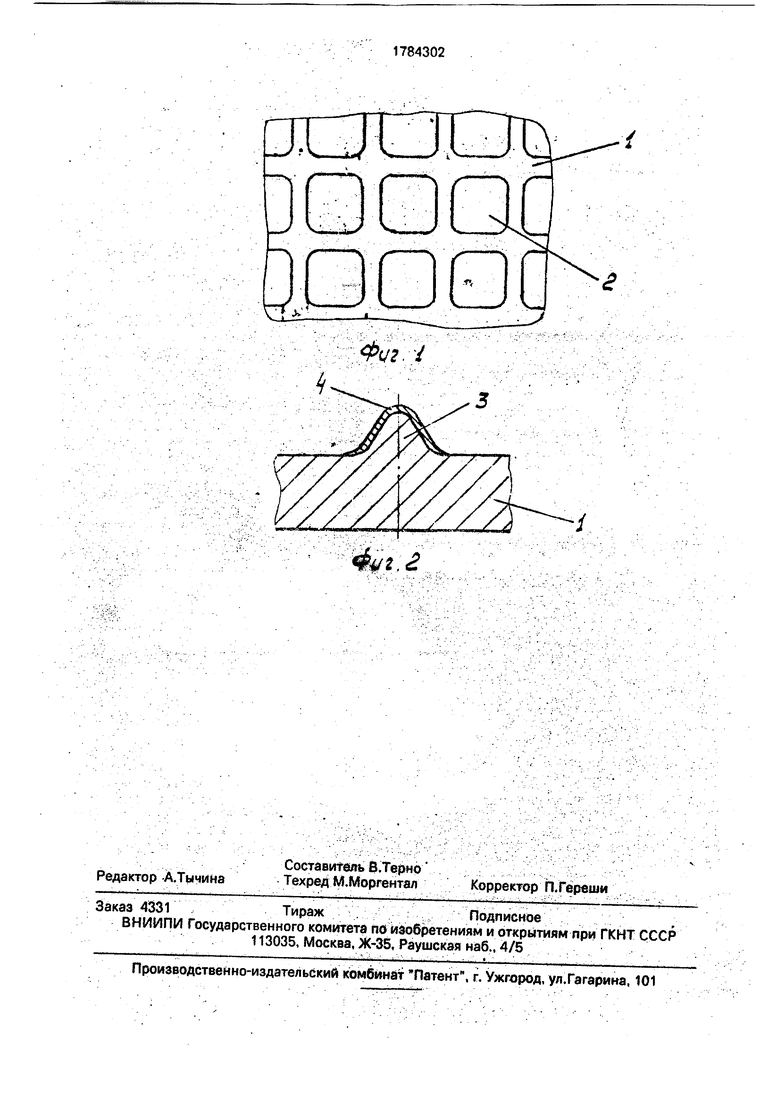
. Способ поясняется фиг.1 и 2.
Г Лиотодеа/ заготовка 1 содержит впади- н&2, выступы 5 с нанесенным на нихинтер i ж j&ZT bz-1
металлидны м покрытием 4. - . П p ntl€ p,lMa поверхность малоуглеродистой стали 08 Ю тблщиной 0,8 мм наносился прокаткой с удлинением заготовки 5% макрорельеф в виде однородных выступов и впадин.
Затем на вершины выступов нанесено интерметаллидное антифрикционное покрытие Fe-Mo-B толщиной 5 мкм, полученное с погружением на 40 мин в кипящий водный раствор, содержащий борной кислоты 25-30% и молибденового ангидрида 10-15%. После этого на обработанную поверхность наносилась технологическая смазка типа укренол-22, сульфофрезол или № 584 производства ЗРЗ Коммунар.
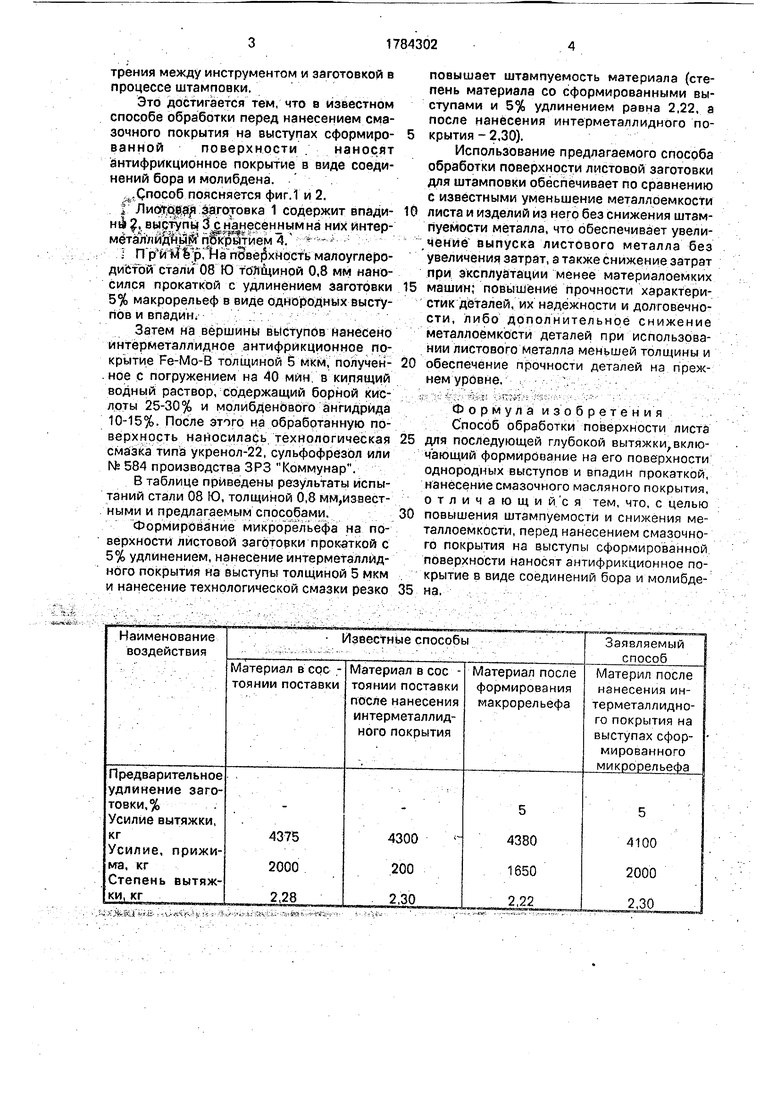
В таблице приведены результаты испытаний стали 08 Ю, толщиной 0,8 мм,извест- ными и предлагаемым способами.
Формирование микрорельефа на поверхности листовой заготорки прокаткой с 5% удлинением, нанесение интерметаллид- ного покрытия на выступы толщиной 5 мкм и нанесение технологической смазки резко
повышает штампуемость материала (степень материала со сформированными выступами и 5% удлинением равна 2,22, а после нанесения интерметаллидного покрытия - 2.30).
Использование предлагаемого способа обработки поверхности листовой заготовки для штамповки обеспечивает по сравнению с известными уменьшение металлоемкости
листа и изделий из него без снижения штам- пуемости металла, что обеспечивает увеличение выпуска листового металла без увеличения затрат, а также снижение затрат при эксплуатации менее материалоемких
машин; повышение прочности характеристик деталей, их надежности и долговечности, либо дополнительное снижение металлоемкости деталей при использовании листового металла меньшей толщины и
обеспечение прочности деталей на прежнем уровне.
V1
Формула изобретения Способ обработки поверхности листа
для последующей глубокой вытяжки,включающий формирование на его поверхности однородных выступов и впадин прокаткой, нанесение смазочного масляного покрытия, отличающийся тем, что, с целью
повышения штампуемости и снижения металлоемкости, перед нанесением смазочного покрытия на выступы сформированной поверхности наносят антифрикционное покрытие в виде соединений бора и молибдена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности листа | 1983 |
|
SU1084091A1 |
| Способ обработки поверхности листа | 1991 |
|
SU1821341A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ обработки поверхности листа | 1990 |
|
SU1719189A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2002 |
|
RU2212469C1 |
| Интенсификатор кипения для обработки стали | 1980 |
|
SU908485A1 |
| ХОЛОДНОКАТАНАЯ ПОЛОСА ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ 08Ю ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2007 |
|
RU2360977C2 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
Использование, подготовка листового металла для штамповки деталей для автомобилестроения Сущность изобретения прокаткой на поверхности листа формируют однородные выступы и впадины. Перед нанесением смазочного покрытия на выступах сформированной поверхности создают равное по толщине интерметаллидное антифрикционное покрытие в виде соединений бора и молибдена путем химической обработки. 2 ил , 1 табл.
.V
t;2
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ЛИСТОВОГО МЕТАЛЛА ДАВЛЕНИЕМ | 1972 |
|
SU427749A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очистки внутренней поверхности металлических труб | 1957 |
|
SU108409A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
