Изобретение относится к строительству и может использоваться при изготовлений бетонных и железобетонных строительных конструкций заводской готовности.
Целью изобретения является повышение качества отделки за счет сохранения структуры поверхностного слоя.
Сущность способа заключается в следующем.
На свежеотформованное изделие помещают устройство для отделки поверхности, которое перемещается в продольном направлении со скоростью 2-2,5 м/мин. В процессе движения перед уплотняющей плитой образуется столб смеси с подпорным дав- лением, определяемым высотой столба. В пределах зоны воздействия рабочей поверхности уплотняющей плиты осуществляют вибровоздействие с одновременным приложением статической нагрузки величиной 2000-ЗОООПа. Затем осуществляют гашение вибрации, сохраняя принудительную статическую нагрузку, которую постепенно уменьшают до 10-30 Па. При этом исключаются пластические деформации смеси и вы- плывание цементного молока.
На фиг. 1 показано устройство для отделки поверхности; а фиг. 2 показан вид по стрелке А на фиг. 1.
Устройство для отделки поверхности изделия 1 содержит рабочий орган с уплотняющей плитой 2, имеющей коробчатое поперечное сечение. Плита 2 снабжена вибратором 3 горизонтальных колебаний и
ю кэ
сь
пневмобаллоном 4, обеспечивающим принудительное статическое воздействие, Уплотняющая плита 2 смонтирована на портале 5 с помощью тяг 6 и амортизаторов 7, Кожух 8 уплотняющей плиты выполнен из стального листа, рабочая поверхность 9 которого контактирует с поверхностью бетонного изделий 1. Составной частью рабочего органа является заглаживающая плита 10, представляющая собой упругую пластину, нагруженную последовательно установленными пневмобаллонами 11, над которыми расположены упорные балки 12, закрепленные с помощью тяг 13 на портале 5. Крайние упорные балки жестко прикреплены к заглаживающей плите 10 и имеют ограничительные борта 14. Уплотняющая 2 и заглаживающая 10 плиты соединены концами внахлест через демпфирующую прокладку с пригрузом от баллона 15, давление которого равно давлению от баллона 4.
Способ осуществляется следующим образом. Панели внутренних стен 3x6 м, изготовленные в горизонтальном положении из тяжелого бетона М 300 с осадкой конуса 1-3 см, обрабатывались сразу после формования без промежуточных операций за два- три прохода. Первый проход калибрование осуществляют путем перемещения устройства для отделки поверхности в продольном направлении со скоростью 2-2,5 м/мин при вибровоздействии в зоне рабочей поверхности 9 уплотняющей плиты 2 с частотой 0,5-10 Гц и амплитудой 1-7 мм С одновременным приложением статической нагрузки 2000-3000 Па. В месте стыка плит 2 и 10 происходит гашение вибрации при сохранении прежней статической нагрузки, создаваемой пневмобаллоном 15. В зоне действия заглаживающей плиты 10 принудительная статическая нагрузка, обеспечиваемая пневмобаллонами 11, постепенно убывает до 10-30 Па. Второй проход - отделка при скорости продольного перемещения рабочего органа 1,3-1,5 м/мин с частотой вибровоздействия 100 Гц, амплитуда 0,03-0,02 мм при тех же условиях приложения статической нагрузки, Для получения панелей класса отделки поверхности
А1 - А2 осуществляют третий проход рабочего органа со скоростью 0,8-1,0 м/мин, частотой вибровоздействия 200 Гц, амплитудой 0,02-0,01 мм и указанной выше
статической нагрузкой.
В результате получают изделие высокого класса отделки поверхности, не требующей его доводки на стройке.
Формула изобретения
1. Способ отделки поверхности железобетонных изделий при их формовании, включающий разравнивание и заглаживание посредством приложения к рабочей поверхности поступательно перемещающейся постоянной статической нагрузки величиной 2000-3000 Па с последующим ее уменьшением до 10-30 Па и вибрационного воздействия, отличающийся тем, что, с целью повышения качества отделки за
счет сохранения структуры поверхностного слоя, приложение постоянной статической нагрузки осуществляют одновременно с вибрационным воздействием и после прекращения вибрации осуществляют равномерное уменьшение статической нагрузки. 2. Устройство для отделки поверхности железобетонных изделий при их формовании, содержащее смонтированные последо- вательно на портале уплотняющую с
возбудителем колебаний и заглаживающую плиты, отличающееся тем, что, с целью повышения качества отделки за счет сохранения структуры поверхностного слоя, оно снабжено расположенными последовательно по ходу движения пневмобаллонами, портал-расположенными последовательно под заглаживающей плитой упорными балками с поперечными ограничителями, уплотняющая и заглаживающая плиты
выполнены в виде упругих пластин с наклонными параллельно расположенными с нахлестом концами, контактирующими друг с другом посредством размещенной между ними демпфирующей прокладки, причем уплотняющая плита имеет коробчатое поперечное сечение и охватывает первый по ходу движения пневмобаллон, а остальные размещены между заглаживаю щей плитой и упорными балками.
ШШШ1ШШШ1Щ
$15 11 11 11121112.1/1211 if „ / / / /////// /&
IQUQUOUQUQUC
JL
ШШШШШЙ/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделки поверхности железобетонных изделий | 1985 |
|
SU1306720A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| ВИБРАЦИОННЫЙ РАБОЧИЙ ОРГАН БЕТОНООТДЕЛОЧНОЙ МАШИНЫ | 1999 |
|
RU2170665C2 |
| Установка для отделки бетонных поверхностей изделий | 1980 |
|
SU906705A1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ УКЛАДКИ БЕТОННЫХ СМЕСЕЙ, ПРЕИМУЩЕСТВЕННО ЖЕСТКИХ | 2008 |
|
RU2378447C1 |
| ДИСКОВАЯ ЗАГЛАЖИВАЮЩАЯ МАШИНА С ВИБРАЦИОННЫМ РАБОЧИМ ОРГАНОМ | 1997 |
|
RU2130379C1 |
| ВИБРАЦИОННАЯ ЗАГЛАЖИВАЮЩАЯ МАШИНА С КОЛЕБАНИЯМИ ТИПА "БЕГУЩАЯ ВОЛНА" | 2002 |
|
RU2229974C2 |
| МНОГОВАЛКОВЫЙ ВИБРАЦИОННЫЙ ЗАГЛАЖИВАЮЩИЙ РАБОЧИЙ ОРГАН | 2005 |
|
RU2299123C1 |
| РАБОЧИЙ ОРГАН В ВИДЕ БРУСА С ВИБРАЦИОННЫМИ СЕКТОРАМИ | 2004 |
|
RU2264912C1 |
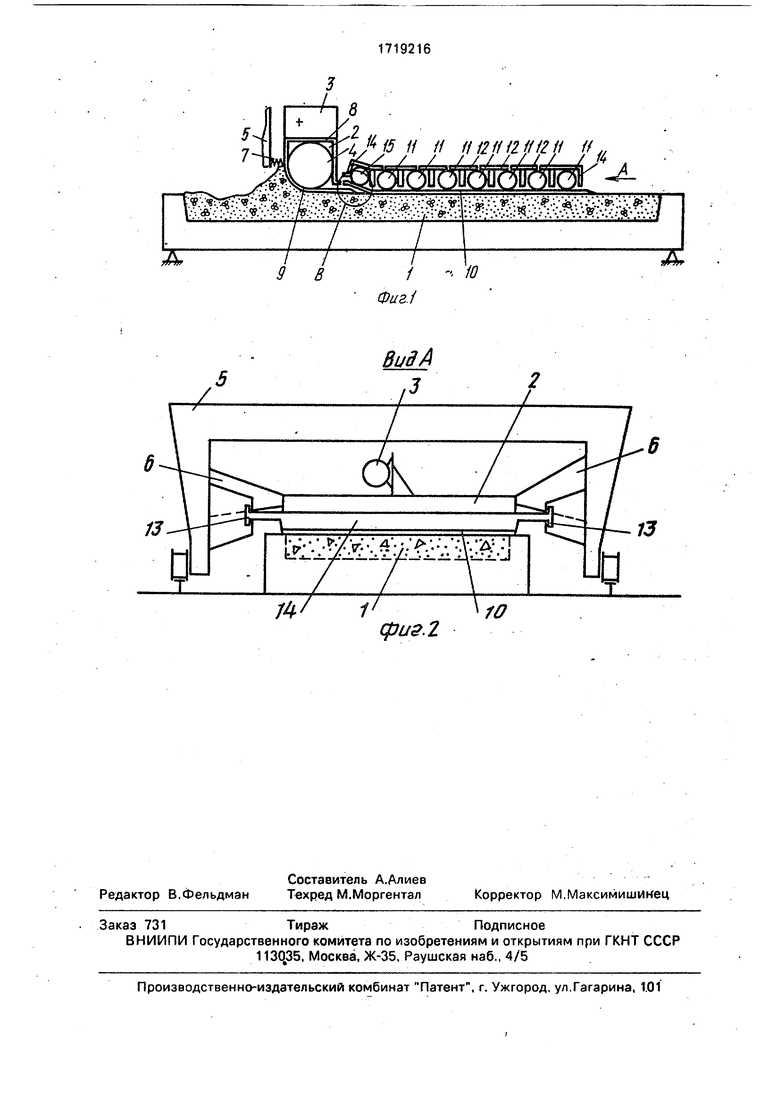
Изобретение относится к строительству и может использоваться в изготовлении бетонных и железобетонных строительных конструкций заводской готовности. Цель - повышение качества отделки за счет сохранения структуры поверхностного слоя, Заглаживающее устройство в виде вибролыжи и упругой пластины 10 перемещается в продольном направлении по поверхности изделия 1, осуществляя в зоне 1 воздействия на бетонную смесь вибрационное от вибратора 3 и статической нагрузки от пневмобаллона 4. В зоне Н за счет наличия ступенчатого стыка, снабженного демпфирующей прокладкой, осуществляется принудительное гашение вибрации при сохранении статической нагрузки. В зоне III через упругую пластину 10 осуществляют воздействие равномерно уменьшающейся статической нагрузке от пневмобаллона 15. 2 с.п. ф-лы, 2 ил. (Л
7/
/ /
/
13
К-/..Г :-:А-:;,/...
/
/4/
97г/.2
/
/ - Л7
ВиЗА /J
/
/
d
7J
| Способ отделки поверхности железобетонных изделий | 1985 |
|
SU1306720A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| УСТРОЙСТВО для ОТДЕЛКИ БЕТОННЫХ ПОКРЫТИЙ ДОРОГ | 0 |
|
SU218939A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
