Изобретение относится к неразру- шающему контролю и может быть использовано для определения механических свойств сварных соединений из стабильно-аустенитных высококремнистых хромоникелевых коррозионно-стойких сталей, в частности пластичности SQ и твердости НЕ.
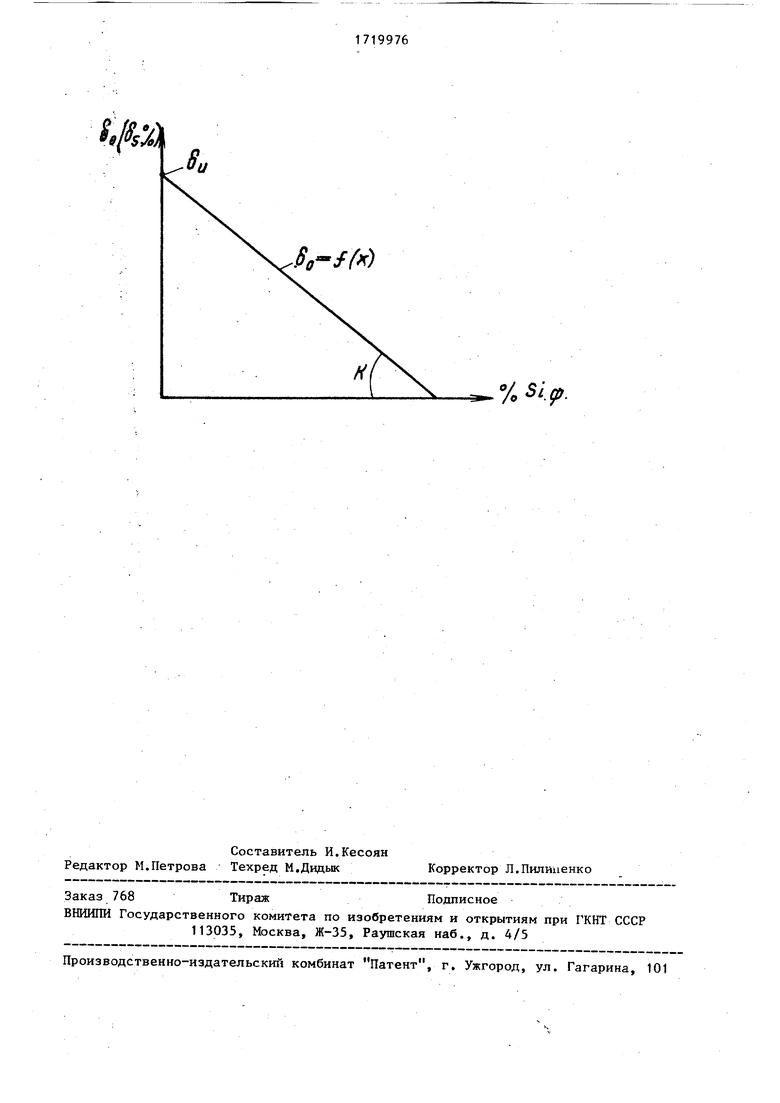
На чертеже представлена зависимость пластичности стали ЭП-794 от содержания силицидной фазы.
Установлено, что общим свойством стабильно-аустенитных высококремнистых хромоникелевых коррозионно-стойких сталей является выраженная ста- бильно-аустенитная микроструктура металла, высокая исходная пластичность и низкая исходная твердость. При этом последующее воздействие некоторых видов тепловой обработки (термический цикл сварки и технологические нагревы) приводят к ухудшению пластических характеристик. В частности, сварочный нагрев обуславливает падение показателей пластичности практически до нулевых значений Ј5, выдержки в диапазоне температур 600 - 900°С тоже уменьшают пластичность до 5 - 15% Ј5 против 35 - 40% &5 у стали в исходном состоянии. Термическая обработка (закалка с 1050°С в воду) способствует растворению силицидной фазы и тем.самым восстанавливает, у металла исходные пластические показатели. Установлено также, что наличие аргонодугового переплава и последующий термообработки резко сказывается на изменении микроструктуры и твердости металла. Так, если в исходном состоянии металл образцов имеет чисто аустенитную (без вторичных выделений) микроструктуру
СО
со j
05
и твердость 75 HRB, то аргонодуговой переплав приводит к некоторому (1,2 - 2,8%) выделению в микроструктуре ин- терметаллидных (силицидная фаза) комплексов, что обуславливает увеличение твердости в направленном слое от 81 - 92 HRB. Последующая термическая обработка способствует достижению у металла заданной твердости до 123 HRB из- за выделения в струкутре до 5,2% упрочняющей твердый раствор силицидной фазы.
Таким образом, причиной понижения пластических свойств сталей является выделение в металле (прежде всего в эвтектической составляющей микроструктуры, а также в приграничных областях аустенита) обогащенных кремнием ин- терметаллидных комплексов так называемой силицидной фазы. Установлено, что концентрация фазы в металле может служить количественным критерием его пластичности и твердости. Детальное
10
15
20
торых (с помощью аргонодуговой свар-- ки и соответствующей термообработки) обеспечивают различное количество силицидной фазы. Затем концентрацию этой фазы в металле определяют посред ством магнитных измерений (а также для контрольного сопоставления металлографическим и рентгеноетруктурным анализами). После этого образцы подвергают стандартным механическим испытаниям, установившим значения их пластичности (о5), %: 36,4; 33,5} 31,3{ 29,8; 26,4; 24,2; 20,5; 16,9; 14,2; 12,6; 9,8, 5,3} 2,8 и 0,5, при содержании в них магнитной фазы, %: 0,5 0,9} 1,2} 1,4;- 1,9; 2,2; 2,7; 3,,6, 3,8; 4,2, 4,8, 5,2; 5,5 соответственно (образцы 1 - 15).
Приведенная на чертеже графическая интерпретация этих результатов свидетельствует о том, что зависимости 0Q f(X) и НВ f(X) имеют линейный характер, причем параметр К опре сследование силицидной фазы (соста- 25 деляет угол их наклона к оси абсцисс.
Установление значений параметра К производят следующим образом. Пусть ои - исходная пластичность с нулевым содержанием интерметаллидной силицидной фазы (т.е. сертификационные дан- ные о свойствах стали), а 00 - пластичность металла с конкретным содержанием (X) силицидной фазы (экспери- ментально установленная посредством магнитных изменений и механических 35 испытаний), тогда К (Ји - $0):Х. При отсутствии сертификационных данных (т.е. значений Ји ) величину К определяют экспериментально, используя два тарировочных образца, по зависимости
ва, дисперсности, характера распределения и т.д.) позволяет выявить ее . новое свойство. Она обладает электромагнитными характеристиками, а поэтому может достаточно достоверно определяться (контролироваться) существующими магнитными средствами.
Магнитный способ неразрушающего контроля осуществляется следующим образом.
С помощью магнитометра по заранее полученным зависимостям определяют процентное содержание интерметаллид- ной силицидной фазы, пластичность 80 определяют, по формуле
Ј0 8Л - кх,
а твердость НВ определяют из соотношения
НВ В + КХ,
где йи - значение пластичности материала, не содержащего интер- металлидной силицидной фазы; В - значение твердости материала, . не содержащего интерме- таллидной силицидной фазы, X - определенное содержание ин- терметаллидной силицидной фазы, %;
К - коэффициент, зависящий от уровня легирования материала.
Пример . Используют 15 образцов из стали ЭП-794 в структуре ко
торых (с помощью аргонодуговой свар-- ки и соответствующей термообработки) обеспечивают различное количество силицидной фазы. Затем концентрацию этой фазы в металле определяют посредством магнитных измерений (а также для контрольного сопоставления металлографическим и рентгеноетруктурным анализами). После этого образцы подвергают стандартным механическим испытаниям, установившим значения их пластичности (о5), %: 36,4; 33,5} 31,3{ 29,8; 26,4; 24,2; 20,5; 16,9; 14,2; 12,6; 9,8, 5,3} 2,8 и 0,5, при содержании в них магнитной фазы, %: 0,5 0,9} 1,2} 1,4;- 1,9; 2,2; 2,7; 3,,6, 3,8; 4,2, 4,8, 5,2; 5,5 соответственно (образцы 1 - 15).
Приведенная на чертеже графическая интерпретация этих результатов свидетельствует о том, что зависимости 0Q f(X) и НВ f(X) имеют линейный характер, причем параметр К определяет угол их наклона к оси абсцисс.
Установление значений параметра К производят следующим образом. Пусть ои - исходная пластичность с нулевым содержанием интерметаллидной силицидной фазы (т.е. сертификационные дан- ные о свойствах стали), а 00 - пластичность металла с конкретным содержанием (X) силицидной фазы (экспери- ментально установленная посредством магнитных изменений и механических испытаний), тогда К (Ји - $0):Х. При отсутствии сертификационных данных (т.е. значений Ји ) величину К определяют экспериментально, используя два тарировочных образца, по зависимости
К (8, - &Ј):(Х4 - Х),.
где о и 0Ј ,Х и Хг - значения пластичности и содержания силицидной фазы в образцах.
Применительно к конкретному материалу значение коэффициента К определяют следующим образом.
Пусть В - исходная твердость материала с нулевым содержанием магнитной (силицидной) фазы, т.е. сертификационные данные о свойствах стали, например марки ЭП-794, а НВ - твердость материала с конкретным содержанием в нем (X) магнитной фазы, установленная экспериментально посредством соответствующих механических ис
пытаний и магнитных измерений на образце, тогда
К (НВ - В):Х.
В случае отсутствия сертификационных данных определение значений К производят, используя два тарировочных образца, имеющих различное содержание силицидной (магнитной) фазы, по зави- симости . ,
К--(НВС - НВ):(Хг- X,),
где НВ ,11Вг,Х1 и Х4 - экспериментально
установленные 1 значения твердости и содержания магнитной фазы в образцах.
Таким образом, параметр К опреде- ляют экспериментально-аналитическим путем, применяя при этом не более двух тарировочных образцов.
Применительно к конкретной марке стали его значения находятся довольно в узких пределах, что обеспечивает требуемую точность оценки пластических свойств.
G целью расширения технологических возможностей способ может быть пред- ложен для контроля качества сварных соединений рассматриваемых сталей, как позволяет достоверно и оперативно получить информацию о свойствах металла практически в любой точке соединения, определить необходимость проведения термической обработки сварных швов (или качество ее осуществления) на готовом изделии. Способ прост, не требует изготовления и
0
5
0
5
0 0
5
испытания специальных образцов-свидетелей.
Формула, изо бре тения
1.Магнитный способ неразрушающего контроля, заключающийся в том, что с помощью магнитометра получают магнитные характеристики контролируемого материала и по ним определяют его механические параметры, отличающийся тем, что, с целью расширения области применения за счет определения пластических свойств стабиль- но-аустенитных высококремнистых хро- моникелевых коррозионно-стойких сталей, в качестве магнитных характеристик используют процентное содержание X интерметаллидной силицидной фазы.
2.Способ по п.1, отличающийся тем, что пластичность материала определяют из соотношения
,
где OH - значение пластичности мате-, риала, не содержащего интерметаллидной силицидной фазы; К - коэффициент, зависящий от уровня легирования материала.
3.Способ по п.1, отличаю- щ и и с я тем, что твердость НВ материала определяют из соотношения НВ1 - Б + КХ, где В - значение твердости материала, не содержащего интерметаллидной силицидной фазы.
Приоритет по пунктам:
02.01.86по пп.1,2.
12.01.87по п.З.
&-//W
/.&Ч p.


| название | год | авторы | номер документа |
|---|---|---|---|
| Сталь | 1986 |
|
SU1315517A1 |
| Способ сварки плавлением | 1986 |
|
SU1333502A1 |
| Состав электродного покрытия для сварки аустанитных высококремнистых хромоникелевых сталей | 1986 |
|
SU1349940A1 |
| Состав электродного покрытия | 1985 |
|
SU1324807A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2265213C1 |
| Реактив для электролитического травления микрошлифов нержавеющей стали | 1985 |
|
SU1307285A1 |
| СПОСОБ КРИОГЕННОЙ ОБРАБОТКИ АУСТЕНИТНОЙ СТАЛИ | 2011 |
|
RU2464324C1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОПРОЧНОЙ АУСТЕНИТНОЙ СТАЛИ | 2011 |
|
RU2451754C1 |
| СПОСОБ КОМБИНИРОВАННОЙ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2010 |
|
RU2422541C1 |
| СТАЛЬ, ИЗДЕЛИЕ ИЗ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2270269C1 |
Изобретение касается неразрушающего контроля. С целью определения пластических свойств сварных соединений из стабильно-аустенитных высококремнистых хромоникелевых коррозионно-стойких сталей с помощью магнитометра измеряют процентное содержание X интерметаллидной силицидной фазы, пласттгность Оо определяют по формуле 80 0 - КХ, а твердость НВ - из соотношения НВ В + КХ, где ои - значение пластичности материала, не содержащего интерметаллидной силицидной фазы; К - коэффициент, зависящий от уровня легирования материала В -. значение твёрдости материала, не содержащего интерметаллидной силицидной фазы. 2 з.п. ф-лы, 1 ил.
| Самойлович Г.С | |||
| Неразрушающий контроль металлов и изделий | |||
| Справочник | |||
| М | |||
| : Машиностроение, 1976, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
