со со
00
Изобретение относится к неразрушающему контролю ультразвуковыми методами и может быть использовано при контроле качества изделий.t
Известен способ обнаружения дефектов в изделиях, заключающийся в том, что в контролируемое изделие излучают короткие импульсы упругих колебаний,
выделяют эхо-сигналы временным селек-JQ фиг.2 - суммарная спектральная характеристика, полученная на бездефектном участке изделия толщиной 150 мм из
15
20
25
тором и по форме спектра этих сигналов судят о наличии дефектов.
Данный способ не обладает достаточно высокой чувствительностью.
Наиболее близким по технической сущности к предлагаемому является способ, заключающийся в том, что располагают преобразователь с демпфером и пьезоштастиной в звукопроводящей среде над изделием, излучают пьезопластиной импульсы ультразвуковых колебаний в демпфер и звукопроводящую среду, принимают пьег.опластйной отраженные демпфером и изделием эхо-сигналы, фиксируют суммарный спектр донного эхо-сигнала от изделия и вспомогательного эхо- сигнала, измеряют значения частотных минимумов суммарного спектра и по ним определяют качество изделия. 30
Однако известный способ не позволяет контролировать изделия, имеющие большую толщину, из-за того, что для получения минимума в суммарном спектре в этом случае потребуется изготов- , ление преобразователя с демпфером, толщина которого должна быть соизмерима с толщиной изделия, что практически реализовать затруднительно.
Цель изобретения - расширение области применения путем обеспечения контроля изделий различной толщины.
Изобретение позволяет контролировать изделия толщиной от нескольких миллиметров до нескольких метров.
Изобретение касается акустических методов неразрушающего контроля.
Сущность изобретения состоит в том, что через звукопроводящий слой в контролируемое изделие излучают ультразвуковые импульсы, от передней грани изделия регистрируют эхо-сигнал, проиедший через звукопроводящий слой, пьезопластину и демпфер и отраженный свободной поверхностью демпфера. Толщины звукопроводящего слоя, пьезопластины и демпфера выбирают такими, чтобы время задержки между эхо- сигналом от свободной поверхности
40
45
50
стали, полученного диффузионной свар- -KoftJ на фиг.З - то же, на дефекте в виде строчечного непропара с максимальным размером по длине строчки 60 мкм и по раскрытию 5 мкм.
Способ осуществляется следующим образом.
Пьезопластина 6, работающая, например , в полосе частот от 4 до 6 МГц, возбуждается генератором 1 коротких импульсов. Пьезопластина 6 толщиной hn излучает через звукопроводящую жидкость 7 толщиной hja в изделие 8 толщиной Ьи ультразвуковые колебания с определенной максимальной частотой составляющей спектра, например 5 МГц. Ультразвуковые колебания, пройдя жидкую среду 7, разделяют на отраженный эхо-сигнал от передней . грани изделия 8, а остальная часть энергии колебаний проходит в изделие 8 и в виде донного эхо-сигнала возвращается обратно на пьезопластину 6. Отраженный от передней грани эхо-сигнал проходит путь обратно через звукопроводящую среду 7 и пьезопластину бив виде эхо-сигнала, отраженного свободной поверхностью демпфера 9, возвращается обратно на пьезопластину 6, которая преобразует задержанные друг относительно друга ультразвуковые эхо-сигналы в электрические импульсы. Эти эхо-импульсы усиливаются усилителем 2 и через временной селектор 3, который селектирует их от других мешающих сигналов, поступают на вход осцилл9графа 4 для индикации и на вход анализатора 5 спектра для анализа спектра. Высоту звукопроводящего слоя hjB и его материал выбирают такими, чтобы выполнялось условие задержки Между эхо-импульсами
55
демпфера и донным эхо-сигналом удовлетворяло определенной формуле. Измеряют частоты минимумов суммарного спектра принятых эхо-сигналов и определяют по ним качество изделия.
На фиг.1 приведена функциональная схема устройства, реализующего способ УЗ-контроля качества изделий; на
5
0
5
0
,
40
45
50
стали, полученного диффузионной свар- -KoftJ на фиг.З - то же, на дефекте в виде строчечного непропара с максимальным размером по длине строчки 60 мкм и по раскрытию 5 мкм.
Способ осуществляется следующим образом.
Пьезопластина 6, работающая, например , в полосе частот от 4 до 6 МГц, возбуждается генератором 1 коротких импульсов. Пьезопластина 6 толщиной hn излучает через звукопроводящую жидкость 7 толщиной hja в изделие 8 толщиной Ьи ультразвуковые колебания с определенной максимальной частотой составляющей спектра, например 5 МГц. Ультразвуковые колебания, пройдя жидкую среду 7, разделяют на отраженный эхо-сигнал от передней . грани изделия 8, а остальная часть энергии колебаний проходит в изделие 8 и в виде донного эхо-сигнала возвращается обратно на пьезопластину 6. Отраженный от передней грани эхо-сигнал проходит путь обратно через звукопроводящую среду 7 и пьезопластину бив виде эхо-сигнала, отраженного свободной поверхностью демпфера 9, возвращается обратно на пьезопластину 6, которая преобразует задержанные друг относительно друга ультразвуковые эхо-сигналы в электрические импульсы. Эти эхо-импульсы усиливаются усилителем 2 и через временной селектор 3, который селектирует их от других мешающих сигналов, поступают на вход осцилл9графа 4 для индикации и на вход анализатора 5 спектра для анализа спектра. Высоту звукопроводящего слоя hjB и его материал выбирают такими, чтобы выполнялось условие задержки Между эхо-импульсами
где fл , f - соответственно верхняя
и нцжняя частоты спектра отраженного демпфером эхо-сигнала на уровне
о,5 Гц;
,hn,h,,,hM - толщина звукопроводящего слоя, пьезопластины, демпфера и изделия соответственно, Mj с ,сп,Сд,си - скорость распространения ультразвуковых колебаний в материале звукопроводящей среды, пьезопластины, демпфера и изделия соответственно, м/с,
п 1,2,3
Установленная задержка между этими эхо-импульсами, которые анализирует анализатор 5 спектра, позволяет в суммарном спектре наблюдать один или несколько частотных минимумов (это зависит от выбираемой частоты в спектре донного эхо-сигнала и числа п 1,2,3,..., т.е. от величины за- держки) в интервале частот от f до f (граничные частоты f , и f 2 выбраны из условия наблюдения четкого контрастного интерференционного минимума) . По положению частотного ми- нимума в суммарном спектре, приведенном для бездефектного участка изделия на фиг.2, а для дефектного участка изделия на фиг.З, определяют качество изделия.
Формула изобретения
Способ ультразвукового контроля качества изделий, заключающийся в том, что располагают преобразователь с демпфером и пьезопластиной в звукопроводящей среде над изделием, излучают пьезопластиной импульсы ультразвуковых колебаний в демпфер и звукопроводящую среду, принимают пьезопластиной отраженные демпфером и из делием эхо-сигналы, фиксируют сум- ,, марный спектр донного эхо-сигнала от ,, изделия и вспомогательного эхо-сигнала, измеряют значения частотных минимумов суммарного спектра и по ним определяют качество изделия, отличающийся тем, что, с целью расширения области применения путем обеспечения контроля изделий различной толщины, в качестве вспомога - тельного эхо-сигнала используют эхо сигнал отраженный передней гранью изделия, прошедший через звукопроводящую среду, пьезопластину и демпфер и отраженный свободной поверхностью демпфера, а толщину звукопроводящего слоя между пьезопластиной и из-1- . делием и толщину h демпфера выбирают из условия
де f
1
Г л ™
соответственно верхняя и нижняя частоты спектра отраженного демпфером эхо-сигнала иа уровне 0,5 Гц;
,Ь„,Ьа,Ьи - толщины звукопроводящего слоя, пьезопластины,
демпфера и изделия соответственно, ы; , скорости распространения ультразвуковых колебаний в материале звукопроводящей среды, пьезопластины, демпфера и изделия
1-
си п
соответственно, м/с;
/,/y/z

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделия | 1987 |
|
SU1516782A1 |
| Способ ультразвукового контроля качества изделий | 1987 |
|
SU1471119A1 |
| Способ ультразвукового контроля качества изделий | 1988 |
|
SU1490631A1 |
| Способ ультразвукового контроля качества тонкостенных изделий и покрытий | 1991 |
|
SU1827620A1 |
| Устройство ультразвукового контроля качества изделий | 1990 |
|
SU1763971A1 |
| Способ ультразвукового контроля качества изделий | 1989 |
|
SU1668933A1 |
| Ультразвуковой способ измерения толщины покрытий изделий | 1984 |
|
SU1200119A1 |
| Способ ультразвукового контроля качества изделий с соединением сваркой давлением | 1987 |
|
SU1483353A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2011193C1 |
| Ультразвуковой преобразователь | 1980 |
|
SU868577A1 |

Изобретение относится к технике неразрушающего контроля ультразвуковыми (УЗ) методами. Целью изобретения является расширение области применения путем обеспечения контроля изделий различной толщины. Преобразователь с демпфером 9 и пьезопластиной 6располагают в звукопроводящей среде 7на заданном расстоянии над изделием 8. Генератор 1 посредством пьезо- пластины 6 возбуждает короткие импульсы УЗ-колебаний в демпфере 9 и изделии 8. Пьезопластина 6 принимает отраженные демпфером 9 и изделием 8 эхо-сигналы. Временной селектор 3 выделяет донный эхо-сигнал от изделия 8 и эхо-сигнал, отраженный передней гранью изделия 8, прошедший через звукопроводящую среду 7, пьезопласти- ну 6 и демпфер 9 и отраженный свободной поверхностью демпфера 9. С помощью анализатора 5 спектра фиксируют суммарный спектр выделенных эхо-сигналов, измеряют значения частотных минимумов суммарного спектра и по ним определяют качество изделия. 3 ил. $ IB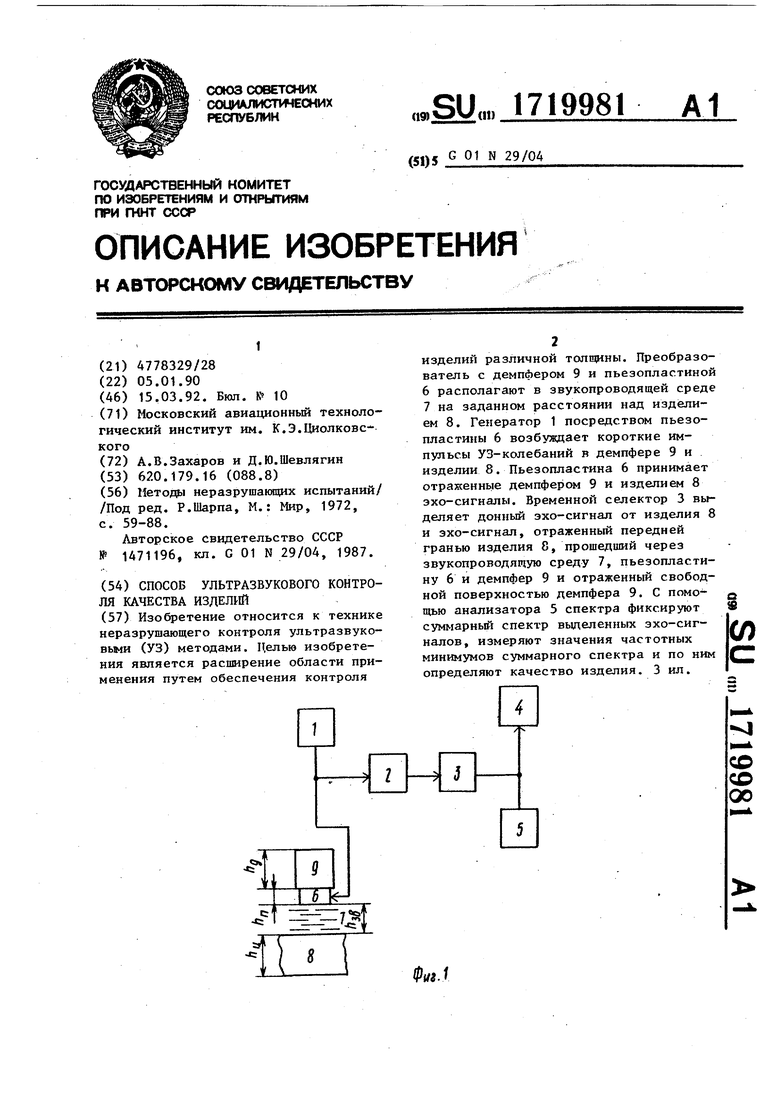
фиг z
44зг /ff)Jmt/7
Фиг.З
Составитель А.Захаров Редактор А.Лежнина Техред М.Дидык
Заказ 768
Тираж
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор М.Самборская
Подписное
| Методы неразрушающих испытаний/ /Под ред | |||
| Р.Шарпа, М.: Мир, 1972, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Устройство для управления динамической памятью | 1987 |
|
SU1471196A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
