Изобретение относится к неразрушающему контролю ультразвуковыми методами и может быть использовано при контроле качества материалов различных изделий, покрытий, а также сварных соединений.
Цель изобретения - повышение чувствительности и производительности контроля тонкостенных изделий и покрытий.
Сущность изобретения состоит в использовании обработки суммарных, задержанных относительно друг друга, двух импульсных сигналов анализатором спектра или измерения изменения амплитуды этих сигналов на экране ЭЛТ дефектоскопа. Эталонные эхо-импульсы, отраженные от эталонного образца (который без дефектов), и задержанные относительно их (или их опережающие) и когерентные им эхо-импульсы, отраженные от контролируемого изделия, поступают на анализатор спектра в виде электрических сигналов, который анализирует суммарный спектр этих сигналов, определяемый из выражения
I (t+t0)+g(t-to) I I F (a) +
+e ja toGHI fflFto)-G(u) + +4 IF (ш) I I G(w) I cos2 со to + 6(oj) 1/2,
где a) - 2 n f - значение частот спектра эхо-импульсов от изделия и эталонного образца, Гц;
to - время, соответствующее половине установленной задержки, сек;
F(u))-амплитудный спектр эхо-импульса от эталонного образца;
G( CL ) - амплитудный спектр эхо-импульса, отраженного от контролируемого изделия;
д( со Ф ( (у),аФ (ш )и )-фазыР( (а) и G(ш) соответственно. Из анализа уравнения (1) видно, что при одинаковых условиях отражения эхо-импульсов (от контролируемого изделия с каСО
с
со ю VI о
го о
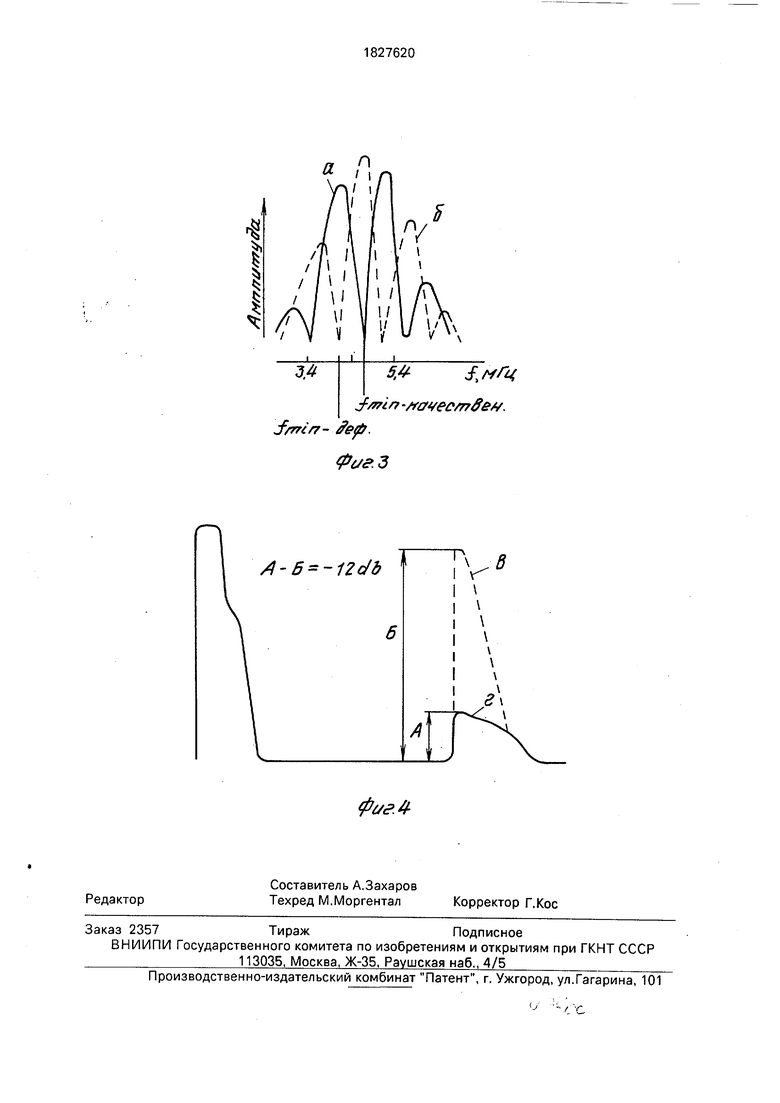
чественным участком и от эталонного образца) их амплитудные спектры и их фазы будут близки между собой (при одинаковых частотах излучения), что позволяет наблюдать один или более четкий интерференционный минимум в суммарном спектре (для качественного изделия этот минимум будет в одном определенном месте). Наличие дефектного участка (поры, расслоения, окисные пленки, непровары и др.) под ультразвуковым импульсом приведет к изменению величины фазы Ч (й) ) для каждой частотной составляющей в эхо-импульсе от контролируемого изделия, а следовательно, и величины разности фаз между эхо-импульсом и эхо-импульсом от эталонного образца - д ( ш), что приведет к другому положению частотного минимума в суммарном спектре для дефектного участка и позволит выявить дефект. Для повышения производительности контроля устанавливается такая задержка т, которая позволит получить в суммарном спектре первый частотный минимум (когда разность прохождения пути этих эхо-импульсов равна Я /2 на рабочей частоте колебаний в звукопроводящем материале). Такая величина задержки позволит получить минимальную амплитуду суммарного сигнала, так как установится интерференция на рабочей частоте эхо-импульсов. Причем минимум амплитуды устанавливается на качественном участке контролируемого изделия (или тест-образца для этого изделия) и при контроле изделия на дефектах амплитуда общего сигнала будет возрастать при установленной задержке, так как дефекты изменят величину сдвига фаз между этими эхо-импульсами и уже интерференционный минимум уйдет на другие частоты. Если наблюдать этот суммарный сигнал на экране дефектоскопа (на- пример УД2-12), который имеет резонансные усилители, настраиваемые на рабочие частоты преобразователя, то на качественном участке изделия будет наблюдаться на экране дефектоскопа импульс с минимальной амплитудой, а на дефектном участке амплитуда этого импульса будет значительно больше.
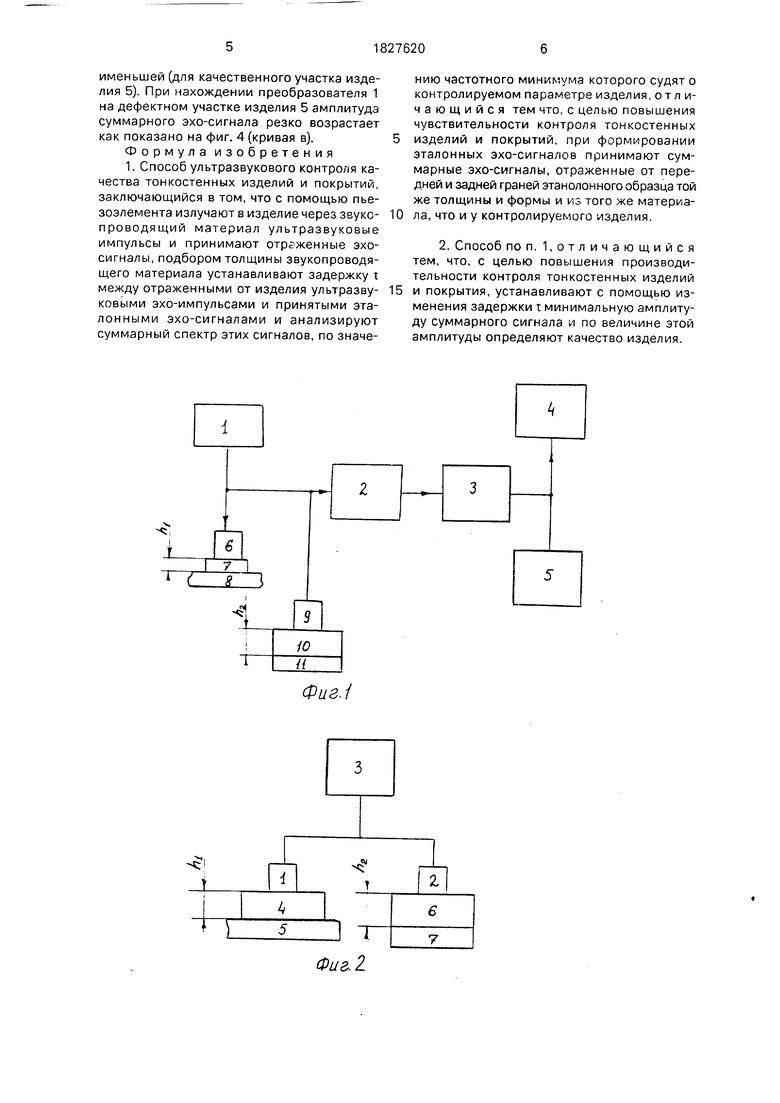
На фиг. 1 приведена функциональная блок-схема устройства, реализующего способ ультразвукового контроля качества тонкостенных изделий и покрытий по п. 1; на фиг. 2 приведена функциональная блок-схема устройства, реализующего этот способ по п. 2; на фиг. 3- положение частотного минимума в суммарном спектре на бездефектном участке пьезокерамики из ЦТС-19 толщиной 0,3 мм (а) и (б) - то же, на дефектном участке, микропары размером более 25 мкм), на фиг. 4 - амплитуда суммарного сигнала, полученного на ЭЛТ дефектоскопа УД2-12 для бездефектного участка указанной пьезокерамики в и г - то же, для дефектного участка).
Изобретение по п. 1 осуществляется следующим образом. Ультразвуковые преобразователи 6 и 9, например с рабочей
0 частотой 5 МГц, возбуждаются генератором 1 коротких импульсов. Преобразователь 6 излучает через звукопроводящий материал 7 толщиной hi ультразвуковые импульсы с определенным спектром частот с макси5 мальной составляющей в районе 5 МГц, а преобразователь 9 излучает через звукопроводящий материл 10 толщиной h2 с аналогичным спектром. Эти ультразвуковые импульсы доходя соответственно до изде0 лия 8 и эталонного образца 11, и после взаимодействия с ними, отражаются обратно, и приходят на соответствующие преобразователи 6 и 9 с примерно одинаковыми фазами и спектрами (если преобразователь 6
5 находится на качественном участке изделия 8). За счет разницы в толщинах hi и h2 ультразвуковые эхо-импульсы приходят с задержкой t по времени относительно друг друга на усилитель 2, далее селектируются вре0 менным селектором 3 и поступают на осциллограф 4 для индикации и на анализатор спектра 5 для контроля качества. В суммарном спектре этих эхо-импульсов будут наблюдаться частотные минимумы (от одного
5 и более, что зависит от величины t). Положение этих частотных минимумов будет зависеть от качества изделия. При наличии дефектов положение частотных минимумов изменяется, как показано на фиг. 3 (кривая
0 б).
Изобретение по п. 2 осуществляется следующим образом. Ультразвуковые преобразователи 1 и 2, например на рабочей частоте 5 МГц возбуждаются от дефектоско5 па 3. Преобразователь 1 излучает через звукопроводящий материал 4 толщиной hi ультразвуковые импульсы, падающие на изделие 5, а преобразователь 2 излучает через звукопроводящий материал 6 толщиной h2
0 ультразвуковые импульсы, падающие на эталонный образец 7. Эти ультразвуковые эхо-импульсы отражаются соответственно от границ раздела эталонного образца 7 с примерно одинаковыми амплитудами на ра5 бочей частоте с амплитудами эхо-импульсов от границ раздела изделия 5 (если преобразователь 1 находится на качественном участке изделия). Подбираем разницу толщин hi и П2 такой, чтобы на ЭЛТ дефектоскопа 3 амплитуда суммарного эхо-сигнала была наименьшей (для качественного участка изделия 5). При нахождении преобразователя 1 на дефектном участке изделия 5 амплитуда суммарного эхо-сигнала резко возрастает как показано на фиг. 4 (кривая в). Формула изобретения 1. Способ ультразвукового контроля качества тонкостенных изделий и покрытий, заключающийся в том, что с помощью пье- зоэлемента излучают в изделие через звуко- проводящий материал ультразвуковые импульсы и принимают отргженные эхо- сигналы, подбором толщины звукопроводящего материала устанавливают задержку t между отраженными от изделия ультразвуковыми эхо-импульсами и принятыми эталонными эхо-сигналами и анализируют суммарный спектр этих сигналов, по значению частотного минимума которого судят о контролируемом параметре изделия, отличающийся тем что, с целью повышения чувствительности контроля тонкостенных
изделий и покрытий, при формировании эталонных эхо-сигналов принимают суммарные эхо-сигналы, отраженные от передней и задней граней этанолонного образца той же толщины и формы и из того же материала, что и у контролируемого изделия.
2. Способ по п. 1,отличающийся тем, что, с целью повышения производительности контроля тонкостенных изделий и покрытия, устанавливают с помощью изменения задержки t минимальную амплитуду суммарного сигнала и по величине этой амплитуды определяют качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля изделия | 1987 |
|
SU1516782A1 |
| Способ ультразвукового контроля качества изделий | 1989 |
|
SU1668933A1 |
| Способ ультразвукового контроля качества изделий | 1987 |
|
SU1471119A1 |
| Способ ультразвукового контроля качества изделий | 1990 |
|
SU1719981A1 |
| Ультразвуковой способ измерения толщины покрытий изделий | 1984 |
|
SU1200119A1 |
| Способ ультразвукового контроля качества изделий | 1988 |
|
SU1490631A1 |
| Способ ультразвукового контроля качества изделий с соединением сваркой давлением | 1987 |
|
SU1483353A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ | 1991 |
|
RU2011193C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2613567C1 |
Изобретение относится к неразрушающему контролю ультразвуковыми методами и может быть использовано при контроле качества материалов различных изделий, покрытий и сварных соединений. Цель изобретения - повышение чувствительности контроля тонкостенных изделий и покрытий -достигается за счет того, что при формировании эталонных эхо-сигналов принимают суммарные эхо-сигналы отраженные от передней и задней граней эталонного образца той же толщины и формы и из того же материала, что и контролируемое изделие, а для повышения производительности контроля тонкостенных изделий и покрытия устанавливают минимальную амплитуду суммарного сигнала с помощью изменения задержки т. 1 з.п.ф-лы, 4 ил.
-с
с
Фиг.1
Т Фиг.2.
j/Trin -#0чест0ен. Jsrrin- #efi.
Pt/e.3
| Методы неразрушающих испытаний | |||
| Под ред | |||
| Р.Шарпа.М.: Мир, 1972, с.59-88 | |||
| Ультразвуковой способ измерения толщины покрытий изделий | 1984 |
|
SU1200119A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
