(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
1
Изобретение относится к контрода качества и может быть использовано в уяьтразвуковс сварочном оборудовании для контроля и управления процессом сварки.
Известно устройство контроля качеством и управления процессом свар|ки по импедансу зоны микросварки, которое содержит задающий генератор, усилитель мощности, коммутирующее устройство, преобразователь, концентратор, логарифмический усилитель, дифференциальный усилитель, выпрямитель, схему сравнения блока номинального значения. Устройство работает следующим образрм: с двух да чиков, расположенных на концентраторе в непосредственной близости от зоны микросварки, снимаются сигналы, пропорциональные амплитуде смещения преобразователя в точке крепления датчика. Эти сигналы преобразуются и сравниваются с эталонным. Полученный сигнал рассогласования с помощью блока коммутации управляет работой усилителя мощности l.
Однако данное устройство позволяет контролировать качество соеди1нений только при конкретных значениях технологических- режимов и
1свойств соединяемых материаловj.вы; зывает необходимость в коррекций всего измерительного тракта.
В промышленных ультразвуковых сварочных установках для согласования генератора с эл ектроакустическим |преобразователем используют метод па;раллельной или последовательной компенсации реактивности преобразовате10ля.
В генераторе компенсации реактивности преобразователь осуществляется с помощью набора емкостей, расположенных на его выходе. .
15 ; Недостатком такой компенсации является то, что она не учитывает изменение технологических параметров режима сварки в процессе сварки (в данном случае изменение реактивной
20 состав л яю1чей импеданса) .
Цель изобретения - повышение качества сварного соединения путем управления активной мощностью в зоне сварки.
25
Поставле1Шая цель достигается тем, что -в устройство, содержащее задающий генератор, усилитель мощности и схему выделения сигнала, уведены фазовращатель фазометр,
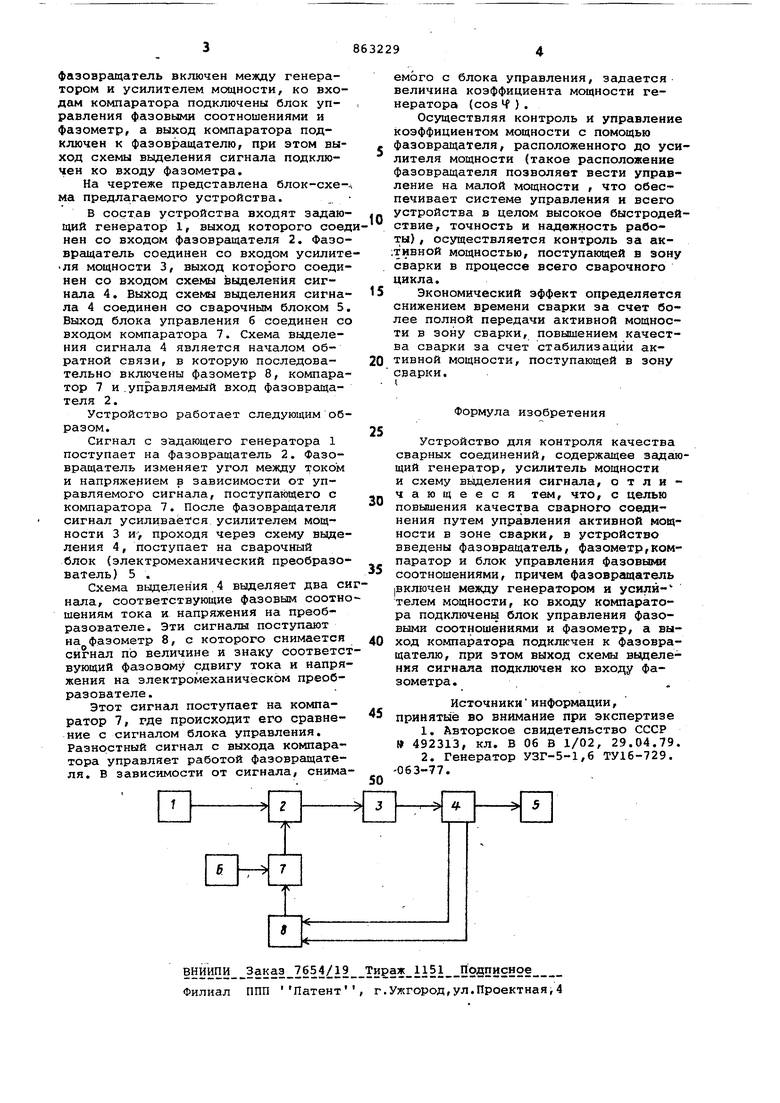
30 компаратор и блок управления, причем фазовращатель включен между генератором и усилителем мощности, ко входам компаратора подключены блок управления фазовыми соотношениями и фазометр, а выход компаратора подключен к фазовращателю, при этом выход схемы выделения сигнала подключен ко входу фазометра. На чертеже представлена блок-схема предлагаемого устройства. В состав устройства входят задающий генератор 1, выход которого соед нен со входом фазовращателя 2. Фазовращатель соединен со входом усилите ля мощности 3, выход которого соединен со входом схемы ;выделенйя сигнала 4. Выход схемы выделения сигнала 4 соединен со сварочным блоком 5 Выход блока управления б соединен со входом компаратора 7. Схема выделения сигнала 4 является началом обратной связи, в которую последовательно включены фазометр 8, компаратор 7 и.управляемый вход фазовращателя 2. Устройство работает следующим образом. Сигнал с задающего генератора 1 поступает на фазовращатель 2. Фазовращатель изменяет угол между током и напряжением в зависимости от управляемого сигнала, поступающего с компаратора 7. После фазовращателя сигнал усиливается усилителем мощности 3 и проходя через схему выделения 4, поступает на сварочный блок (электромеханический преобразователь) 5 . Схема выделения 4 выделяет два си нала, соответствующие фазовым соотно шениям тока и напряжения на преобразователе. Эти сигналы поступают на фазометр 8, с которого снимается сигнал по величине и знаку соответст вующий фазовому сдвигу тока и напряжения на электромеханическом преобразователе. Этот сигнал поступает на компаратор 7, где происходит его сравнение с сигналом блока управления. Разностный сигнал с выхода компаратора управляет работой фазовращателя. В зависимости от сигнала, снима емого с блока управления, задается величина коэффициента мощности генератора {cos Ч ) . Осуществляя контроль и управление коэффициентом мощности с помощью фазовращателя, расположенного до усилителя мощности (такое расположение фазовращателя позволяет вести управление на малой мощности , что обеспечивает системе управления и всего устройства в целом высокое быстродействие, точность и нгщвжность работы) , осуществляется контроль за ак;тивной мощностью, поступающей в зону сварки в процессе всего сварочного цикла. Экономический эффект определяется снижением времени сварки за счет более полной передачи активной мощности в зону сварки, повышением качества сварки за счет стабилизации активной мощности, поступающей в зону сварки. Формула изобретения Устройство для контроля качества сварных соединений, содержащее задающий генератор, усилитель мощности и схему вьоделения сигнала, отличающееся тем, что, с целью повышения качества сварного соединения путем управления активной мощности в зоне сварки, в устройство введены фазовращатель, фазометр,компаратор и блок управления фазовыют соотношениями, причем фазовргодатель |Включен между генератором и усилйтелем мощности, ко входу компаратора подключены блок управления фазовыми соотношениями и фазометр, а выход компаратора подключен к фазовращателю, при этом выход схемы вьаделения сигнала подключен ко входу фазометра. Источникиинформации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 492313, кл. В Об В 1/02, 29.04.79. 2.Генератор УЗГ-5-1,б ТУ16-729. -063-77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля параметров при ультразвуковой сварке | 1979 |
|
SU880667A1 |
| Устройство для ультразвуковой сварки | 1978 |
|
SU781000A1 |
| Устройство для контроля качества соединений при ультразвуковой микросварке | 1977 |
|
SU677852A1 |
| Установка для ультразвуковой микросварки | 1989 |
|
SU1719178A1 |
| Устройство для контроля качества сварных соединений при ультразвуковой точечной сварке | 1979 |
|
SU872123A1 |
| Устройство для контроля процесса точечной сварки | 1988 |
|
SU1558609A1 |
| Установка для ультразвуковой микросварки | 1983 |
|
SU1212740A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| Устройство для получения сварочного импульса | 1978 |
|
SU725842A1 |
| Устройство для ультразвуковой сварки полимерных материалов | 1989 |
|
SU1687442A1 |
