. Изобретение относится к металлургии, в частности к чугунолитейному производству, и может быть Использовано в устройствах для изготовления и ремонта футеровки вагранок.
Известна установка для ремонта футеровки (1), содержащая устройство для подачи огнеупорной массы и шаблон с механизмами подъема и поворота, выполненный в виде двух соосно установленных обечаек, причем верхняя обечайка смонтирована на приводном валу механизма поворота и снабжена ножами, установленными на ее верхней кромке по периметру, а выходное отверстие сопла выполнено заподлицо с боковой поверхностью верхней обечайки и установлено под углом к вертикальной и горизонтальной плоскостям в направлении сверху вниз.
Такая конструкция не обеспечивает высокого качества ремонта футеровки, так как в течении всего процесса ремонта футеровки происходит заполнение огнеупорной массой постоянно изменяющихся
V|
ю
Ј
ю го
(увеличивающихся или уменьшающихся) в объеме пустот между выгоревшей поверхностью футеровки и боковой поверхностью шаблона. Это вызывает значительные переходы неровностей торцовых поверхностей формирующих слоев футеровки со смещением оси шаблона относительно оси футеруемого пространства, что приводит к снижению качества футеровки. Кроме того, производительность установки является недостаточной, поскольку формирование футеровки по периметру емкости происходит постепенно в процессе подачи массы через отверстие в боковой поверхности верхней лишь за полный ее оборот.
Известен также шаблон для футеровки вагранки (2), выбранный за прототип, который состоит из двух соосно установленных и выполненных в виде перевернутых стаканов обечаек, верхняя из которых снабжена механизмом вращения, а ее боковая поверхность выполнена в виде спирали и наклонена Относительно оси вращения, причем в зоне наименьшего радиуса спирали на днище верхней обечайки расположено отверстие для подачи футеровочной смеси.
В данном устройстве поступающая через отверстие в верхней обечайке огнеупорная смесь попадает на неподвижное днище нижней обечайки в зоне наименьшего радиуса витка спирали, при повороте которой смесь распределяется по краю периметра неподвижного днища нижней обечайки и сбрасывается с него наклонной боковой поверхностью витка спирали в футеруемое пространство. По мере поступления огнеупорной смеси происходит уплотнение фу- теруемого слоя боковой наклонной поверхностью вращающегося витка спирали.
Следует отметить, что боковая поверхность верхней обечайки, выполненная в виде полного витка спирали, ассиметрично удалена от оси вращения верхней обечайки. По периметру ее боковой поверхности возникают различные по величине центробежные силы, что приводит к смещению оси верхней обечайки и шаблона в целом относительно оси футеруемого пространства, и следовательно, к изменению толщины футеруемого слоя л о высоте, что значительно снижает качество футеровки. Кроме того, ассимметричное расположение боковой поверхности верхней обечайки относительно оси ее вращения приводит к изменению по периметру спирали величины и направления тангенциальной составляющей, что также смещает ось шаблона в процессе футерования относительно оси футеруемого пространства, а следовательно, приводит к
снижению качества футеровки. Кроме того, производительность шаблона является недостаточной, поскольку верхняя обечайка выполнена из одной части и имеет одно загрузочное отверстие. Следует отметить, что такое выполнение шаблона соответствует лишь одному типоразмеру получаемой футеровки, что исключает возможность создания унифицированного шаблона,
0 обеспечивающего формирование футеро- вок для целого ряда типоразмеров.
Целью изобретения является повышение качества футеровки и повышение его производительности.
5 Дополнительной целью изобретения является расширение технологических возможностей.
Поставленная цель достигается за счет того, что верхняя обечайка шаблона состав0 лена из нескольких одинаковых и симметрично расположенных относительно оси вращения разъемных частей, которые установлены с возможностью их смещения в плоскости разъема.относительно оси вра5 щения. Такое выполнение верхней обечайки исключает в процессе футерования смещение оси шаблона от оси футеруемого пространства, что повышает качество футеровки, увеличивает технологические воз0 можности шаблона. За счет использования одного шаблона для футерования вагранок различных типоразмеров увеличивают его производительность, поскольку выполнение верхней обечайки из нескольких одина5 ковых частей позволяет увеличить расход огнеупорной смеси за один оборот верхней обечайки. Разделение верхней обечайки, например, на две одинаковые части и симметричное их расположение относительно
0 оси вращения приводит к тому, что возникающие центробежные силы одной части верхней обечайки уравновешивают как по величине, так и по направлению возникающие центробежные силы второй части. Кро5 ме того, происходит уравновешивание тангенциальных усилий возникающих в одной части верхней обечайки тангенциальными усилиями другой части. Причем уравновешивание также происходит как по
0 величине так и по направлению тангенциальных усилии. Таким образом, а процессе футерования исключается смещение оси шаблона относительно оси футеруемого пространства, что значительно повышает
5 качество футеровки за счет сохранения толщины футеровки по ее высоте. Кроме того, выполнение верхней обечайки из двух одинаковых частей позволяет за счет загрузочного отверстия второй части верхней обечайки увеличить расход футеровочной
массы за один оборот обечайки, что повышает в два раза производительность шаблона.
Следует отметить, что выполнение разъемных частей верхней обечайки с возможностью их смещения относительно оси вращения в плоскости разъема позволяет получить футеровки различных типоразмеров за счет изменения величины наружного размера верхней обечайки путем сближения или раздвижения ее частей по плоскости разъема, что расширяет технологические возможности шаблона и упрощает ввод шаблона в подвое пространство вагранки. Таким образом, предлагаемое устройство позволяет повысить качество получаемой футеровки, значительно увеличить производительность шаблона и расширить технологические его возможности.
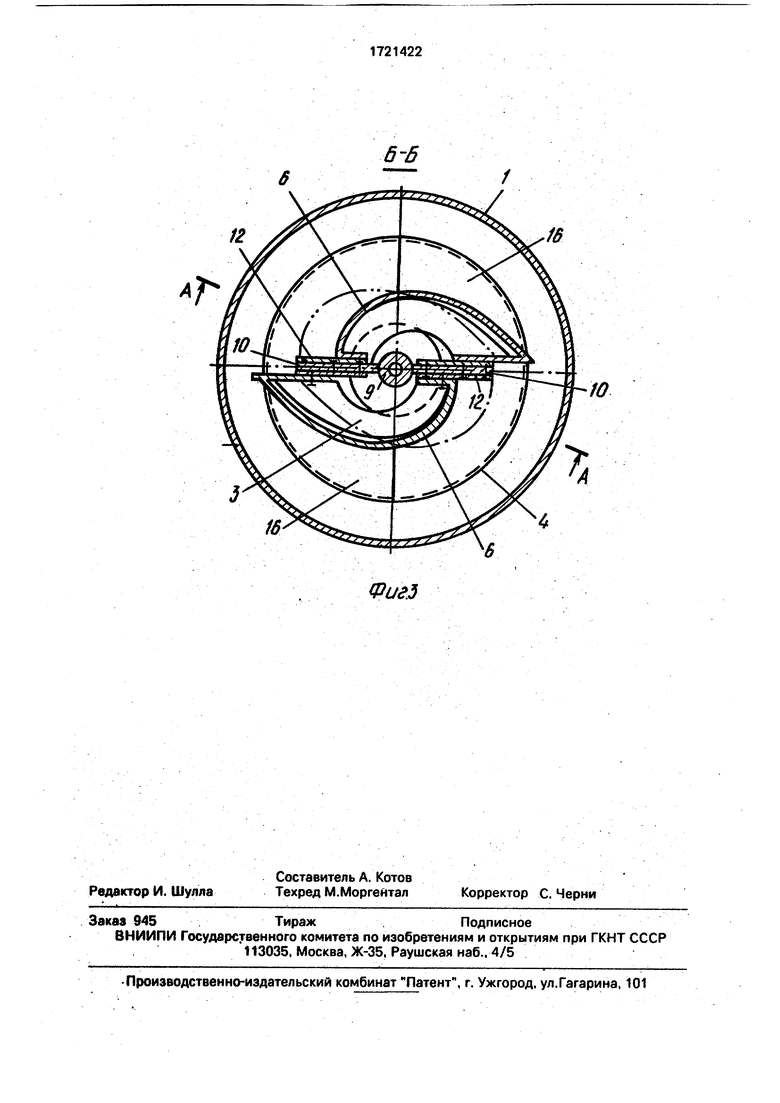
На фиг. 1 изображен шаблон для футеровки вагранки; на фиг. 2 - то же, вид сверху; на фиг.З - разрез Б-Б на фиг. 1.
Шаблон для футеровки вагранки установлен в горне вагранки 1 на конце телескопической стрелы 2 подъемного механизма и состоит из верхней 3 и нижней 4 обечаек, которые установлены соосно и выполнены в виде перевернутых стаканов, причем верхняя обечайка 3 снабжена механизмом 5 вращения и выполнена из двух одинаковых и симметрично расположенных относительно оси вращения частей б, каждая из которых в поперечном сечении выполнена в форме спирали, боковая поверхность которой имеет постоянно возрастающий наклон в направлении, обратном вращению верхней обечайки 3. В днищах 7 частей 6 в зонах наименьшего радиуса спиралей расположено по одному отверстию 8 для подачи огнеупорной смеси в шаблон. На поворотной втулке 9 механизма 5 вращения жестко закреплены два радиальных и симметрично расположенных относительно оси вращения ребра 10, по обе стороны которых с возможностью разъема закреплены посредством ребер 12 днища 7 частей 6 верхней обечайки 3. Нижняя обечайка 4 состоит из нескольких радиально расположенных относительно оси шаблона ребер 13, жестко соединенных между собой двумя горизонтальными верхним 14 и нижним 15 кольцами. На нижнем кольце установлен механизм 5 вращения верхней обечайки 3, а на верхнем закреплены с возможностью снятия два симметрично расположенных с плоскими верхними днищами 16 одинаковых полуцилиндра 17, которые образуют боковую цилиндрическую поверхность нижней обечайки 4. Диаметр днища верхней обечайки 3 больше диаметра днища нижней обечайки 4, причем диаметры днища нижней обечай- 5 ки 4 и ее боковой поверхности равны.
Устройство работает следующим образом.
С помощью, например, телескопической стрелы 2 шаблон вводят в горн вагран- 10 ки 1. Одновременно с началом вращения верхней обечайки 3 обеспечивают подачу огнеупорной смеси в шаблон через два отверстия 8 днищ 7. Далее огнеупорная смесь попадает на плоскую поверхность днища 16 15 в зонах наименьшего радиуса спиралей и сбрасывается с нее одновременно двумя боковыми наклонными поверхностями составных частей б обечайки 3 в футеруемое пространство. Идентичность выполнения 0 составных частей 6 и симметричность их расположения относительно оси вращения верхней обечайки 3 позволяет исключить смещение ее оси в процессе вращения обечайки, поскольку происходит взаимное 5 уравновешивание возникающих центробежных и тангенциальных сил составных частей верхней обечайки 3. Следует отметить, что за один поворот верхней обечайки 3 вдвое увеличивается расход огнеупорной 0 смеси подаваемой в шаблон через отверстия 8 составных частей 6. При необходимости выполнения другой футеровки большего или меньшего диаметров соответственно сдвигают или раздвигают составные части 5 обечайки 3 по плоскости их разъема, устанавливают их симметричность относительно оси вращения и монтируют нижнюю обечайку 4.
Формула.изобретения 01. Шаблон для футеровки вагранки, содержащий две соосно установленные обечайки, выполненные в виде перевернутого стакана, механизм вращения верхней обечайки, отличающийся тем, что,.с целью 5 повышения качества футеровки и производительности, верхняя обечайка выполнена из нескольких частей, симметрично распо- . ложенных относительно оси обечайки и имеющих в поперечном сечении форму спи- 0 рали, при этом в каждой составной части выполнено отверстие для подачи футеро- вочной смеси.
2. Шаблон по п. 1, о т л и ч a to щ и и с я
тем, что, с целью расширения технологи5 ческих возможностей, составные части
выполнены разъемными и установлены с
возможностью радиального их смещения.
OJ
см
NT
см
Г-оо
f
52 .
L
м
I
16
te
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для футеровки вагранки | 1986 |
|
SU1372167A1 |
| Шаблон для футеровки вагранки | 1987 |
|
SU1511560A2 |
| Шаблон для футеровки вагранки | 1988 |
|
SU1589019A2 |
| Установка для ремонта футеровки | 1982 |
|
SU1084574A1 |
| Регулируемый шаблон для изготовления футеровки сталеразливочных ковшей | 1983 |
|
SU1088877A1 |
| ТОПКА ТЕПЛОГЕНЕРАТОРА ДЛЯ СЖИГАНИЯ ДРЕВЕСНЫХ ОТХОДОВ И ТЕПЛОГЕНЕРАТОР | 2019 |
|
RU2718384C1 |
| Фурма для донной продувки металла | 1982 |
|
SU1067054A1 |
| Шаблон для футеровки металлургических ковшей | 1987 |
|
SU1565578A1 |
| Устройство для футеровки трубных мельниц | 1988 |
|
SU1678449A1 |
| Шаблон для футеровки металлургических ковшей | 1986 |
|
SU1364395A1 |
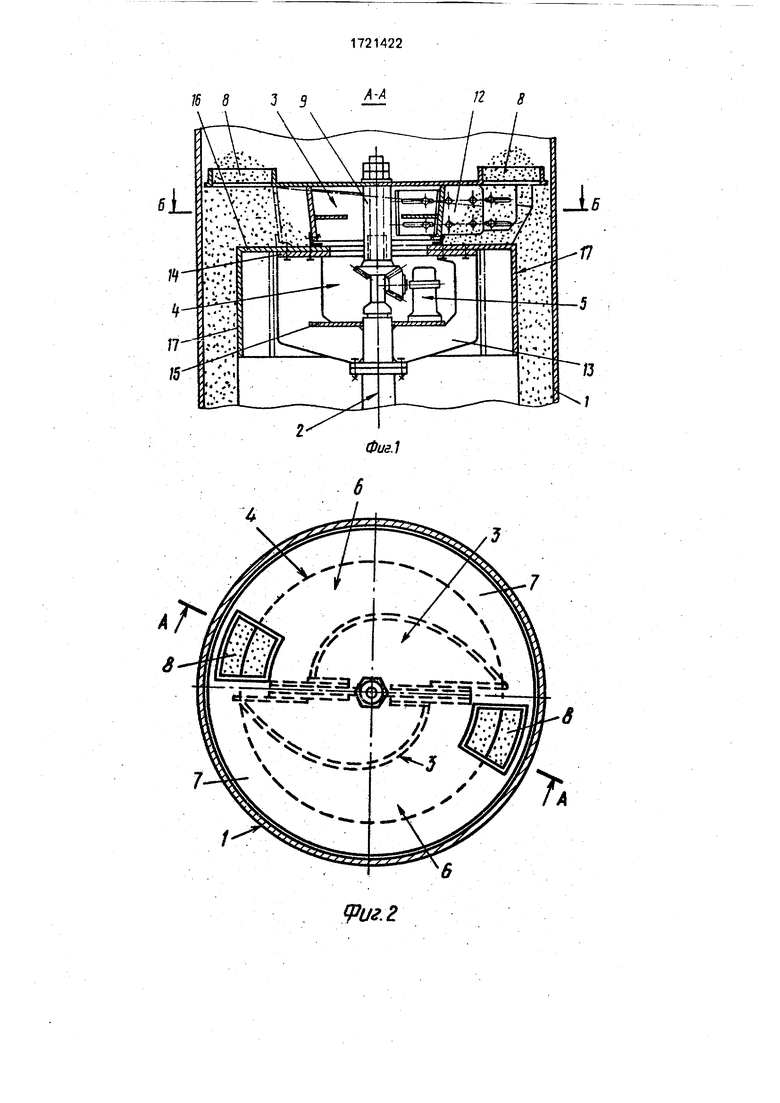
Изобретение относится к металлургии, в частности к чугунолитейному производству, и может быть использовано в устройствах для изготовления и ремонта футеровок вагранок. Цель изобретения - повышение качества футеровки и производительности, а также расширение технологических возможностей. Шаблон состоит из верхней 3 и нижней 4 обечаек. Верхняя обечайка 3 снабжена механизмом 5 вращения и выполнена из нескольких частей, симметрично расположенных относительно оси обечайки и имеющих в поперечном сечении форму спирали, причем в каждой составной части выполнено отверстие 8 для подачи огнеупорной смеси в шаблон. Составные части шаблона выполнены разъемными с возможностью радиального их смещения, что позволяет футеровать вагранки различных диаметров. С помощью телескопической стрелы 2 шаблон устанавливают в горн вагранки 1. При вращении верхней оболочки 3 через отверстия 8 обеспечивают подачу огнеупорной смеси в шаблон. Огнеупорная смесь попадает на поверхность днища 1.6. с которого боковыми поверхностями составных частей формовочная смесь сбрасывается и уплотняется -в футеруемом пространстве. Выполнение верхней обечайки из нескольких симметричных относительно оси обечайки частей позволяет исключить смещение оси обечайки в процессе выполнения футеровки повысить производительность шаблона. 1 з. п. ф-лы, 3 ил. « ч fe
ФигЗ
| Установка для ремонта футеровки | 1982 |
|
SU1084574A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Шаблон для футеровки вагранки | 1986 |
|
SU1372167A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
