сл
оо
N3
О5
верхней обечайки 7 относительно неподвижного днища 10 нижней обечайки 8 происходит распределение поступающей смеси по периметру неподвижного днища 10 и одновременно сброс огнеупорной смеси с поверхности днища боковой поверхностью вращающегося витка спирали в зазор между выгоревшей поверхностью футеровки 1 и боковой поверхностью шаблона. По мере заполнения выгоревшего пространства смесью по периметру футеровки за счет вращения обечайки 7 поверхностью витка происходит уплотнение формируемого слоя футеровки 1, после чего начинают осуществлять постоянный и равномерный подъем шаблона при помощи подъемного механизма. После выполнения ремонта футеровки 1 по всей требуемой высоте вагранки 2 прекращают подачу смеси из расходного бункера 17, шаблон опускают и выводят из вагранки. 3 з.п. ф-лы, 6 ил.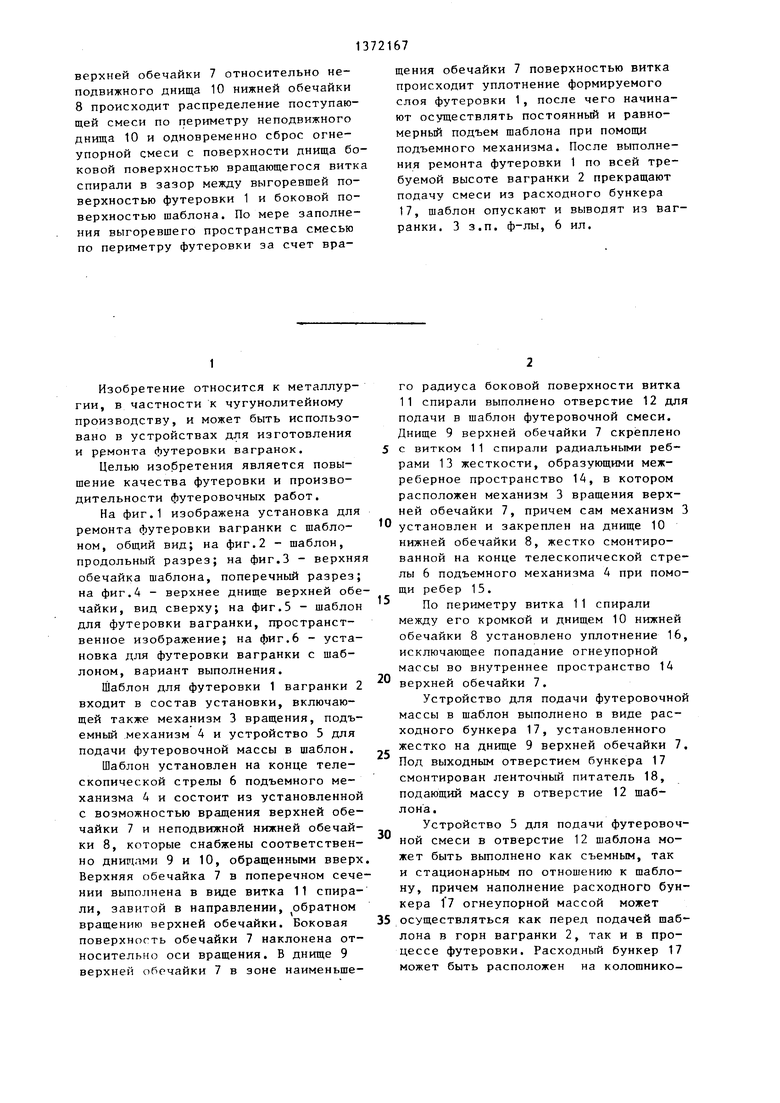
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для футеровки вагранки | 1990 |
|
SU1721422A1 |
| Шаблон для футеровки вагранки | 1987 |
|
SU1511560A2 |
| Установка для ремонта футеровки | 1982 |
|
SU1084574A1 |
| Шаблон для футеровки вагранки | 1988 |
|
SU1589019A2 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| Линия для футеровки желобов | 1979 |
|
SU774797A1 |
| Устройство для изготовления монолитной футеровки | 1977 |
|
SU707806A1 |
Изобретение относится к металлургии, в частности к чугунолитейному производству, и может быть использовано в устройствах для изготовления и ремонта футеровки вагранок. Целью настоящего изобретения является повышение качества футеровки и производительности футеровочных работ. Смесь из бункера 17 при помощи питателя 18 поступает через отверстие 12 днища 9 верхней обечайки 7 на днище 10 нижней обечайки 8. При повороте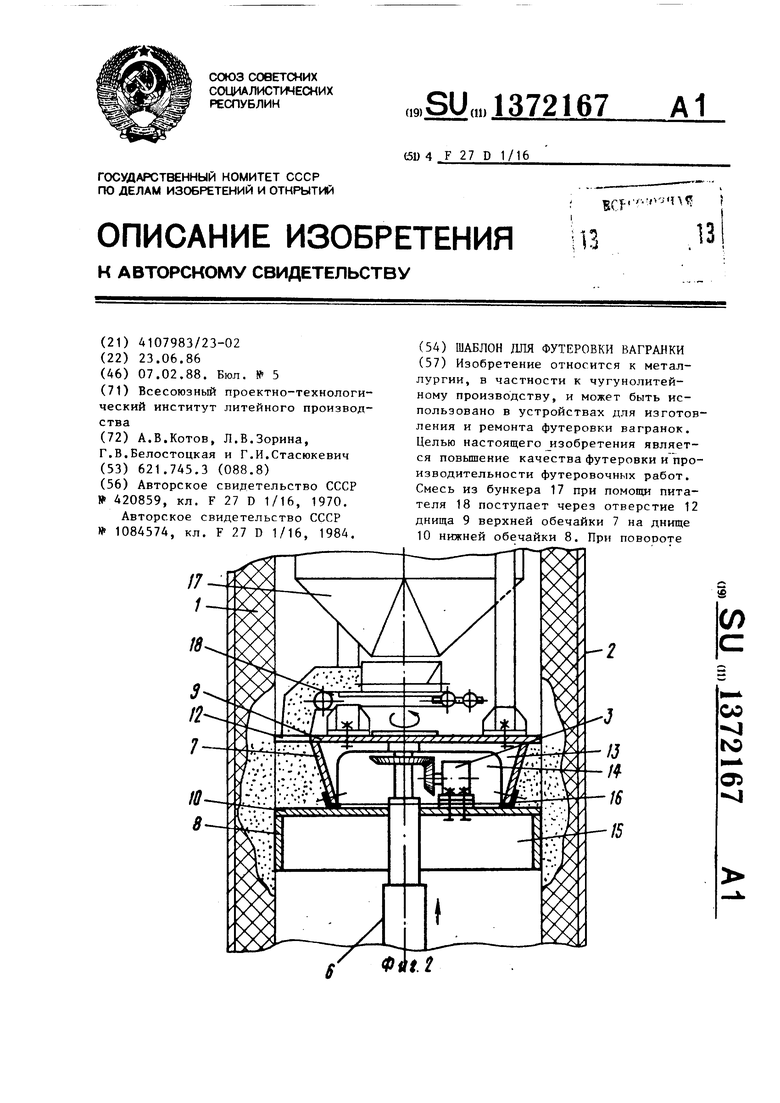
1
Изобретение относится к металлургии, в частности к чугунолитейному производству, и может быть использовано в устройствах для изготовления и ррмонта футеровки вагранок.
Целью изобретения является повышение качества футеровки и производительности футеровочных работ.
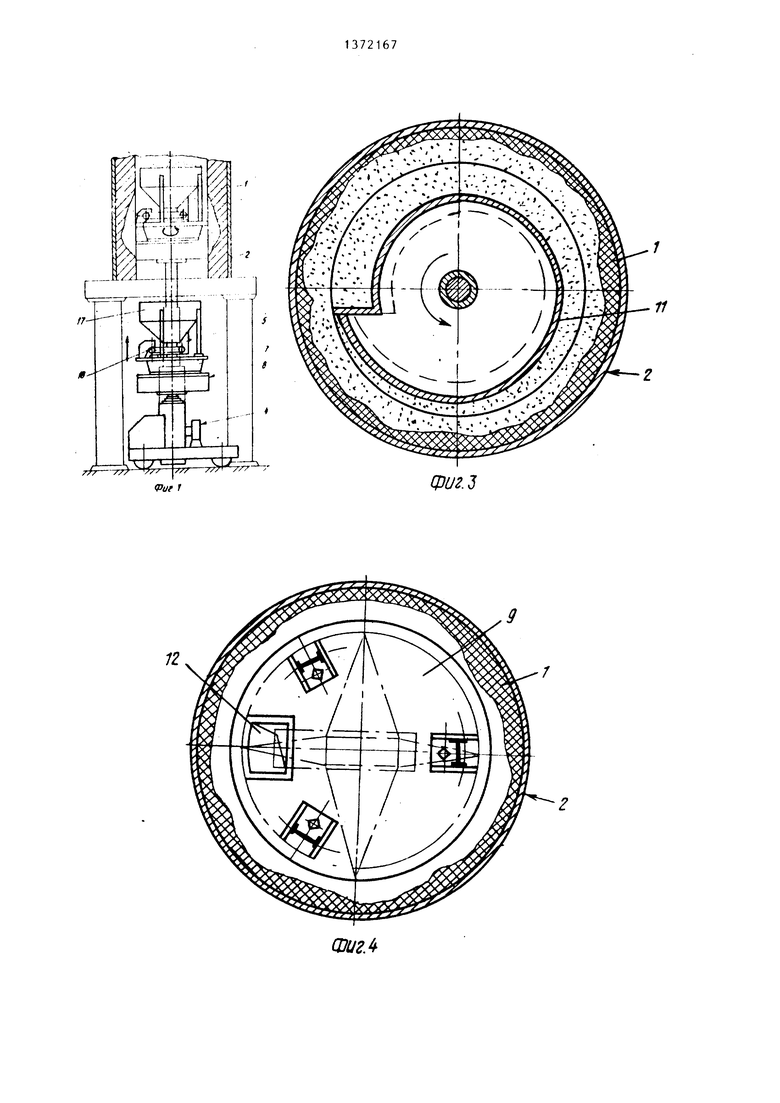
На фиг.1 изображена установка для ремонта футеровки вагранки с шаблоном, общий вид; на фиг.2 - шаблон, продольный разрез; на фиг.З - верхня обечайка шаблона, поперечный разрез; на фиг.4 - верхнее днище верхней обечайки, вид сверху; на фиг.З - шаблон для футеровки вагранки, пространственное изображение; на фиг.6 - установка для футеровки вагранки с шаблоном, вариант выполнения.
Шаблон для футеровки 1 вагранки 2 входит в состав установки, включающей также механизм 3 вращения, подъемный механизм 4 и устройство 5 для подачи футеровочной массы в шаблон.
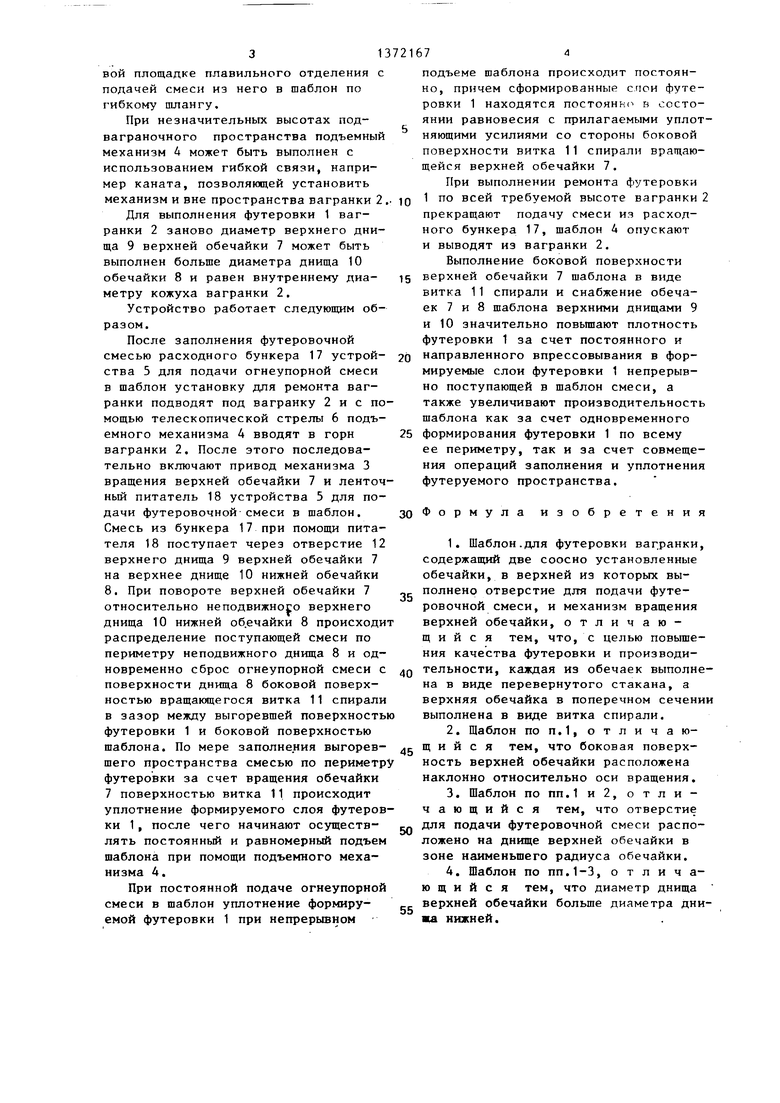
Шаблон установлен на конце телескопической стрелы 6 подъемного механизма 4 и состоит из установленной с возможностью вращения верхней обечайки 7 и неподвижной нижней обечайки 8, которые снабжены соответственно днищами 9 и 10, обращенными вверх Верхняя обечайка 7 в поперечном сечении выполнена в виде витка 11 спирали, завитой в направлении, обратном вращению верхней обечайки. Боковая поверхность обечайки 7 наклонена относительно оси вращения. В днище 9 верхней обечайки 7 в зоне наименьшего радиуса боковой поверхности витка 11 спирали выполнено отверстие 12 для подачи в шаблон футеровочной смеси. Днище 9 верхней обечайки 7 скреплено 5 с витком 11 спирали радиальными ребрами 13 жесткости, образующими межреберное пространство 14, в котором расположен механизм 3 вращения верхней обечайки 7, причем сам механизм 3
установлен и закреплен на днище 10 нижней обечайки 8, жестко смонтированной на конце телескопической стрелы 6 подъемного механизма 4 при помощи ребер 15.
По периметру витка 11 спирали
между его кромкой и днищем 10 нижней обечайки 8 установлено уплотнение 16, исключающее попадание огнеупорной массы во внутреннее пространство 14
верхней обечайки 7.
Устройство для подачи футеровочной массы в шаблон выполнено в виде расходного бункера 17, установленного жестко на днище 9 верхней обечайки 7. Под выходным отверстием бункера 17 смонтирован ленточный питатель 18, подающий массу в отверстие 12 шаблона.
Устройство 5 для подачи футеровочной смеси в отверстие 12 шаблона может быть вьтолнено как съемным, так и стационарным по отношению к шаблону, причем наполнение расходного бункера 17 огнеупорной массой может
5 осуществляться как перед подачей шаблона в горн вагранки 2, так и в процессе футеровки. Расходный бункер 17 может быть расположен на колошнико-
5
0
вой площадке плавильного отделения с подачей смеси из него в шаблон по гибкоьгу шлангу.
При незначительных высотах под- ваграночного пространства подъемный механизм 4 может быть выполнен с использованием гибкой связи, например каната, позволяющей установить
с
механизм и вне пространства вагранки 2
Для выполнения футеровки 1 вагранки 2 заново диаметр верхнего днища 9 верхней обечайки 7 может быть выполнен больше диаметра днища 10 обечайки 8 и равен внутреннему диаметру кожуха вагранки 2.
Устройство работает следующим образом.
После заполнения футеровочной смесью расходного бункера 17 устройства 5 для подачи огнеупорной смеси в шаблон установку для ремонта sai- ранки подводят под вагранку 2 и с помощью телескопической стрелы 6 подъемного механизма 4 вводят в горн вагранки 2. После этого последовательно включают привод механизма 3 вращения верхней обечайки 7 и ленточный питатель 18 устройства 5 для подачи футеровочной-смеси в шаблон. Смесь из бункера 17 при помощи питателя 18 поступает через отверстие 12 верхнего днища 9 верхней обечайки 7 на верхнее днище 10 нижней обечайки 8. При повороте верхней обечайки 7 относительно неподвижного верхнего днища 10 нижней об.ечайки 8 происходи распределение поступающей смеси по периметру неподвижного днища 8 и одновременно сброс огнеупорной смеси с поверхности днища 8 боковой поверхностью вращающегося витка 11 спирали в зазор между выгоревшей поверхность футеровки 1 и боковой поверхностью шаблона. По мере заполнения выгорев- шего пространства смесью по периметр футеровки за счет вращения обечайки 7 поверхностью витка 11 происходит уплотнение формируемого слоя футеровки 1, после чего начинают осуществлять постоянный и равномерный подъем шаблона при помощи подъемного механизма 4.
При постоянной подаче огнеупорной смеси в шаблон уплотнение формируемой футеровки 1 при непрерывном
10
15
20
g
21674
подъеме шаблона происходит постоянно, причем сформированные сгюи футеровки 1 находятся постояннее в состоянии равновесия с прилагаемыми уплотняющими усилиями со стороны боковой поверхности витка 11 спирали вращающейся верхней обечайки 7.
При выполнении ремонта футеровки 1 по всей требуемой высоте вагранки 2 прекращают подачу смеси из расходного бункера 17, шаблон 4 опускают и выводят из вагранки 2.
Выполнение боковой поверхности верхней обечайки 7 шаблона в виде витка 11 спирали и снабжение обечаек 7 и 8 шаблона верхними днищами 9 и 10 значительно повьппают плотность футеровки 1 за счет постоянного и направленного впрессовывания в формируемые слои футеровки 1 непрерывно поступающей в шаблон смеси, а также увеличивают производительность шаблона как за счет одновременного 25 формирования футеровки 1 по всему ее периметру, так и за счет совмещения операций заполнения и уплотнения футеруемого пространства.
g
30 Формула изобретения
Puf 1
Фиг A
Фиг.З
7
Редактор Н.Лазаренко
/iff /УУ /ff 77f
Фиг.б
Составитель Т.Чиркунова
Техред А.Кравчук Корректор О.Кравцова
| УСТАНОВКА ДЛЯ МАШИННОЙ ФУТЕРОВКИ i СТАЛЕРАЗЛИВОЧНОГО КОВША'- | 1971 |
|
SU420859A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Установка для ремонта футеровки | 1982 |
|
SU1084574A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
