Фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для футеровки вагранки | 1986 |
|
SU1372167A1 |
| Шаблон для футеровки вагранки | 1987 |
|
SU1511560A2 |
| Шаблон для футеровки вагранки | 1990 |
|
SU1721422A1 |
| Установка для ремонта футеровки | 1982 |
|
SU1084574A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО ТИГЛЯ | 2003 |
|
RU2246670C1 |
| Устройство для изготовления монолитной футеровки | 1977 |
|
SU707806A1 |
| Устройство для изготовления монолитной футеровки | 1974 |
|
SU515925A1 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| ПОВОРОТНЫЙ КЕРАМИЧЕСКИЙ ЗАТВОР | 2023 |
|
RU2805408C1 |
| Установка для набивки футеровки ме-ТАллуРгичЕСКОй ЕМКОСТи | 1979 |
|
SU835637A1 |
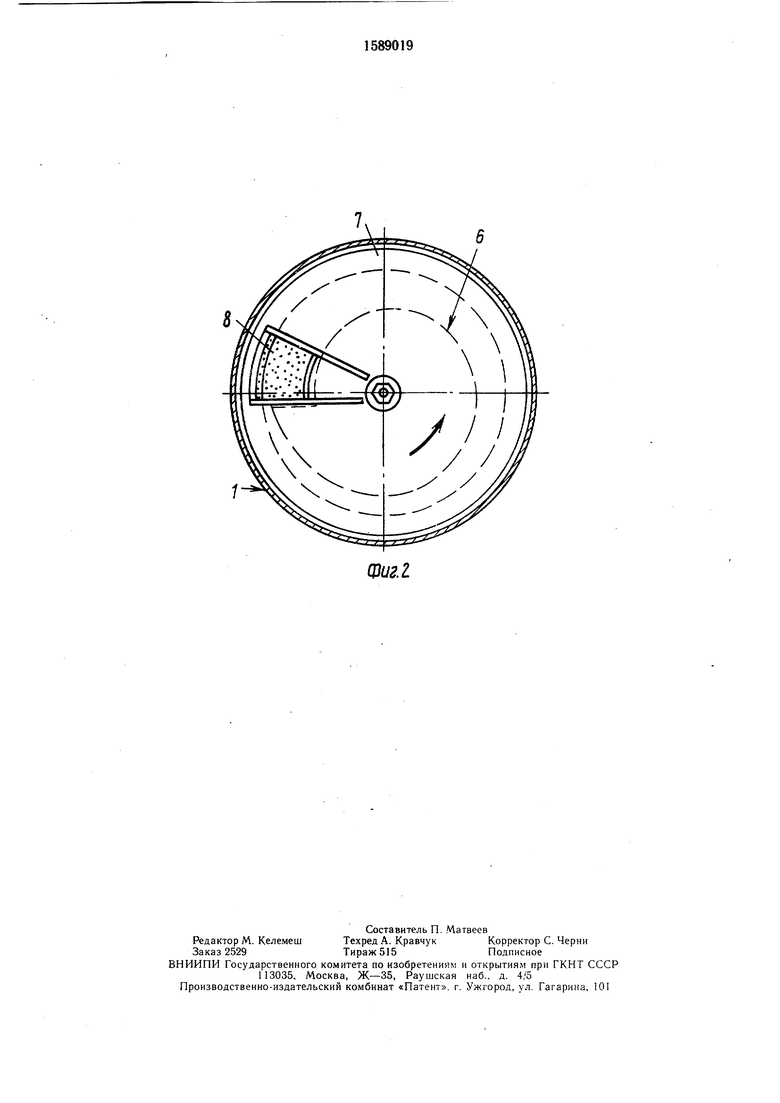
Изобретение относится к металлургии, может быть использовано при изготовлении или ремонте футеровки вагранок по основному авт.св.СССР N1372167. Целью изобретения является повышение качества футеровки и надежности работы шаблона. Шаблон вводят в горн вагранки 1, после чего приводят во вращение верхнюю обечайку 3. Одновременно с началом вращения верхней обечайки 3 обеспечивают подачу огнеупорной смеси в шаблон через отверстие 8 днища 8. Огнеупорная смесь попадает на выпуклую поверхность вращения 13 днища 12 нижней обечайки 4, сбрасывается с нее и уплотняется боковой поверхностью 9 спирали верхней обечайки 3 в футеруемое пространство. Выполнение днища 12 нижней обечайки 4 выпуклым способствует естественному сбросу огнеупорной массы в формируемое пространство и исключает воздействие уплотняющих усилий на днище 12 нижней обечайки 4, обеспечивая их воздействие непосредственно на формируемый слой футеровки. Для исключения разрушения футеровки диаметр днища 12 нижней обечайки 4 выполнен больше диаметра ее боковой поверхности 14. 1 з.п. ф-лы, 2 ил.
| Шаблон для футеровки вагранки | 1986 |
|
SU1372167A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
