выполнен в виде цилиндра 1J с крышкой 1, поршнем 15 и полым штоком 16, установленным на стержне клапана и имеющим в нижней части каналы 17 для смазки, совмещенные с кольцевой проточкой 29 стержня, а в верхней
отверстие 19 для подачи сжатого воздуха . Кроме того, оно снабжено регулировочным винтом 20, размещенным в крышке цилиндра распылителя. 1 з.п.. ф-лы, 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический распылитель | 1984 |
|
SU1237258A1 |
| Устройство для подачи смазывающих технологических сред | 2021 |
|
RU2761401C1 |
| Устройство для подачи смазывающих технологических сред | 2021 |
|
RU2760691C1 |
| Пневматический распылитель | 1983 |
|
SU1123735A1 |
| Устройство для смазки пресс-форм литьяпОд дАВлЕНиЕМ | 1979 |
|
SU831309A1 |
| Устройство для смазки | 1980 |
|
SU877215A1 |
| ПНЕВМАТИЧЕСКИЙ КРАСКОРАСПЫЛИТЕЛЬ ДЛЯ ОКРАШИВАНИЯ РАЗЛИЧНО ОРИЕНТИРОВАННЫХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2412767C2 |
| Пневматический краскораспылитель | 1989 |
|
SU1669573A1 |
| Устройство для нанесения резьбоуплотнительных смазок | 1990 |
|
SU1801613A1 |
| ПАРОВОЙ ДВИГАТЕЛЬ С ТОРОИДАЛЬНЫМ ЦИЛИНДРОМ | 1991 |
|
RU2014495C1 |
Сущность изобретения: устройство содержит нагнетательный бачок 2 с системой сжатого воздуха, ручной распылитель, клапан подачи смазки, размещенный в нагнетательном бачке и выполненный в виде полого корпуса с отверстием 26 в нижней части и подпружиненного стержня 27, имеющего осевой канал 28 и кольцевую проточку 29 в верхней части, соединенную с осевым каналом. При этом распылитель
Изобретение относится к литейному производству, в частности к литью под давлением металлов и сплавов.
Известно устройство, содержащее корпус с выходным отверстием, патрубок, сообщенный с источником подачи сжатого воздуха, конец которого центрируется в проточке, выполненной в корпусе Корпус и патрубок образуют кольцевую полость для распыливаемой жидкости. На концевой части патрубка диаметрально расположены сквозные отверстия для размещения в них пори- стого элемента, выполненного в виде легкопромокаемого ворса. Патрубок имеет распылительную полость, а корпус снабжен сливным отверстием и пробкой„
Недостатком устройства является необходимость частой замены легкопромокаемого вор.са при использовании высоковязких минеральных масел.
Наиболее близким к изобретению является устройство для смазывания пресс-форм, содержащее нагнетальный бачок, регулятор давления, предохранительный клапан и ручной распылитель
Недостатком известного устройства является невозможность распыления высоковязких минеральных масел даже при условии их подогрева до необходимой температурыс Это обусловлено значительным расстоянием от нагнетатель- ного бачка до сопла распылителя, в процессе прохождения которого смазка вновь охлаждается.
Цель изобретения - повышение качества распылениявысоковязких сма- ток и обеспечение их дозирования.
Поставленная цель достигается тем, что устройство для смазывания пресс- форм литья под давлением, содержащее нагнетательный бачок с системой сжатого воздуха и ручной распылитель, снабжено клапаном подачи смазки, размещенным в нагнетательном бачке и
5
0 5 0
0 $
5С
е
5
выполненным в виде полого корпуса с отверстием в нижней части и подпружиненного стержня, имеющего осевой канал и кольцевую проточку в верхней части, соединенную с осевым каналом, при этом распылитель выполнен в виде цилиндра с крышкой, поршнем и полым штоком, размещенным на стержне клапана и имеющим в нижней части кана,лы для смазки, совмещенные с кольцевой проточкой стержня, а в верхней - отверстие для подачи сжатого воздуха.
Кроме того, Для обеспечения дозирования смазки в распылителе, оно снабжено регулировочным винтом, размещенным в крышке цилиндра распылителя .
Установка в нагнетательный бачок клапана подачи смазки и применение предлагаемого распылителя позволяют повысить качество распыления высоковязких смазок в процессе постепенного их выдавливания и эффективного распыления сжатым воздухом в результате сокращения пути смазки от бачка до распылителя.
Установка в распылитель регулировочного винта, размещенного в крышке цилиндра распылителя, обеспечивает дозирование распыливаемой смазки. Дозирование осуществляется за счет изменения объема приемной полости цилиндра с помощью регулировочного винта.
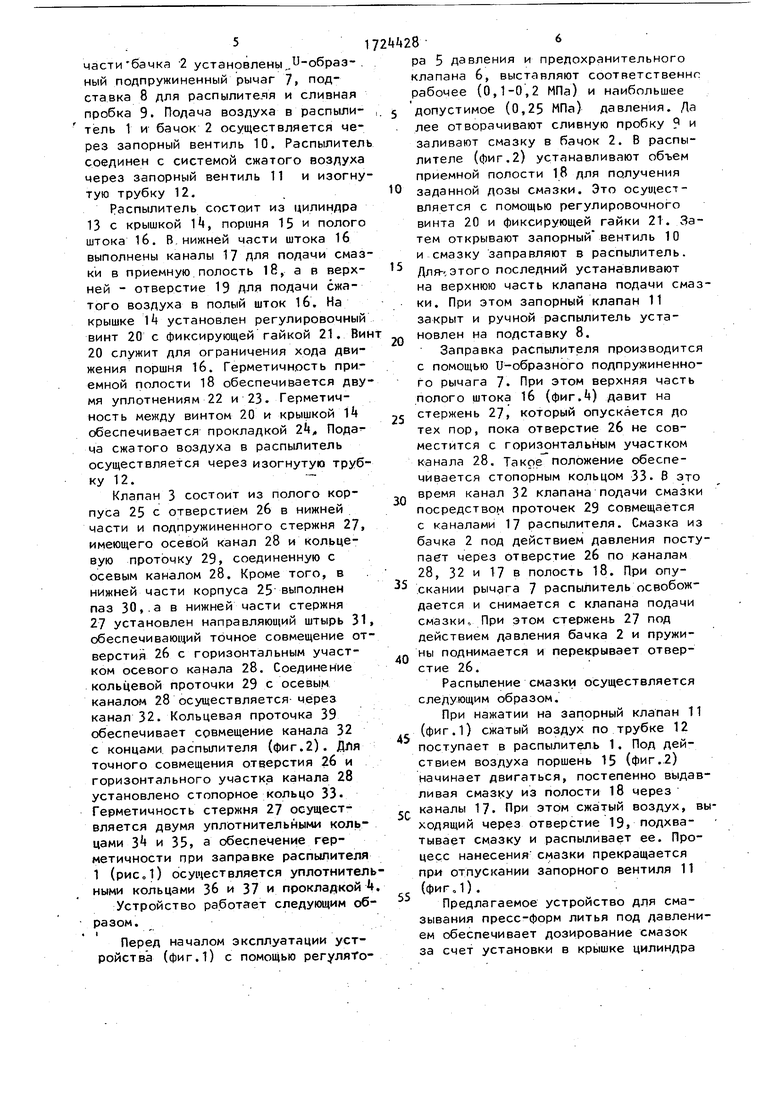
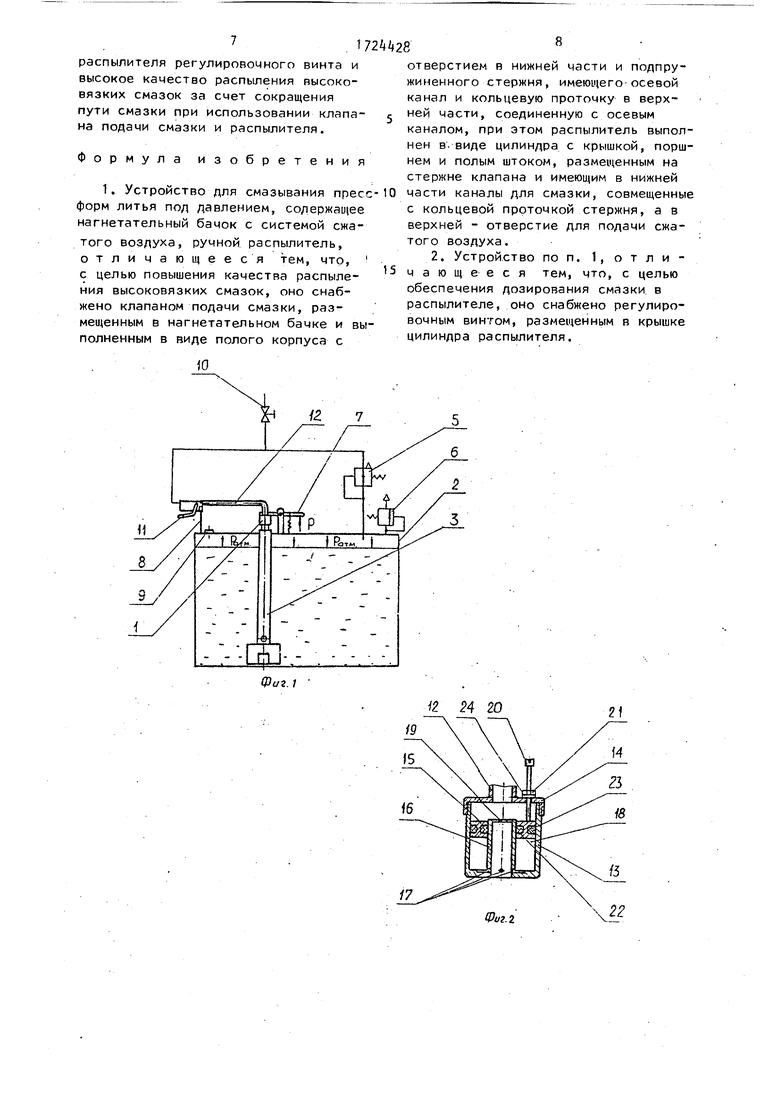
На фиг. 1 показано устройство для смазывания пресс-форм литья под давлением; на фиг.2- ручной распылитель, разрез-, на фиг. 3 клапан подачи смазки, разрез; на фиг.4 - предлагаемое устройство
Устройство состоит из ручного распылителя 1 и нагнетательного бачка 2,
I;
в который встроен клапан 3 подачи смазки, регулятора 5 давления и предохранительного клапана 6. В верхней
части бачка 2 установлены„и-обраэ- . ный подпружиненный рычаг 7, подставка 8 для распылителя и сливная пробка 9. Подача воздуха в распыли- тель 1 и бачок 2 осуществляется через запорный вентиль 10. Распылител соединен с системой сжатого воздуха через запорный вентиль 11 и изогнутую трубку 12.
Распылитель состоит из цилиндра 13 с крышкой , поршня 15 и полого штока 16. В.нижней части штока 16 выполнены каналы 17 для подачи смазки в приемную.полость 18, а в верхней - отверстие 19 для подачи сжатого воздуха в полый шток 16, На крышке I установлен регулировочный винт 20 с фиксирующей гайкой 2.1.. Ви 20 служит для ограничения хода движения поршня 16. Герметичность приемной полости 18 обеспечивается двумя уплотнениям 22 и 23. Герметичность между винтом 20 и крышкой 1 обеспечивается прокладкой Подача сжатого воздуха в распылитель осуществляется через изогнутую трубку 12.
Клапан 3 состоит из полого корпуса 25 с отверстием 26 в нижней части и подпружиненного стержня 27, имеющего осевой канал 28 и кольцевую проточку 29, соединенную с осевым каналом 28. Кроме того, в нижней части корпуса 25 выполнен паз 30,.а в нижней части стержня 27 установлен направляющий штырь 31 обеспечивающий точное совмещение отверстия 26 с горизонтальным участком осевого канала 28. Соединение кольцевой проточки 29 с осевым каналом 28 осуществляется через канал 32. Кольцевая проточка 39 обеспечивает совмещение канала 32 с концами распылителя (фиг.2). Для точного совмещения отверстия 26 и горизонтального участка канала 28 установлено стопорное кольцо 33. Герметичность стержня 27 осуществляется двумя уплотнительными кольцами 3 и 35, а обеспечение герметичности при заправке распылителя 1 (рис.,1) осуществляется уплотнительными кольцами 36 и 37 и прокладкой 4
Устройство работает следующим образом.
Перед началом эксплуатации устройства (фиг.1) с помощью регулято
5
0
5
ра 5 давления и предохранительного клапана 6, выставляют соответственнп рабочее (0,1-0,2 МПа) и наибольшее допустимое (0,25 МПа) давления. Да лее отворачивают сливную пробку и заливают смазку в бачок 2. В распылителе (фиг.2) устанавливают объем приемной полости 18 для получения заданной дозы смазки. Это осуществляется с помощью регулировочного винта 20 и фиксирующей гайки 21. Затем открывают запорный вентиль 10 и смазку заправляют в распылитель. Для--, этого последний устанавливают на верхнюю часть клапана подачи смазки. При этом запорный клапан 11 закрыт и ручной распылитель установлен на подставку 8.
Заправка распылителя производится с помощью U-образного подпружиненного рычага 7. При этом верхняя часть полого штока 16 (фиг.) давит на стержень 27, который опускается до тех пор, пока отверстие 26 не совместится с горизонтальным участком канала 28. Такое положение обеспечивается стопорным кольцом 33. В это время канал 32 клапана подачи смазки посредством проточек 29 совмещается с каналами 17 распылителя. Смазка из бачка 2 под действием давления поступает через отверстие 26 по каналам 28, 32 и 17 в полость 18. При опу- 5 .екании рычага 7 распылитель освобождается и снимается с клапана подачи смазки. При этом стержень 27 под действием давления бачка 2 и пружины поднимается и перекрывает отверстие 26.
Распыление смазки осуществляется следующим образом.
При нажатии на запорный клапан 11 (фиг.1) сжатый воздух по трубке 12 поступает в распылитель 1, Под действием воздуха поршень 15 (фиг.2) начинает двигаться, постепенно выдавливая смазку из полости 18 через каналы 17. При этом сжатый воздух, выходящий через отверстие 19, подхватывает смазку и распыливает ее. Процесс нанесения смазки прекращается при отпускании запорного вентиля 11 (фиг,1).
Предлагаемое устройство для смазывания пресс-форм литья под давлением обеспечивает дозирование смазок за счет установки в крышке цилиндра
о
0
5
С
5
распылителя регулировочного винта и высокое качество распыления высоковязких смазок за счет сокращения пути смазки при использовании клапана подачи смазки и распылителя.
отверстием в нижней части и подпружиненного стержня, имеющего-осевой канал и кольцевую проточку в верхней части, соединенную с осевым каналом, при этом распылитель выполнен в.виде цилиндра с крышкой, поршнем и полым штоком, размещенным на стержне клапана и имеющим в нижней 1.. Устройство для смазывания пресс-10 части каналы для смазки, совмещенные
Формула изобретения
форм литья под давлением, содержащее нагнетательный бачок с системой сжатого воздуха, ручной распылитель, отличающееся тем, что, с целью повышения качества распыления высоковязких смазок, оно снабжено клапаном подачи смазки, размещенным в нагнетательном бачке и выполненным в виде полого корпуса с
с кольцевой проточкой стержня, а в верхней - отверстие для подачи сжатого воздуха.
Фиг 3
| Распылительная головка | 1986 |
|
SU1398919A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Зеленов В.Н„, Кисиленко Л.Е | |||
| Смазка пресс-форм литья под давлением | |||
| -М.:Машиностроение, 1983,с.100 | |||
| ( УСТРОЙСТВО ДЛЯ СМАЗЫВАНИЯ ПРЕСС- ФОРМ ЛИТЬЯ ПОЛ ДАВЛЕНИЕМ | |||
