сл G


| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ ДЛЯ ИЗОЛИРОВАНИЯ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1991 |
|
RU2036468C1 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| Связка на основе высокоэнтропийного сплава для изготовления алмазного инструмента | 2024 |
|
RU2835270C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240914C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2025258C1 |
| Масса для изготовления абразивного инструмента | 1983 |
|
SU1151442A1 |
| Смазочно-охлаждающая жидкость для алмазной обработки оптического стекла | 1982 |
|
SU1074895A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| ТЕРМОЗАЩИТНАЯ КРАСКА | 2003 |
|
RU2245350C1 |
Использование; для. обработки материалов низкой твердости, например алюминиевых сплавов. Сущность изобретения: инструмент для доводки содержит в качестве абразива полые корундовые сферы диаметром 30-70 мкм при толщине стенки 2-4 мкм и в количестве, равном объему их свободной насыпки, а в качестве связующего инструмент содержит герметик Виксинт в количестве 25-30%- от объема инструмента. 1 табл., 1 ил,
Изобретение относится к абразивной обработке материалов, в частности к доводке материалов низкой твердости, например алюминиевых сплавов.
Известен абразивный инструмент, содержащий абразивные зерна, керамическую связку и тонкостенные электрокорундовые сферические частицы размерами 0,45-0,65 величины абразивных зерен, при этом количество сферических частиц составляет 0,5-0,54 количества абразивных зерен при содержании последних 30-37 об. %.
Однако применение данного инструмента невозможно для достижения шероховатости поверхности в пределах Ra 0,08-0,16 мкм на заготовках из алюминиевых сплавов.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является абразивный инструмент на органической связке из сфер белого электрокорунда.
Однако из-за плохого связывания сфер белого электрокорунда органической связкой эти круги обладают пониженной стойкостью при обработке резины, кожи и алюминиевых сплавов, а также не в состоянии обеспечить требуемое качество обрабо- танной поверхности. Кроме того, примененные в данном решении полые корундовые сферы имеют размер в диапазоне 0.2-2,0 мм при толщине стенок 40-140 мкм. Применение таких толстостенных корундовых сфер в инструменте для доводки деформируемых алюминиевых сплавов (1541, АМГ-4, Д-16) с обеспечением шероховатости обработанной поверхности Ra 0,08- 0,16 мкм невозможно.
VJ
Ю Оч
Ю Ю О
Цель изобретения - повышение производительности, качества обработанной поверхности и износостойкости инструмента.
Поставленная цель достигается тем, что абразивный инструмент для доводки содер- жит в качестве абразива полые корундовые сферы диаметром 30-70 мкм при толщине стенки 2-4 мкм, а в качестве связующего - герметик Виксинт, при этом обьем микросфер в инструменте равен объему их сво- бодной насыпки, а обьем связующего составляет 25-30% объема инструмента.
Указанное сочетание признаков является фактором, качественно изменяющим механизм работы инструмента, обеспечивая его самозатачиваемость по следукщей схеме. Тонкие стенки отдельных частичек разламываются под действием небольших единичных нагрузок, характерных для доводочных процессов, образуя острые режу- щио кромки, Затем о результате действия единичной силы резания происходит дальнейшее разламывание образующейся микрооболочки, и за счет многократного разламывания происходит фактическое уда- ление частички со своего места в структуре инсгрумента-с обнажением следующей единичной частички.
Такой процесс самозатачивания в корне отличается от известного, при котором самозатачивание обеспечивается за счет вырывания абразивного зерна из связки. Для протекания процесса самозатачивания, реализованного в предлагаемом инструменте, необходима плотная упаковка тол- стостенных микросфер, поскольку разламывание и доламывание микросфер должно приводить к вступлению в контакт с обрабатываемой поверхностью новых частичек, а не связки, а также оптимальность материала связки, сочетающего в себе как свойства требуемой адгезии к частичкам корунда, так и относительно высокую стойкость к абразивному истиранию. Таким сочетанием свойств обладает Виксинт,
Следовательно, проявляется новое свойство - самозатачивание за счет разламывания и последующего доламы вания тон- костенных корундовых микросфер с образованием свежих режущих граней.
Равенство насыпного объема абразив- ного материала в виде тонкостенных корундовых микросфер объему инструмента необходимо для создания требуемой жесткости инструмента, что позволяет обеспечить высокое значение такого параметра качества обработанной поверхности деталей, как точность формы. Уменьшение объема тонкостенных микросфер относительно объема инструмента приводит к увеличению отклонений от требуемой формы обработанных поверхностей за счет деформации эластичной связки инструмента в процессе обработки. Уменьшение объема инструмента приводит к неизбежному разламыванию микросфер при изготовлении инструмента, что уменьшает обьем полостей для размещения шлама в процессе обработки и делает невозможным обработку .таких вязких материалов, как алюминиевые и медные сплавы.
Применение в качестве связующего материала кремнийорганического герметика необходимо для обеспечения возможности равномерного за счет введения растворителя перемешивания полых микросфер, насыпной объем которых равен объему инструмента, со связующим веществом. Повышение равномерности перемешивания приводит к повышению качества обработанной поверхности, а именно к снижению ее шероховатости за счет исключения отдельных грубых рисок и царапин.
Применение кремнийорганического герметика обеспечивает повышение точности формы рабочей поверхности инструмента за счет равномерной усадки связующего по объему в процессе полимеризации, что обеспечивает повышение качества обработанной поверхности (снижение отклонений ее формы),
Объем связующего материала, а именно кремнийорганического герметика, необходимо выдерживать в пределах 25-30% от объема инструмента, так как в случае меньшего процентного содержания связующего наблюдается интенсивный износ инструмента, что приводит к изменению формы его рабочей поверхности и, как следствие, к снижению качества обработанной поверхности за счет увеличения отклонений формы. В случае повышения процентного содержания связующего относительно указанного оптимального диапазона наблюдается резкое снижение изнашиваемости инструмента, что приводит к прекращению возобновления его рабочей поверхности и резкому снижению производительности обработки вследствие затупления режущих элементов корундовых микросфер.
Таким образом, для достижения высокой производительности и качества обработанной поверхности достаточно создать плотную упаковку корундовых микросфер, связанных оптимальным количеством кремнийорганического герметика.
Достоинством инструмента является также отсутствие токсичности,
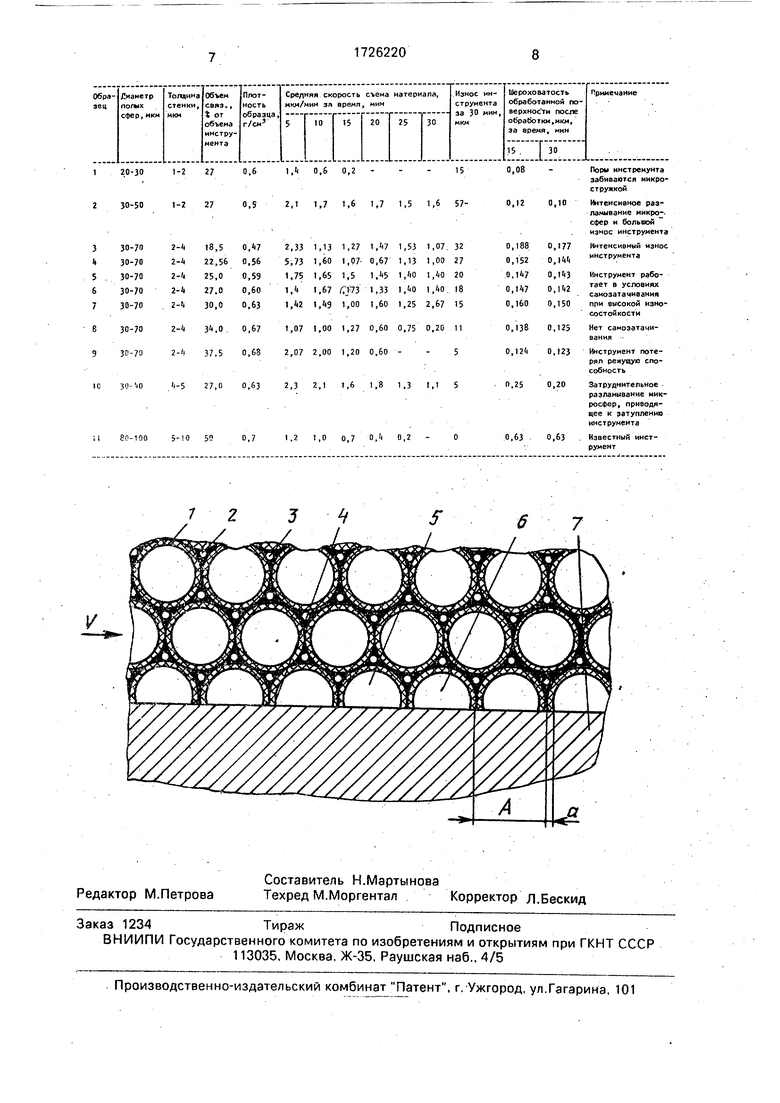
На чертеже показан предлагаемый инструмент.
Инструмент состоит из полых корундовых сфер 1, соединенных связующим 2, и воздушных пор 3. Сферы расположены в инструменте так, что образуют плотную упаковку.
Рабочая поверхность инструмента подготавливается к работе путем лезвийной об- работки. При этом происходит раскалывание сфер, находящихся на рабочей поверхности инструмента, с образова- нием режущих элементов 4, а также пор 5, возникающих в местах выпадения сфер, и полостей 6, находящихся внутри самих сфер.
При перемещении инструмента относи- тельно обрабатываемой поверхности 7 со скоростью резания V режущие элементы 4 производят на обрабатываемой поверхности микроцарапины. Образующаяся в продессе обработки микростружка от про- дуктов износа инструмента (шлам) размещается в порах 5 и полостях 6, что препятствует нарастанию его на рабочей поверхности инструмента благодаря последующему вымыванию шлама водой, приме- няемой в качестве СОЖ.
Благодаря малой толщине стенки а сфер (порядка 2-4 мкм) обеспечивается низкая шероховатость обработанной поверхности, несмотря на сравнительно большой размер А (30-70 мкм) самих сфер.
В то же время сравнительно большой размер А сфер обеспечивает достаточное пространство для размещения шлама в порах 5 и полостях 6.
Использование предлагаемого инструмента в виде кольца 70x40x10 мм для односторонней обработки основы магнитных дисков размером 130x40x1,96 мм из алюминиевого сплава 1541 на плоскодоводочном станке при удельном давлении 10 кПа и средней скорости резания 1 м/с с применением воды в качестве СОЖ обеспечивает параметры обработки, приведенные в таблице. В качестве известного устройства применяют инструмент, изготовленный из полых сфер корунда зернистостью 80-100 мкм и толщиной стенки 5-10 мкм, связанный пульвербакелитом при объемном соотношении компонентов 1:1.
Предлагаемый инструмент позволяет освоить массовое производство жестких магнитных дисков памяти на алюминиевой основе, а также может быть использован для обработки других изделий из цветных металлов и сплавов.
Формула и.зобретения
Абразивный инструмент для доводки, содержащий в качестве абразива полые корундовые сферы и связующее, отличающийся тем, что, с целью повышения производительности, качества обработанной поверхности и повышения износостойкости инструмента, инструмент содержит полые сферы диаметром 30-70 мкм при толщине стенки 2-4 мкм, а в качестве связующего - герметик Виксинт, при этом объем сфер в инструменте равен объему их свободной насыпки, а объем связующего составляет 25-30% объема инструмента.
| Шлифовальный круг | 1982 |
|
SU1073082A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Труды ВНИИАШ, Ns 9, Л., 1969, с.11-15, | |||
