Изобретение относится к технологическим смазкам, которые могут быть использованы при абразивной обработке, в частности при ленточном шлифовании преимущественно легированных сталей и цветных металлов, и является усовершенствованием известной смазки для абразивной обработки металлов по авт.св. № 1532574.
Известная смазка содержит следующие компоненты, мас.%: Азодикарбонамид или парауретилан-фенил- сульфонилазид10-20
Ниэкомолекулярный полиэтилен10-15
Минеральное масло10-15
Стеариновая кислотаОстальноеСмазка представляет собой карандаш твердой смазки и используется при ленточном шлифовании различных металлов. Она проста в обращении, наносится на поверхность периодическим натиранием (штрихованием), характеризуется высокой эффективностью и экологической чистотой.
Известно, что в зоне контакта зерна с обрабатываемой поверхностью возникают высокие температуры, под действием которых происходит распад соединений, входящих в состав смазки, а выделяющиеся при этом продукты, способствуют отводу тепла из зоны резания и образуют поверхностно- активную среду..
Эта среда создает защитные пленки. снижающие трение между зерном и металлом, уменьшает налипание продуктов износа на ленту, подавляет адгезионные и диффузионные процессы на ювенильных поверхностях.
Однако известная смазка хорошо проявляет себя только при шлифовании конструкционных углеродистых сталей обыкновенного качества, а при обработке конструкционных легированных сталей.
C/V
С
ч|
ю о
4
ю ю
ihO
коррозионно-стойких, жаропрочных износостойких сталей и сплавов, а также цветных металлов ее воздействие недостаточно эффективно.
Поверхность этих материалов инертна по отношению к химическим соединениям, поступающим в зону контакта при распаде компонентов известной смазки. И эти вещества недостаточно быстро вступают в реакции с материалом металла и зерна, поэтому и воздействие смазки сводится только к смазывающему эффекту. Интенсивных же физико-химических изменений на поверхности деформируемого металла и зерна не происходит, поэтому процессы шлифования облегчаются и ускоряются незначительно. Режущая способность ленты не увеличивается, шероховатость не уменьшается.
Целью изобретения является повышение производительности процесса шлифования за счет увеличения режущей способности шлифовальной ленты и улучшение качества обработанной поверхности (снижение шероховатости) легированных сталей и цветных металлов.
Поставленная цель достигается тем, что смазка для абразивной обработки металлов по авт. св. № 1532574 дополнительно содержит 5-10 мае. % трехсернистой сурьмы
Трехсернистая сурьма - черный кристаллический порошок, состоящий из сульфида трехвалентной сурьмы, которая при температурах выше 300°С переходит в оксид сурьмы, выделяя при этом оксиды серы. А оксиды серы в зоне контакта шлифовального зерна и металла создают весьма активную (агрессивную) среду, благодаря чему на ювенильных поверхностях интенсивно происходят процессы диффузии, растворения, внутренней адсорбции этих зеществ. В результате значительно облегчаются и ускоряются процессы резания, режущая способность ленты увеличивается, шерохо- , ватость уменьшается.
Кроме того, благодаря антифрикционным свойствам трехсернистой сурьмы ее частицы работают как смазывающее вещество, это ускоряет и облегчает процессы резания и сказывается положительно на стойкости шлифовального инструмента.
Для изготовления предлагаемой смазки используют следующие материалы: стеариновую кислоту ГОСТ 6484-64; низкомолеку- лярный полиэтилен марки НМПЭ-1 ТУ6-05-1837-82; минеральное (веретенное) масло ГОСТ 1642-75; азодикарбонамидТУб- 03-408-80; парауретиланфенилсульфонила- зид ТУ 84-394-73 и сурьму трехсернистую ТУ 48-14-22-77.
Приготовление смазки осуществляют следующим образом.
В расплав стеариновой кислоты при 70-80°С вводят нагретую до этой же темпе- ратуры пасту из расплавленного низкомолекулярного полиэтилена, минерального масла, порофора и трехсернистой сурьмы. Смесь тщательно перемешивают и выливают в цилиндрические формы из картона или 0 металла диаметром 25-30 мм высотой 80- 100мм.
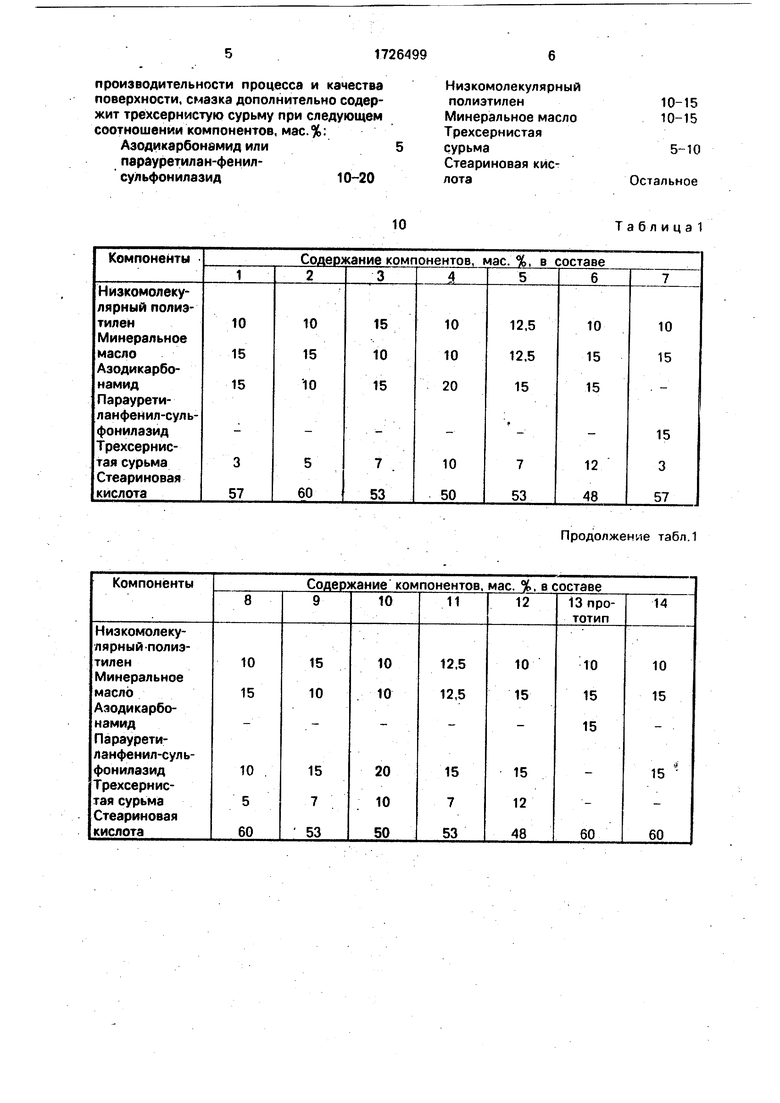
По указанной технологии были изготовлены смазки, составы которых приведены в табл. 1.
5 Составы смазок Ms 1-14 испытывались при шлифовании образцов из нержавеющей стали марки 12 х 13 и алюминиевого сплава Д16 на стенде ИС-1 лентой из тканевой шлифовальной шкурки 14А25Н С/с. 0 Оценка эффективности смазки производилась по двум показателям, которые характеризуют эффективность процесса и качество обработанной поверхности - это режущая способность ленты и шерохова- 5 тость обработанной поверхности. Режущую способность измеряли как массу сошлифо- ванного металла в единицу времени.
Шероховатость поверхности измеряли на профилографе - профилометре мод.201 0 после каждого цикла шлифования (цикл 1 мин).
Смазку наносили на поверхность ленты через каждые 5 циклов шлифования.
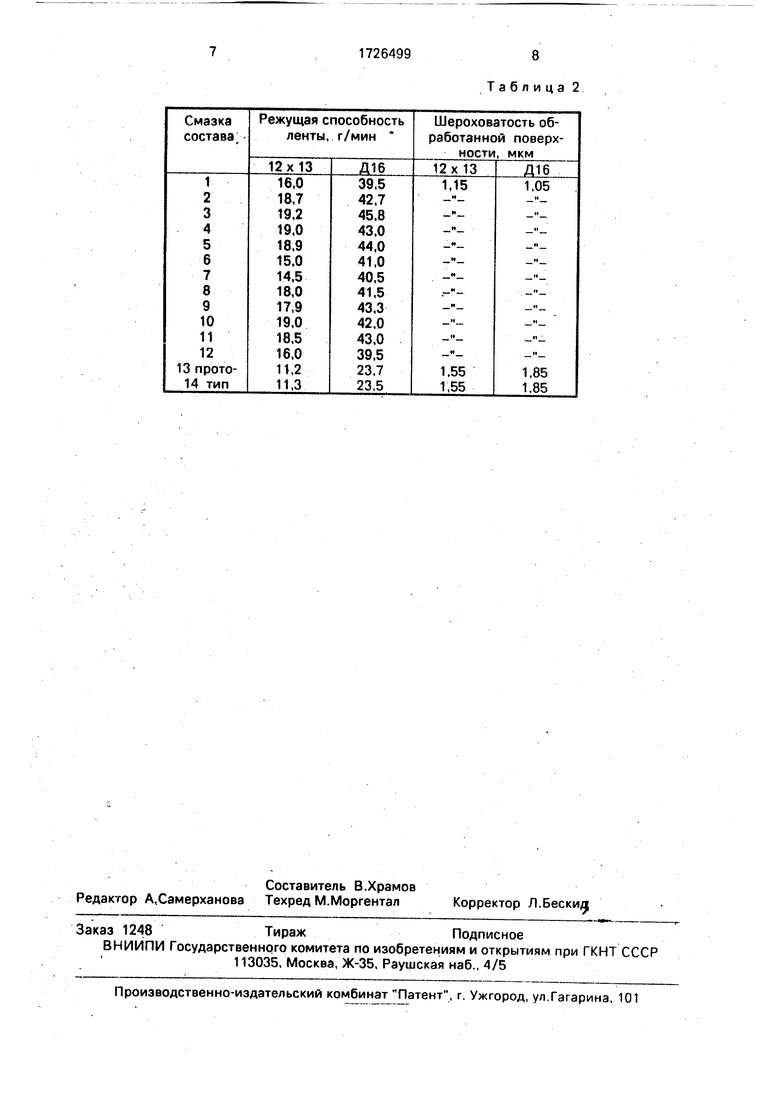
Результаты испытаний приведены в 5 табл. 2.
В табл. 2 приводятся среднестатистические данные из 5 параллельных определений,
Размер шлифуемых образцов 180 х 30 х 0 «40 мм.
Режим шлифования: скорость ленты 25 м/с, усилие 60 Н,
Как видно из табл. 2, при использовании предлагаемой смазки режущая способность 5 шлифовальных лент увеличивается в 1,5-1,6 раза, а шероховатость обработанной поверхности уменьшается в 1,4-1,5 раза по сравнению с этими показателями, получаемыми при использовании известной смазки по 0 прототипу.
Таким образом, предлагаемая смазка для абразивной обработки металлов повышает режущую способность шлифовальной ленты и улучшает качество поверхности при 5 обработке легированных сталей и цветных металлов.,.
Формул а изобретения Смазка для абразивной обработки металлов по авт. св. № 1532574, отличающаяся тем, что, с целью повышения
производительности процесса и качества поверхности, смазка дополнительно содержит трёхсернистую сурьму при следующем соотношении компонентов, мас.%:
Азодикарбонамид или
парауретилан-фенилсульфонилазид10-20
Низкомолекулярный полиэтилен Минеральное масло Трехсернистая сурьма
Стеариновая кислота
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для абразивной обработки металлов | 1988 |
|
SU1532574A1 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2114903C1 |
| ТВЕРДЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2013 |
|
RU2531587C1 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1609826A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2525293C1 |
| Смазка для абразивной обработки алюминия и его сплавов | 1989 |
|
SU1602042A1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Способ финишной обработки поверхностей деталей машины | 1986 |
|
SU1425051A1 |
Изобретение относится к технологическим смазкам, которые используются для абразивной обработки металлов, в частности при ленточном шлифовании преимущественно легированных сталей и цветных металлов. Цель - повышение производительности процесса и качества поверхности. Смазка содержит, мас.%: азо- дикарбонамид или парауретиланфенил- сульфонилазид низкомолекулярный полиэтилен 10-15; минеральное масло 10- 15; трехсернистая сурьма 5-10 и стеариновая кислота остальное. Применение предлагаемой смазки в 1,5-1.6 раза повышает режущую способность шлифовальных лент, шероховатость в 1,4-1,5 раз снижается. 2 табл.
10
Т а б-л и ц а 1
Продолжение табл.1
Таблица 2
| Смазка для абразивной обработки металлов | 1988 |
|
SU1532574A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
