Изобретение относится к производству
и применению технологических смазок для абразивной обработки и может быть ис пользовано в любой отрасли машиностроения, связанной с металлообработкой преимущественно алюминия и его сплавов в частности при ленточном шлифовании НИР пГ изобретения является повышевания и Р° вания и улучшение качества обработаннпй
поверхности (уменьшение шерох ова осТиГ .м М приготовления предлагаемой смаз ™о.:;ГрГг г;еГ- L™sr z,
5г--- „-i
пои нитрита натрия при 20 С в течение 30 мин
оа Гг-:лг-г-е:-:г
..гг,г--;
:r ™ -z:cr-r:ri
::гг„г°-- -ас -ГеГ
мерные порошки, обработанные раствора ми химически активных веществ, являются
г:р-7г--г„г - «оаГ;рГа;;гг.™гл:„г.
, 5т;д „ еГ™г; Гд: ;:
«отиц полимерного порошка и следом тельно. химически активного вещесгГ ,
расплаве во взвешенном состоянии, причем они оседают до момента затвердевания смазки.
Так как химически активное вещество вводится в состав смазки на носителе из истинного раствора, степень дисперсности его уменьшается, поверхность его во много раз возрастает. При этом намного упрощается технология введения химически активной добавки: отпадает необходимость тонкого измельчения, тщательного и длительного перемешивания, исключаются условия для окислительной деструкции стеариновой кислоты в расплаве от внесения в него воздуха при длительном перемешивании.
Таким образом, предлагаемый полимерный порошок, обработанный раствором химически активного вещества, как компонент смазки создает в зоне резания поверхностно-активную среду и интенсифицирует процесс обработки.
Химическая природа предварительно обработанного полимерного порошка и физико-химические процессы, происходящие в системе расплав смазки обусловливают агрегатную устойчивость системы, более равномерно распределение компонентов и улучшение свойств твердой смазки, т.е. в каждой точке ее объема состав будет постоянным.
Приготовление состава смазки осуществляют введением в расплав стеариновой кислоты при 70°С расплава низко молеку- лярного полиэтилена, минерального масла и полимерного порошка, обработанного в растворе соли или кислоты.
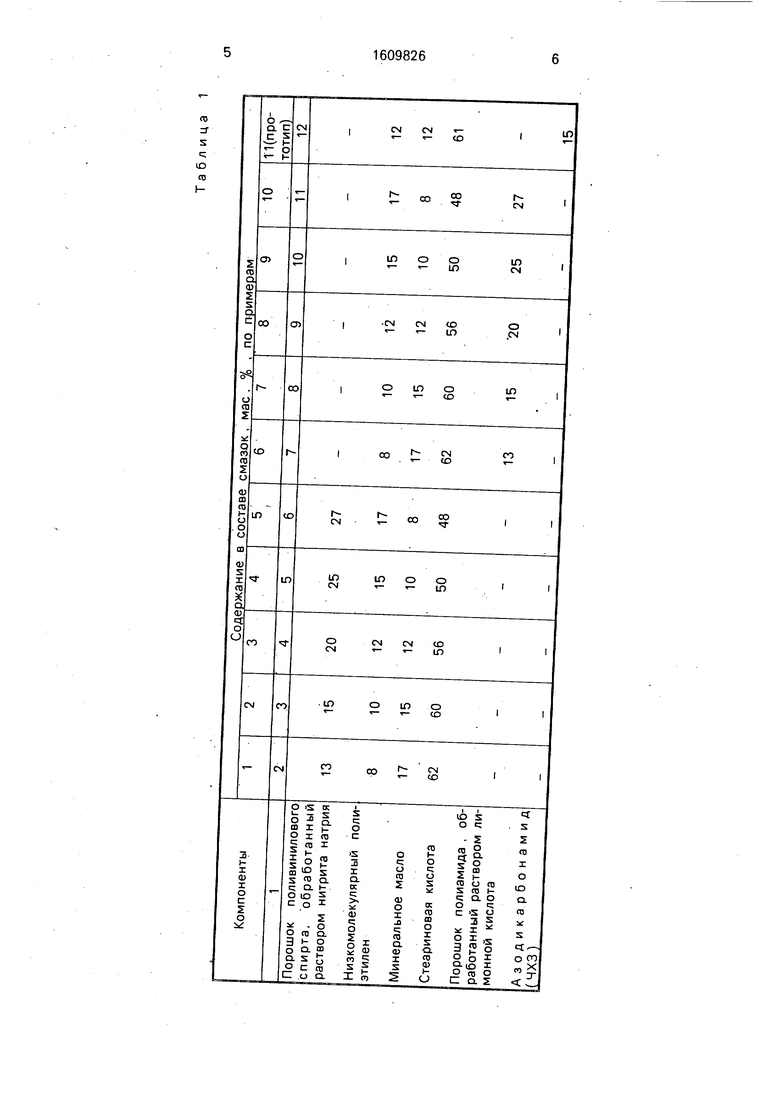
Составы смазок приведены в табл. 1.
Смазки по примерам 1-10 и по прототипу (пример 11) были испытаны при шлифовании образцов из алюминиевого сплава Д16. Образцы размером 18Х ЗОХ 40 мм шлифовали лентой 14А6Н с/с при следующем режиме: скорость ленты 25 м/с; усилие прижима ленты к образцу 58, б Н.
Оценку смазок производили по двум показателям, которые характеризуют качество
обработанной поверхности и эффективность процесса шлифования.
Качество обработанной поверхности
оценивали по шероховатости (Ra), которую
измеряли на профилографе-профилометре
мод. 201 после каждого цикла шлифования
(цикл 1 мин).
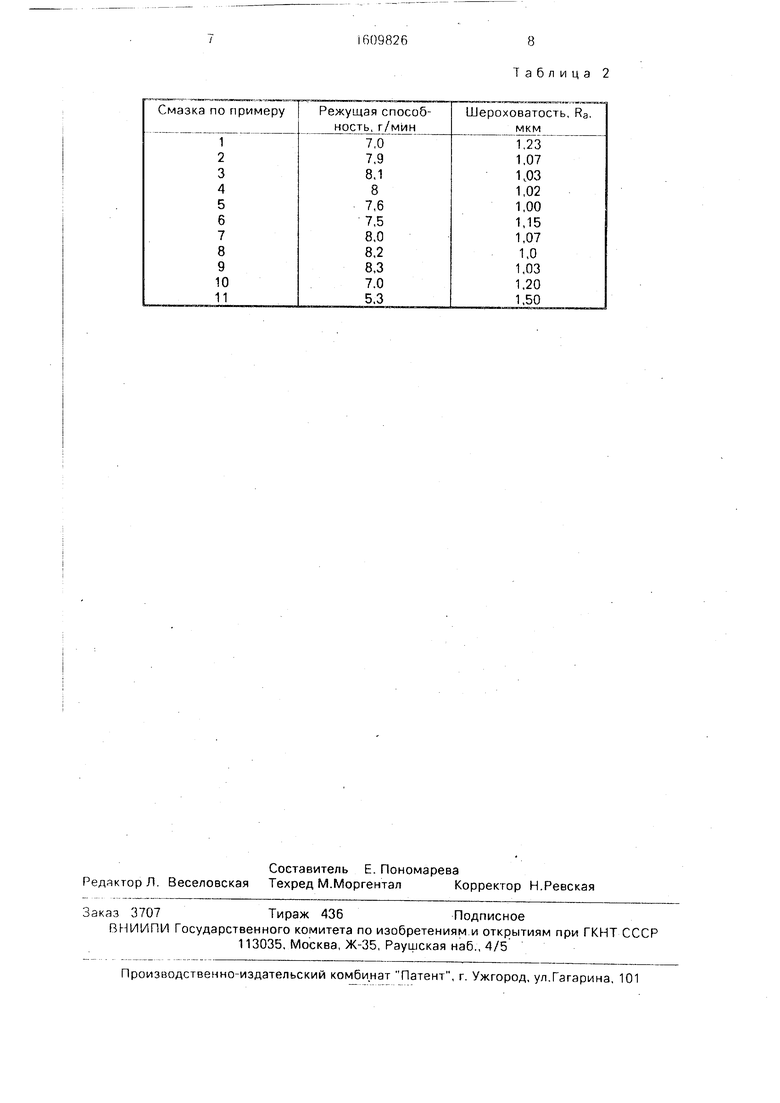
Эффективность процесса оценивали по режущей способности, которую измеряли как массу сошлифованного металла в единицу времени.
Смазку наносили на поверхность ленты через каждые 5 циклов.
Результаты испытаний приведены в табл.2.
В табл. 2 приведены среднестатиче- ские данные из 5-ти параллельных определений.
Как видно из табл. 2 , шероховатость обработанной поверхности при использовании предлагаемой смазки в 1,4 раза ниже, а режущая способность в 1,5 раза выше, чем при шлифовании с применением известной смазки Формула изобретения
Смазка для абразивной обработки металлов, содержащая стеариновую кислоту, минеральное масло и низкомолекулярный полиэтилен, отличающаяся тем, что, с целью повышения производительности процесса и качества обработанной поверхности, смазка дополнительно содержит порошок полиамида, обработанный раствором лимонной кислоты, или порошок поливини- лового спирта, обработанный раствором нитрита натрия, при следующем соотношении компонентов, мас.%: Порошок полиамида, обработанный раствором лимонной кислоты, или
порошок поливинилового спирта, обработанный раствором нитрита
натрия15-25
Низкомолекулярный
полиэтилен10-15
Минеральное масло 10-15 Стеариновая кислота Остальное
05
J S
с; ю
CD
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для абразивной обработки металлов | 1988 |
|
SU1532574A1 |
| Смазка для абразивной обработки металлов | 1990 |
|
SU1726499A2 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2114903C1 |
| ТВЕРДАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2525293C1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Смазка для абразивной обработки алюминия и его сплавов | 1989 |
|
SU1602042A1 |
| ТВЕРДЫЙ СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2013 |
|
RU2531587C1 |
| Антифрикционная смазка для абразивной обработки металлов | 1986 |
|
SU1384605A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| ТВЕРДАЯ СМАЗКА | 2021 |
|
RU2776584C1 |
Изобретение относится к технологическим смазкам для абразивной обработки металлов. Цель - повышение производительности процесса и качества обработанной поверхности. Смазка содержит, мас.% : порошок полиамида, обработанный раствором лимонной кислоты, или порошок поливинилового спирта, обработанный раствором нитрита натрия15-25
низкомолекулярный полиэтилен 10-15
минеральное масло 10-15 и стеариновая кислота - остальное. Шероховатость обработанной поверхности при использовании новой смазки в 1,4 раза ниже, а режущая способность в 1,5 раза выше, чем при шлифовании с применением известной смазки. 2 табл.
Таблица 2
