00 X
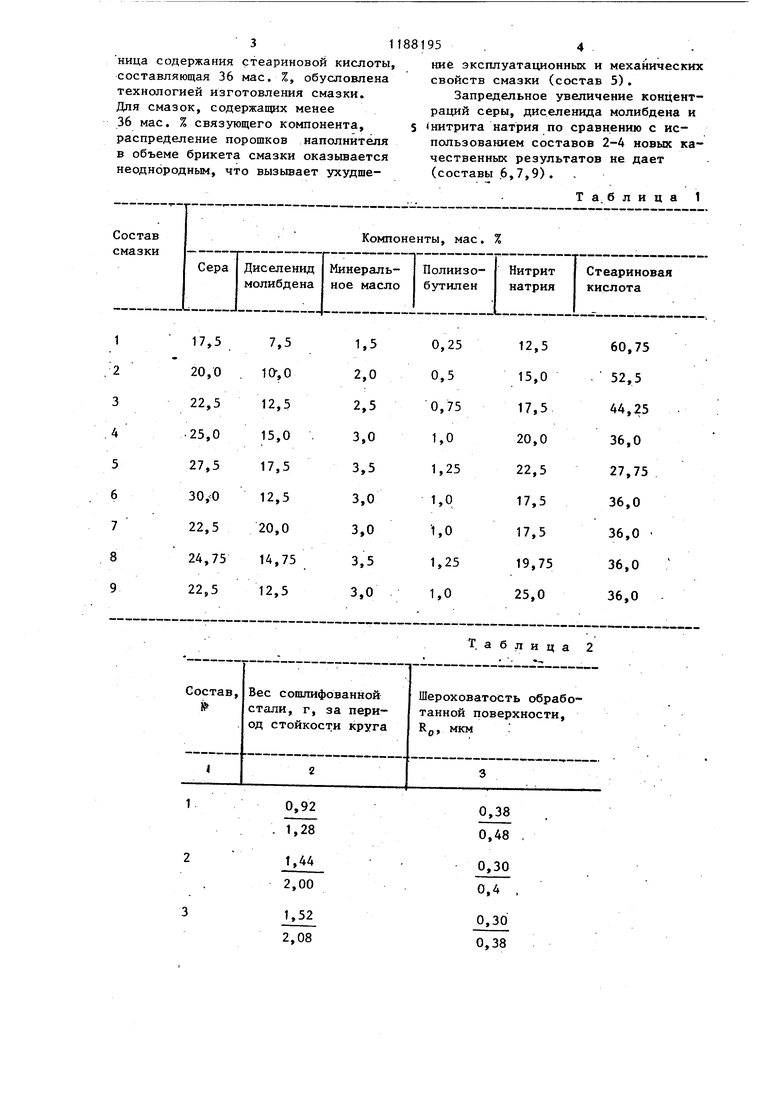
со. ел Изобретение относится к машиностроению, а именно к смазкам для абразивной обработки металлов, используемым при сухой заточке инструментов и шлифовании деталей, преимущественно из быстрорежущих, инструментальных и азотируемых сталей. Цель изобретения - повьш1ение сто1 кости абразивного инструмента.. Введение нитрита натрия в состав смазочно-охлаждающих жидкостей (СОЖ .обосновывается только целью повьш1ения смазочных свойств жидкостей. Од нако смазочные свойства нитрита нат рия могут проявляться в интервале температур до . Применение СОЖ содержащих нитритнатрия, на операциях механической обработки лезвийным инструментом, контактная температура которых превьшает 300 С, нецелесообразно вследствие повьшенного износа режущего инструмента, выз ванного химическим взаимодействием продукта разложения нитрита натрия с инструментальным материалом. В предлагаемой смазке нитрит нат рия выполнят функцию химически акти ного вещества. Разложение нитрита натрия в зоне шлифования при контак ных температурах, превьш1ающих 300 С вызывает протекание окислительных процессов ювенильной поверхности обрабатываемого материала с участие кислотного остатка нитрита натрия. Образование хрупких окисных пленок на поверхности металла и стенках ми ротрещин его разрушения позволяет снизить энергию,.необходимую для диспергирования металла, и предотвр тить процессы адгезии. Смазка предлагаемого состава изготавливается в виде цилиндрических брикетов, В расплав стеариновой кис лоты, температура которой составляе 75°С, помещают все остальные компоненты и после тщательного перемешивания полученную смесь выливают в формы, где она застывает. При приготовлении смазки использовали следующие компоненты; серу техническую ГОСТ 127-76, диселенид молибдена ТУ 89-26-78, кислоту стеа риновую (стеарин) ГОСТ 6484-64, полиизобутилен высокомолекулярный ГОСТ 13303-67, масло минеральное (веретенное) ГОСТ 1642-75, нитрит натрия ГОСТ 19906-74. 52 В рецептурах использован полиизобутилен П118, молекулярной массы 100.000-134.000. Выли приготовлены следующие составы смазок (табл. 1). Для сравнениябыла приготовлена известная смазка(состав 10), мас.%: Сера40,0 Диселенид молибдена10,0 Минеральное масло3,0 Полиизобутилен1,0 Стеариновая кислота -До 100 . .Проводили оценку шероховатости обработанной поверхности и стойкости круга при использовании смазок составов 1-10. Количественную оценку стойкости круга производили по весу сошлифованного металла за период бесприжоговой работы круга, т.е. за время обработки между его правками. Появление прижогов на обрабатываемой поверхности определяли визуально по цветам побежалости. Шероховатость обработанной поверхности измеряли поперек следов обработки на профилографе-профилометре Калибр-201. Правку круга осуществляли алмазом в оправе на следующем режиме: скорость круга 35 м/с, .подача поперечная Т,7 м/мин, глубина 0,01 мм. Эксперименты проводили при плоском врезном шлифовании образцов стали марки Р6М5, HRC62, размерами 10x50 мм, абразивным кругом ПП 200х X16x32 24А40ПСМ17К5 на следующих режимах: 35 м/с, V, 10 м/мин t 0,01-0,02 мм/дв.ход. Результаты испытаний приведены в табл. 2. В результате испытаний (табл. 2) установлено, что наибольшая стойкость круга обеспечивается при нанесении на его рабочую поверхность составов 2-4. Шероховатость поверхности при этом снижается на 1 разряд по сравнению с использованием известной смазки. Увеличение содержания стеариновой кислоты за счет запредельного уменьшения концентрации компонентов наполнителя смазки (состав 1) вызывает снижение стойкости круга и увеличение шероховатости. Нижняя граница содержания стеариновой кислоты составляющая 36 мае. %, обусловлена технологией изготовления смазки. Для смазок, содержащих менее 36 мае, % связующего компонента, распределение порошков наполнителя в объеме брикета смазки оказьшается неоднородным, что вызьшает ухудше95 .4 . ние эксплуатационных и механических свойств смазки (состав 5). Запредельное увеличение концентраций серы, диселенида молибдена и нитрита натрия по сравнению с использованием составов 2-4 новых качественных результатов не дает (составы 6,7,9). Та. блица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482932A1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Смазка для заточки режущего инструмента | 1984 |
|
SU1168588A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1366378A1 |
| Антифрикционная смазка для абразивной обработки металлов | 1986 |
|
SU1384605A1 |
| Антифрикционная смазка для абразивной обработки металлов | 1989 |
|
SU1622380A2 |
| Смазка для механической обработки металлов | 1986 |
|
SU1421762A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ , содержащая серу, диселенкц молибдена, минеральное масло, полиизобутилен и стеариновую кислоту, отличающаяся тем, чт(э, с целью повышения стойкости абразивного инструмента, смазка дополнительно содержит тприт натрия при следующем соотношении компонентов, мас.%: Нитрид натрия 15-20 Сера20-25 Диселенид молибдена10-15 Минеральное масло 2-3 Полиизобутилен 0,5-1,0 Стеариновая кислота Остальное
0,92 1,28
t,U
-
2,00
Таблица 2
0,38 0,48
0,30 0,4
0,30 0,38
1,48 2,00
1,44 2,00
1,20 1,60
1,36 1,84
0,84 1,12
римечание. Числитель - ,01 мм/дв.ход,
Продолжение табл. 2
0,29 0,38
0,31 0,400,29 0,38
0,40 0,45
0,35
0,44
.0,38 0,44
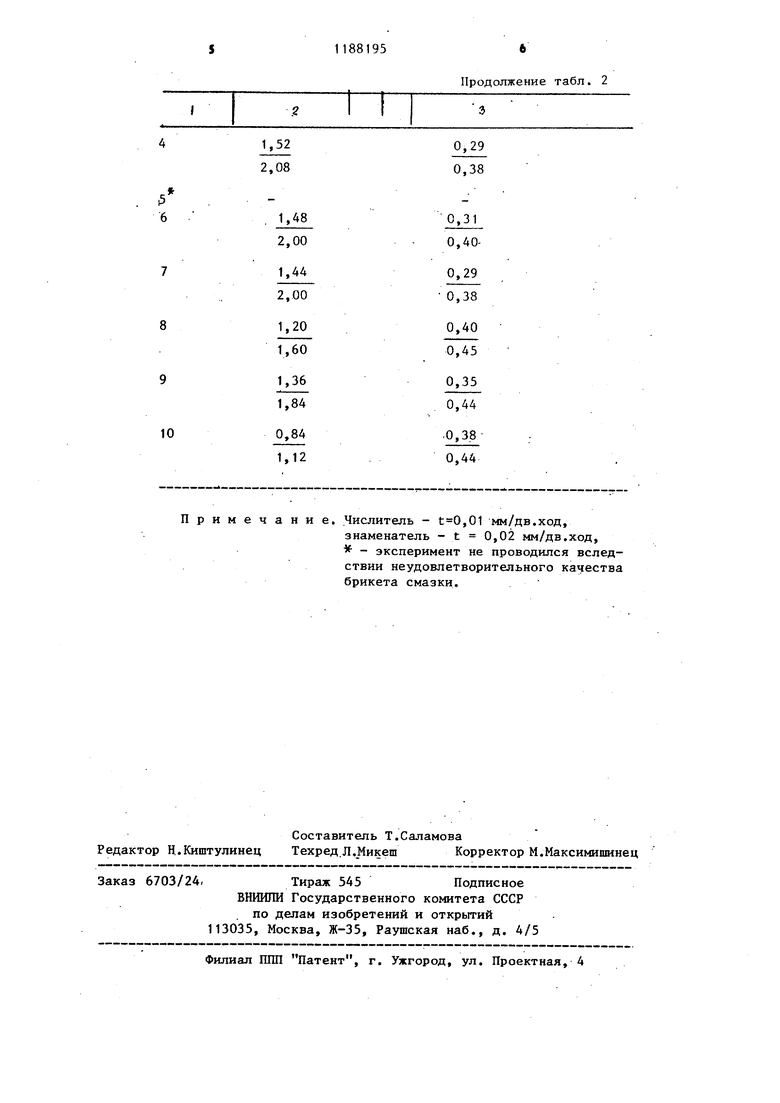
знаменатель - t 0,02 мм/дв.ход, - эксперимент не проводился вследствии неудовлетворительного качества брикета смазки.
| Смазка для механической обработки металлов | 1975 |
|
SU560902A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Антифрикционная смазка для абразивной обработки | 1981 |
|
SU1016356A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
