Изобретение относится к прокатному производству и может быть использовано при охлаждении движущегося проката, преимущественно профилей с сечением, отличным от круга - арматурных периодических профилей, квадрата, шестигранника, овала и т.п.
Известно устройство для охлаждения движущегося проката, преимущественно мелкосортных профилей, содержащее форсунку и камеру охлаждения, образованную последовательно размещенными направляющими проводками, причем каждая четная по направлению движения потока охладителя направляющая проводка установлена с зазором по периметру в коаксиальном кожухе, герметично соединенными со смежными проводками посредством конфу- зоров, прчием каждая нечетная проводка на выходе снабжена средством закручивания потока.
Недостатком этого устройства является продолжение кручения потока охладителя вокруг продольной оси устройства в конфу- зоре и нечетной проводке. Из-за этого при охлаждении сортового проката с профилем, отличным от круга, например арматурных периодических профилей класса Ат-Ш и выше, имеющих выступы по винтовым линиям с одной стороны профиля с правым, а с другой - с левым заходом, по одной стороне профиля поток направлен параллельно винтовым выступам, а по другой - перпендикулярно. При этом на противоположных поверхностях профили различаются условиями охлаждения. Там, где поток параллелен винтовым выступам, поверхность охлаждения развита, теплообмен идет интенсивно со всей поверхности, там, где поток перпендикулярен винтовым выступам,последние экранируют поток, возникают застойные микрозоны за винтовыми выступами. Теплообмен затруднен и возникает неравномерность охлаждения по сечению раската, приводящая к короблению раската и образованию микротрещин на поверхности, что снижает качество готового продукта. При интенсивном охлаждении профилей малых диаметров из-за коробления возможно за- буривание раската в устройстве.
Цель изобретения - повышение качества профилей поперечного сечения, отличного от круга, путем повышения равномерности охлаждения.
Указанная цель достигается тем, что устройство снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
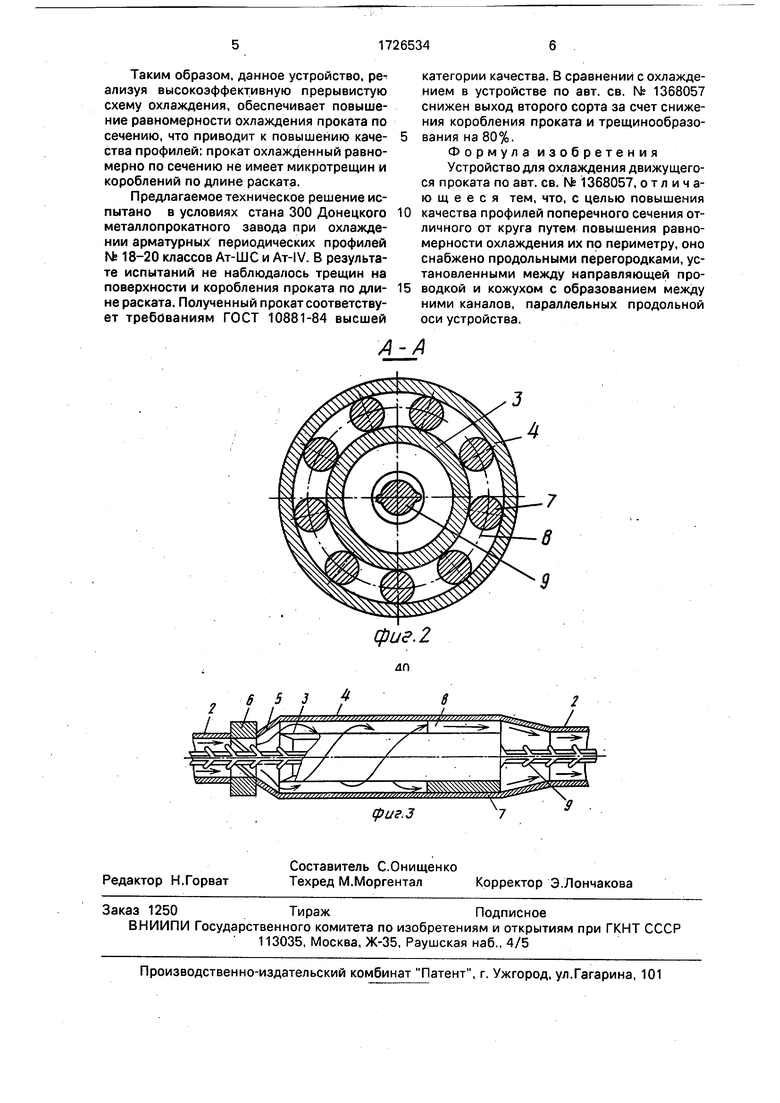
На фиг. 1 показана конструкция устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема работы устройства.
Устройство для охлаждения движущегося проката состоит из нагнетающей форсунт ки 1, камеры охлаждения, образованной последовательно размещенными нечетными 2 и четными 3 проводками, установленными с зазором в коаксиальном кожухе 4,
0 герметично соединенном со смежными проводками посредством конфузора 5 и средства 6 закручивания потока, например втулки с внутренними винтовыми каналами. Между кожухом 4 и проводкой 3 равномерно уста5 новлены стержни 7, образующие каналы 8, направленные вдоль продольной оси устройства. Эти каналы обеспечивают выпрямление закрученного втулкой в потоки вдоль оси устройства.
0 Устройство работает следующим образом.
Прокат 9 проходит нагнетающую форсунку 1 и поступает в камеру охлаждения, образованную последовательно размещен5 ными нечетными 2 и четными 3 проводками (фиг. 3), в которые одновременно подается охладитель. В нечетной проводке происходит интенсивный теплоотбор в результате взаимодействия движущегося проката с по0 током охладителя. Затем с помощью средства закручивания потока, например втулки 6 с внутренними винтовыми каналами, потоку придается вращательное движение. Попадая в конфузор 5, являющийся по ходу дви5 жения диффузором, поток за счет центробежных сил отбрасывается к стенкам конфузора 5, образуя воронку, создавая в осевой зоне разрежение, и следует в полость, образованную кольцевым зазором
0 между четной 3 проводкой и кожухом 4, сохраняя вращательно-поступательное движение (таким образом, охладитель отводится от движущегося проката и образуется пауза для выравнивания температурного перепада по сечению). В полости между четной 3 проводкой и кожухом 4 охладитель попадает в продольные каналы 8, образованные стержнями б, при этом вращательная составляющая скорости движения
5 потока гасится и поток выходит в конфузор между коаксиальным кожухом 4 и нечетной проводкой 1 сформированным параллельно продольной оси устройства в нечетную 1 проводку и цикл интенсивного охлаждения
0 повторяется. При такой работе устройства каждый цикл интенсивного охлаждения осуществляется равномерным потоком охладителя, движущимся параллельно оси камеры охлаждения, соответствующей положению раската 9.
Таким образом, данное устройство, реализуя высокоэффективную прерывистую схему охлаждения, обеспечивает повышение равномерности охлаждения проката по сечению, что приводит к повышению качества профилей: прокат охлажденный равномерно по сечению не имеет микротрещин и короблений по длине раската.
Предлагаемое техническое решение испытано в условиях стана 300 Донецкого металлопрокатного завода при охлаждении арматурных периодических профилей № 18-20 классов Ат-ШС и Ат-IV. В результате испытаний не наблюдалось трещин на поверхности и коробления проката по длине раската. Полученный про кат соответствует требованиям ГОСТ 10881-84 высшей
0
5
категории качества. В сравнений с охлаждением в устройстве по авт. св. № 1368057 снижен выход второго сорта за счет снижения коробления проката и трещинообразо- вания на 80%.
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. Мг 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.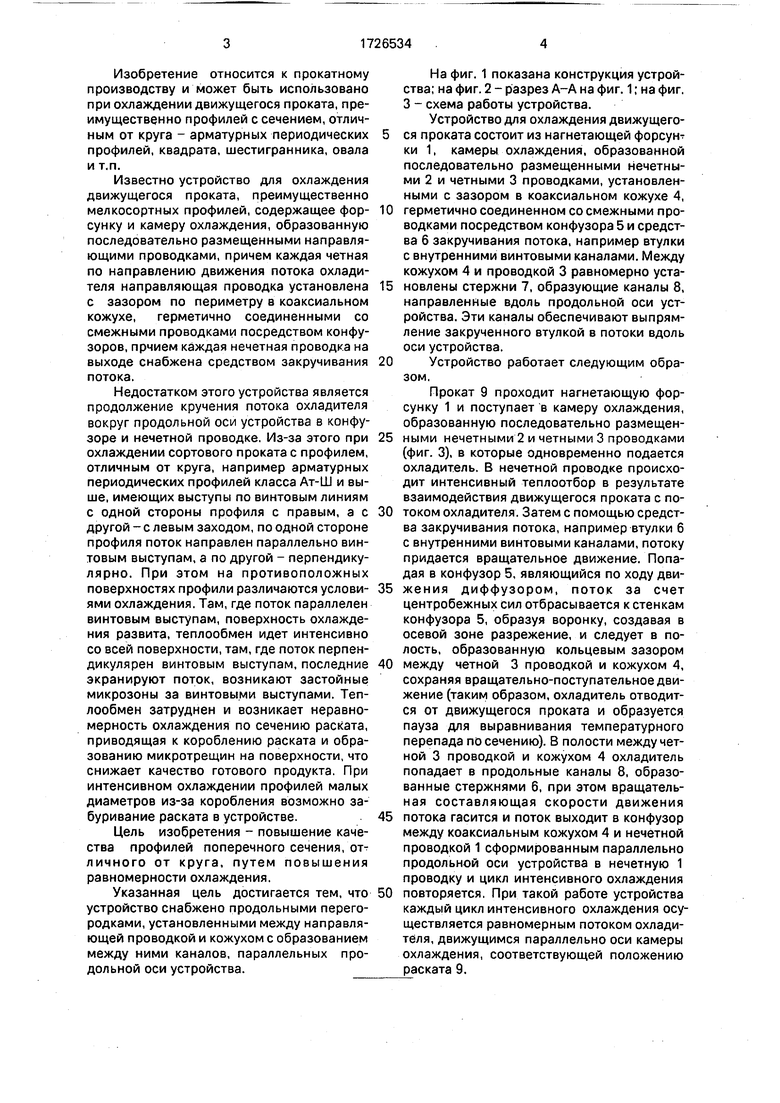
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения движущегося проката | 1985 |
|
SU1368057A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2001 |
|
RU2174883C1 |
| Устройство для охлаждения проката | 1989 |
|
SU1759902A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| Способ прокатки | 1984 |
|
SU1219181A1 |
| Устройство для охлаждения проката | 1981 |
|
SU1025733A1 |
| Устройство для охлаждения мелкосортного проката | 1978 |
|
SU738712A1 |
| Способ поверхностной обработки проката | 1986 |
|
SU1398942A1 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2005 |
|
RU2282512C1 |
Изобретение относится к прокатному производству и может быть использовано при охлаждении движущегося проката, преимущественно профилей с сечением, отличным от круга - арматурных периодических профилей, квадрата, шестигранника, овала и т.п. Цель изобретения - повышение качества профилей поперечного сечения, отличного от круга. Устройство состоит из нагнетающей форсунки 1, камеры охлаждения, образованной последовательно размещенными нечетными 2 и четными 3 проводками, установленными с зазором в коаксиальном кожухе 4, герметично соединенном со смежными проводками посредством конфузора 5 и средства для закручивания потока 6, выполненного в виде втулки с внутренними винтовыми каналами. Между кожухом 4 и проводкой 3 равномерно по периметру их поперечного сечения установлены стержни 7, образующие каналы 8, направленные вдоль продольной оси устройства. 3 ил. сл с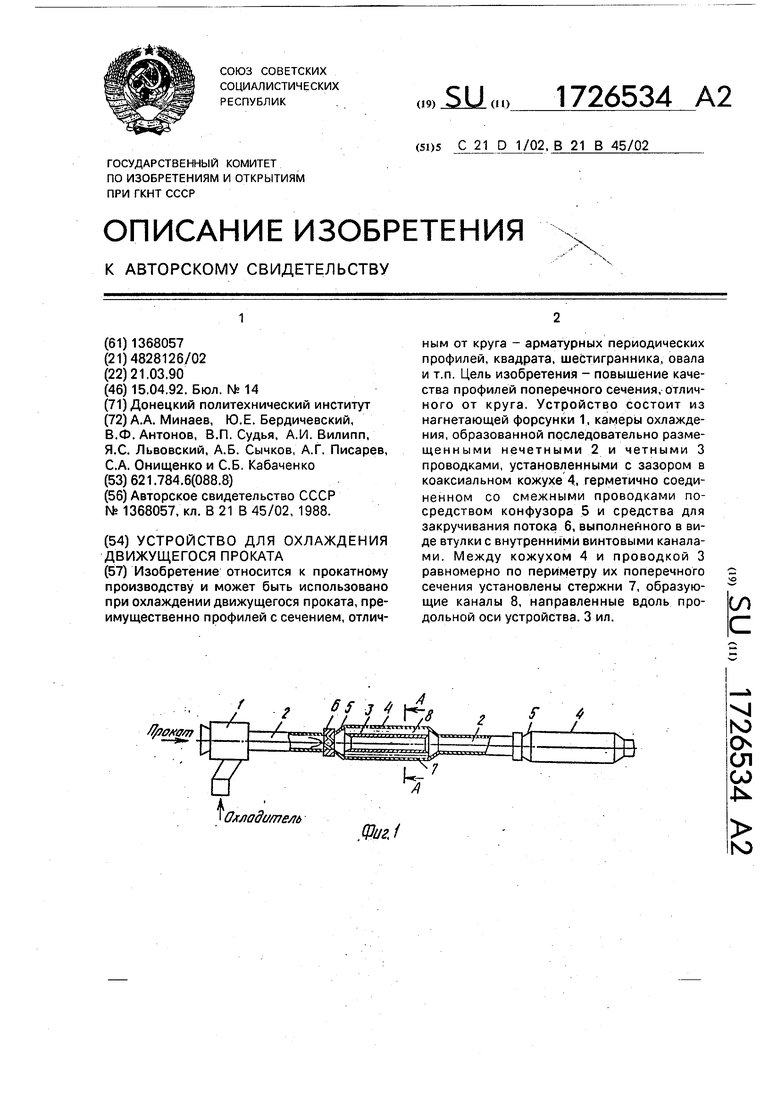
А-А
| Устройство для охлаждения движущегося проката | 1985 |
|
SU1368057A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
