П(юка/п
Изобретение относится к прокатному производству, а именно к охлаждений движущегося проката, преимущественно мелкосортных профилей и катанки высокого качества.
Целью изобретения является экономия охладителя при обеспечении высокого качества охлаждаемого проката. На чертеже изображена схема устройства для охлаждения движущегося проката.
Устройство для охлаждения движущегося проката состоит из форсунки 1 с подводом для подачи охладителя камеры охлаждения, образованной последовательно размещенными нечетными 2 и четными 3 проводками,установленными с зазором по периметру в коаксиальном кожухе 4, герметично со- .единенным со смежными проводками посредством конфузоров 5 и средства 6 закручивания потока, например, .втулки с внутренними винтовыми каналами. Средство 6 закручивания потока также может быть выполнено в виде турбинки (не показана), приводимой либо силой самого потока, либо внешним источником.
Устройство работает следующим образом.
Прокат направляют в форсунку 1 и далее в камеру охлаждения, образованную последовательно размещенными нечетными 2 и четными 3 проводками. Охладитель под давлением подают в форсунку 1, а затем в нечетную 2 прводку. В нечетной проводке происходит интенсивный теплоотбор в результате взаимодействия движущегося проката с потоком охладителя, между поверхностью и центром проката возникает перепад температур. Длительнос интенсивного цикла охлаждения опре
Г
0
5
0
35
40
деляется длиной нечетной проводки и выбирается в соответствии с тепло- физическими свойствами охлаждаемого изделия. Затем с помощью средства закручивания потока, например втулки 6 с внутренними винтовыми каналами, потоку охладителя придается вращательное движецие. Попадая в конфузор 5, являющийся по ходу движения потока диффузором, поток за счет центробежных сил отбрасывается к стенкам конфузора 5, образует воронку, создавая в осевой зоне разрежение, и следует в полость, образованную кольцевым зазором между четной 3 проводкой и кожухом 4. Таким образом охладитель отводится от движущегося проката и образуется пауза для выравнивания температурного перепада по , его сечению.-После прохождения полости, образованной кольцевым зазором между четной 3 проводкой и кожухом 4, поток с помощью следующего по ходу движения конфузора подается вновь к прокату, и цикл интенсивного охлаждения повторяется. Таким образом, данное устройство реализует прерывистую схему охлаждения проката, циклы интенсивного охлаждения чередуются с паузами для выравнивания температурного перепада по сечению, что позволяет получить прокат высокого качества. При зтом достигается значительная экономия охладителя за счет повышения эффективности его использования.
I
Использование предлагаемого устройства обеспечит в сравнении с известным повышение эффективности использования охладителя, его экономию при получении высокого качества охлаждаемого проката.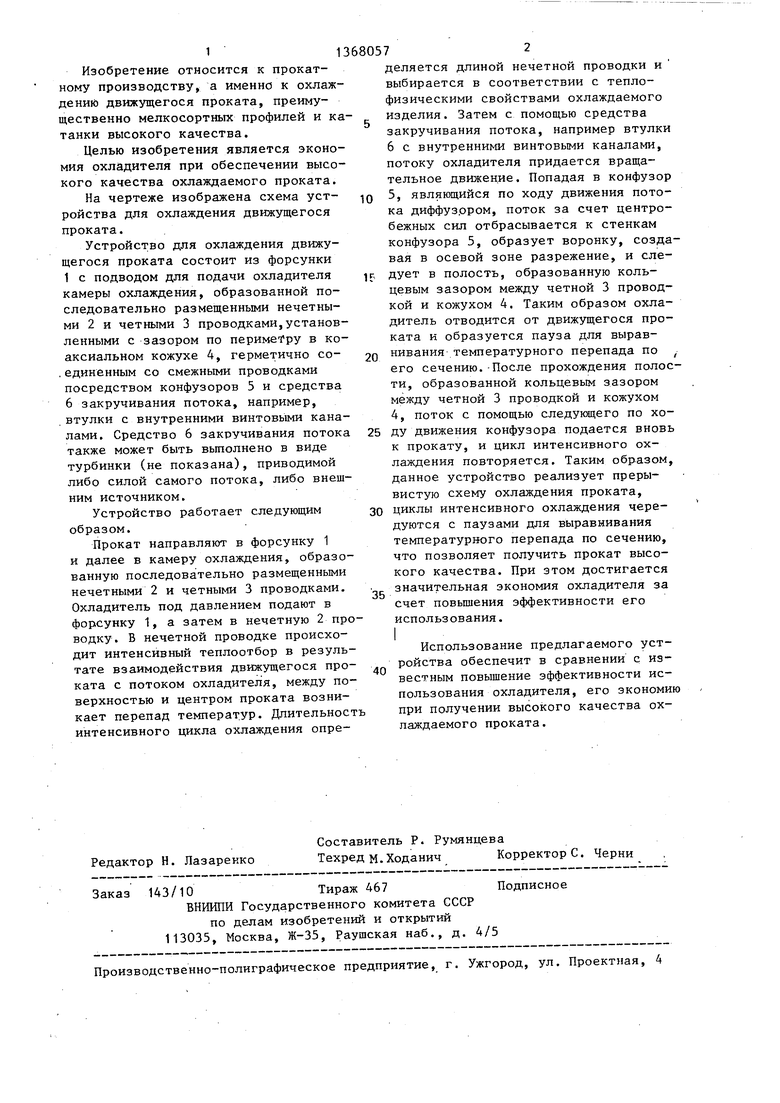
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения движущегося проката | 1990 |
|
SU1726534A2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2001 |
|
RU2174883C1 |
| Устройство для охлаждения проката | 1989 |
|
SU1759902A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2005 |
|
RU2282512C1 |
| Устройство для охлаждения проката | 1979 |
|
SU945191A1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДВИЖУЩЕГОСЯ ПРОКАТА | 2004 |
|
RU2272686C2 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |

| Устройство для термообработки и гидротранпортирования прокатных изделий | 1972 |
|
SU450836A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
