2. Устройство по п. 1, о т п и ч аю ш е е с я тем, что механизм проi дольного перемещения входной воротси выполнен в виде размещенного на вашу двигателя кулачка с профилем, образованным участком эвольвенты и радиальным прямолинейным.: участком, и пружины, закрепленной на обшей тяге.
3, Устройство по пп. 1 и 2, о т пинающее с я тем, что, с целью интенсификации процесса охлаждения, оно снабжено всасываюиим вентилятором, попость которого соединена с камерами сброса отработанного охлааителя посредством отверстий для выхоаа пара.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения проката | 1989 |
|
SU1721101A1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1985 |
|
SU1283254A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| Устройство для подстуживания петли раската | 1980 |
|
SU910268A1 |
| Устройство для охлаждения проката | 1977 |
|
SU734296A1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| Устройство для охлаждения проката | 1987 |
|
SU1574645A1 |
| Устройство для охлаждения проката в потоке стана | 1984 |
|
SU1233974A2 |
| Устройство для охлаждения проката | 1986 |
|
SU1433989A1 |
1. УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРСЖАТА, содержатцее охтшждающве камера с патрубками апя подачи охпадитвпя и входными воронками с механизмом их продопьиого пе|)емвщекия и камеры сброса отработанного охладителя с отверстиями дпя выхода пара, о т п и ч а ю щ е е с я тем, что, с целью обеспечения равномерного и интенсивного охлаждения проката, схпаждакхоая камера и камера сброса отработанного охпадин тепя соединены между собой вход-вой во ронкой, установленной ге; |етичво в последних и связанной с механвзмса перемещения с обеспечением величины хода равной 0,1-1 диаметра охпаждаюсюй . меры.
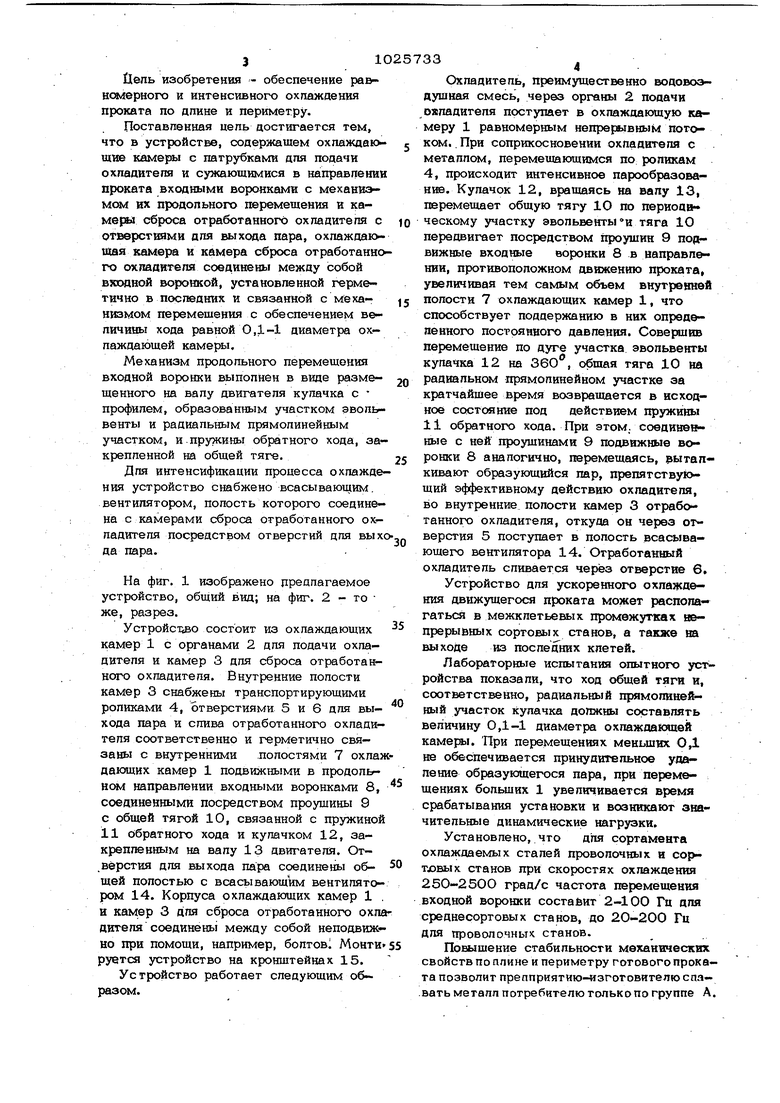
Изобретение относится к металлургической промышленности и может найти применение на проволочных, ме.лко- и среднесортных станах горячей -црокатки для ускоренного охлаждения раската в потоке стана ипи за последней клетью для получения необходимой структуры метапла путем снижения температуры дс не обходимого уровня. Известно устройство для охлаждения прокатных изделий, содержащее камеру охлаждения с направляющей воронкой, в которой установлены центрирующие ролики и орган для подачи охладителя. Камера охлаждения снабжена герметическим кожухом, а в ее стенке выполнено отверсти сообщающее полость камер 1 и полость ко жуха Ц J. Недостатком указанного устройства является то, что полость камеры охлаждения и гермегичёского кожуха сообщается посредством отверстия, через которое выходит пар, образующийся при охлаждении, удаление которого происходит самопроизвольно периодически. Это создает препятствие эффективному взаимодействию охладителя с металлом, различные участ ки которого будут охлаждаться неравномерно по длине. Известно устройство для охлаждения движущегося проката, ысшочающее камеру охлаждения в виде проводковой трубы с герметично встроенной в нее регулируемо форсункой (орган для подачи охладителя) и дополнительную встречно направленную форсунку, которая закреплена герметично на проводковой трубе f 2}. Недостатком данного устройства является то, что дополнительная встречно нап равленная форсунка создает в камере охлаждения паровую пробку, ноторая снижает эффективность взаимодействия металла с потоком охладителя, поступающим нз органов для подачи охладителя, что создает разность температур по длине раската, которая не соответствует требованиям. Наиболее близким к предлагаемому по технической сущности явдяется устройство для охлаждения проката, содержащее охлаждающие камеры с патрубками для подачи охладителя и входными воронками с механизме их продольного перемещения и камеру сброса отработанного охладителя с отверстиями для выхода пара. Процесс охлаждения осуществляется турбулентными потоками охлаждающей жидкости, поступающими в камеру охлаждения в направлении движения проката. Пройдя камеру охлаждения, вода посредствен камеры сброса отработанного охладителя, установленной на выходе из камеры, меняет под действием сил инерции направление своего движения на 180. Температуру конца ускоренного охлаждения регутгаруют степенью захода воронки в камеру охлаждения СзЗ. Недостатком известного устройства является то, что установка камер. сброса отработанного охладителя на выходе из охлаждающей камеры создает накопление пара в охлаждающей камере, который стравливается периодически самопроизвольно, при повышении избыточного давления, что препятствует равномерному и интенсивному истечению охладителя, вследствие чего снижается интенсивность охлаждения раската. Кроме того, данное устройство не обеспечивает применения более эффективного вида охладителя - водовоздушной смеси, создающей олее высокую эффективность охладителя и меньший расход воды. Цепь изобретения - обеспечение ра&номерного и интенсивного охлаждения проката по длине и периметру. Поставленная цель достигается тем, что в устройстве, содержащем охлаждающтяе камеры с патрубками для подачи охладителя и сужающимися в направлении проката входными воронками с механи иам. их продольного перемещения и камеры сброса отработанного охладителя с отверстиями для выхода пара, охлаждак шая камера и камера сброса отработанно го охпаантеля соединены между собой вкодной воронкой, установленной герметично в последних и связанной с механизмом перемещения с обеспечением величины хода равной 0,1-1 диаметра охлаждающей камеры. Механизм продольного перемещения входной воронки выполнен в виде размещенного на валу двигателя кулачка с профилем, образованным участком эвольвенты и радиальным прямолинейным участком, и.пружины обратного хода, закрепленной на общей тяге. Для интенсификации процесса охлажде ния устройство снабжено всасывающим, вентилятором, полость которого соединена с камерами сброса отработанного охладителя посредством отверстий для вых да пара. На фиг. 1 изображено дрецлагаемое устройство, общий вид; на фиг. 2 - то же, разрез. УстройС11во состоит VI3 охлаждающих камер 1 с органами 2 для подачи охладителя и камер 3 для сброса отработанного охладителя. Внутренние полости камер 3 снабжены транспортирующими роликами 4, отверстиями 5 и 6 для выхода пара и слива отработанного охладителя соответственно и герметично связаны с внутренними .полостями 7 охла дающих камер 1 подвижными в продольгнсм направлении входными воронками 8, соединенными посредством проушины 9 с общей тягой 10, связанной с пружиной 11 обратного хода и кугачком 12, закрепленным на валу 13 двигател:я. От.вёрстия для выхода пара соединены общей полостью с всасывающим вентигштором 14. Корпуса охлаждающих камер 1 и камер 3 для сброса отработанного охл дителя сое дине нь1 между собой неподвижно при помощи, например, болтов Монти руется устройство на крошдтейнах 15. Устройство работает следующим об разом. Охладитель, преимущественно водовоздушная смесь, через органы 2 подачи охладителя поступает в охлаждающую камеру 1 равномерным непрерывным потоком. . При соприкосновении охладителя с металлом, перемещающимся по роликам 4, происходит интенсивное парообразование. Кулачок 12, вращаясь на валу 13, перемещает общую тягу 10 по периодическому участку эвольвенты И тяга 10 передвигает посредством проушин 9 подвижные входные воронки 8 в направлении, противоположном движению проката, увеличивая тем самым объем внутренней полости 7 охлаждающих камер 1, что способствует поддержанию в них опредеиенного постоянного давления. Совершив перемещение по дуге участка эвольвенты купачка 12 на Збо, обшая тяга 10 на радиальном прямолинейном участке за кратчайшее время возвращается в исходное состояние под действием пружины 11 обратного хода. При этом., соедине ные с ней проушинами 9 подвижные воронки 8 аналогично, перемещаясь, рытапкивают образующийся пар, препятствукущий эффективному действию охладителя, во внутренние полости камер 3 отработанного охладителя, откуда он через отверстия 5 поступает в полость всасывающего вентилятора 14. Отработанный охладитель сливается через отверстие 6, Устройство для ускоренного охлаждения движущегося проката может распопа- гаться в межклетьевых промежутках непрерывных сортовых станов, а также на выходе вз последних клетей. Лабораторные испытания опытного уст ройства показали, что ход общей тяги и, соответственно, радиальный прямолинейный участок кулачка должны составлять величину 0,1-1 диаметра охлаждакяаей камеры. При перемещениях меньших 0,1 не обеспечивается принудительное удаление образующегося пара, при перемещениях болыиих 1 увеличивается время срабатывания установки и возникают значительные динамические нагрузки. Установлено, что для сортамента охлаждаемых сталей проволочных и со{ товых станов при скоростях охлаждения 25О-250О град/с частота перемещения входной воронки состаьит 2-100 Гц для среднесортовых станов, до 20-200 Гц для проволочныс станов. Повышение стабильности механических свойств по плине и периметру готового проката позволит препприятию-изготовителю спа- .вать металл потребителю только по группе А. /
fut.i //
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| кп | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
