со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| Силовой комбинированный элемент | 1990 |
|
SU1717760A1 |
| Длинномерный формованный профиль и способ его изготовления, термоусаживаемая лента и способ ее изготовления, способ изготовления термовосстанавливаемых ленточных изделий из полимера и способ изготовления термовосстанавливаемой ленты | 1989 |
|
SU1745109A3 |
| ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2531108C1 |
| Оболочка из композиционных материалов | 2018 |
|
RU2686365C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ПРЕДВАРИТЕЛЬНО ОТФОРМОВАННЫХ ЗАГОТОВОК ВОЛОКНИСТОЙ СТРУКТУРЫ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ КОЛЬЦЕВОЙ ФОРМЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1996 |
|
RU2181393C2 |
| КОМПОЗИТНЫЙ РЕЗЬБОВОЙ СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2309848C1 |
| ПРЕПРЕГ | 2018 |
|
RU2687926C1 |
| ТРУБЧАТАЯ СТРУКТУРА, СПОСОБ СОЗДАНИЯ ПРИНИМАЮЩЕГО НУЖНУЮ ФОРМУ ПЛЕТЕНИЯ И СПОСОБ УПРОЧНЕНИЯ ТКАНОЙ СТРУКТУРЫ | 2005 |
|
RU2411124C2 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
Изобретение относится к машиностроению. Цель изобретения - повышение надежности и технологичности. Наполнитель стержня 1 с резьбовыми участками 2 выполнен в виде тонкостенной трубки с параллельными или спиральными гофрами на боковой поверхности и жгутов или прядей из однонаправленных волокон, или высокопрочного корда. Жгуты (пряди, корд) размещены в трубке и между ее гофрами. Гофры трубки выполнены с постоянным сечением по длине стержня 1. Нити трубки расположены вдоль стержня 1, а нити утка - ему перпендикулярно. Трубка 3 выполнена многослойной. 1 з.п. ф-лы, 3 ил.
-J
фце.
.
L
VI
hO
Os
00
ел о
-fl
Изобретение относится к соединительным элементам и может быть использовано в машиностроении, в частности в стержневых резьбовых деталях для соединения высоконагруженных узлов и аппаратов.5
Известен резьбовой стержневой элемент, выполненный из композиционного материала на основе тканого нитеволокни- стого наполнителя.
Недостатками известного соединитель- ТО ного элемента являются низкая прочность отдельных резьбовых участков из-за перерезания ими несущих слоев, находящихся у периферии стержня, необеспечение надежного закрепления этих участков связующим 15 и нетехнологичность его изготовления, связанная с раскроем заранее отпрессованных плит и обработкой призматических стержней.
Цель изобретения - повышение надеж- 20 ности и технологичности.
Указанная цель достигается тем, что в резьбовом стержневом элементе из компо- зиционного материала на основе тканого ните- волокнистого наполнителя последний выполнен 25 в виде тонкостенной трубки с параллельными или спиральными гофрами на боковой поверхности и жгутов или прядей из однонаправленных волокон, или высокопрочного корда, размещенных в трубке и между ее 30 гофрами, при этом гофры трубки выполнены с постоянным сечением по длине стержня, нити основы ткани трубки расположены вдоль стержня, а нити утка - ему перпендикулярно.35
Тонкостенная трубка дополнительно может быть выполнена многослойной.
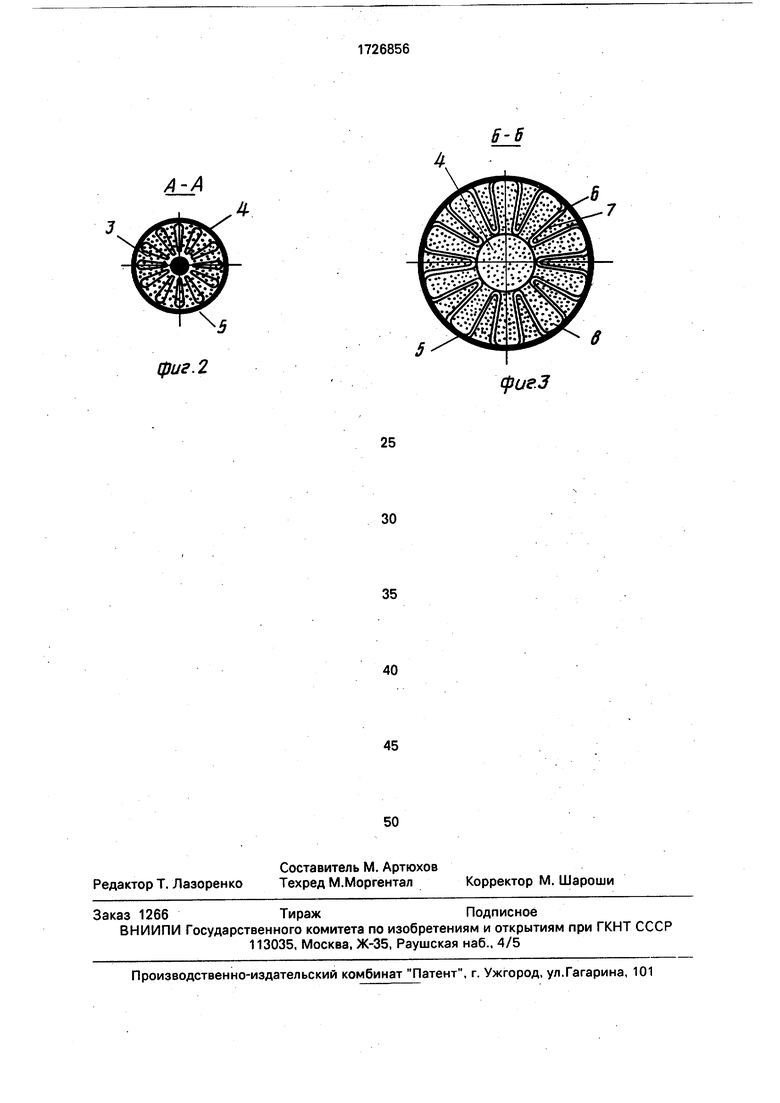
Наi фиг.1 представлен резьбовой стержневой элемент, общий вид; на фиг.2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на 40 фиг.1.
Резьбовой элемент выполнен в виде стержня 1 с резьбовыми участками 2 из композиционного материала на основе тканого нитеволокнистого тонкостенного трубчато- 45 го наполнителя 3 с сердцевиной 4 из жгутов, прядей из однонаправленных волокон или высокопрочного корда, размещенных в нем по центру стержня 1 и между гофрами 5 на его боковой поверхности, при этом гофры 5 50 выполнены параллельными или спиральными, направлены вдоль стержня 1 и имеют постоянное сечение по его длине. Нити основы трубчатого тканого наполнителя 3 расположены вдоль стержня 1, а нити утка-ему 55 перпендикулярно. Трубчатый наполнитель 3 может быть выполнен многослойным, например, с конгруэнтными слоями 6 и 7, с равномерным размещением участков 8 гофр 5 по контуру стержня 1.
Резьбовой стержневой элемент изготавливают следующим образом.
Через параллельно расположенные профилированные фильеры или штампы (не показано) непрерывно подается ткань с расположением ее нитей основы и параллельных им однонаправленных жгутов, прядей из однонаправленных волокон или высокопрочного корда по направлению протяжки и за счет профилированного контура фильер или штампов комбинированному армирующему наполнителю придается соответствующий профиль 3 с гофрами 5 и сердцевиной 4, который на последующих операциях сжимается и откалибровывается в виде стержня 1. При термообработке заготовки связующее, которым пропитан ее армирующий наполнитель, отверждается, все его элементы скрепляются между собой и в таком виде стержню из композиционного материала придаются окончательные размеры, после чего стержень разрезается на мерные отрезки и на их участках 2 нарезается резьба, и стержневой элемент отправляется на сборку.
Работа резьбовой детали заключается в следующем.
В затянутом состоянии резьбовой стержневой элемент находится под растяжением так, что контактные и срезающие нагрузки, приходящиеся на его резьбовые витки, воспринимаются гофрами 5 тканого трубчатого наполнителя 3 и прочно скрепленными с ними однонаправленными волокнами или кордом с обеспечением надежного закрепления на нем гайки. При использовании изобретения повышается технологичность и надежность резьбового стержневого элемента.
Формула изобретения
| ПОВОРОТНО-ОТКИДНАЯ ФУРНИТУРА ДЛЯ ОКОН, ДВЕРЕЙ ИЛИ ПОДОБНОГО РОДА ИЗДЕЛИЙ С ИСПОЛНИТЕЛЬНЫМ УСТРОЙСТВОМ НА ПОВОРОТНОЙ ОПОРЕ | 1997 |
|
RU2174582C2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
