Изобретение относится к технологии бытовых термосов и может быть использовано при изготовлении металлических колб термосов, в горловине которых имеется резьбы и кольцевой буртик.
Известны способы изготовления колбы термоса, включающие получение емкости из двух отдельно изготавливаемых частей и горловины с внутренним конусом и резьбой, прикрепляемой к днищу одной из частей емкости вокруг отверстия.
Известный способ включает вытяжку из листовых заготовок донышка, верхней части колбы и горловины с коническим участком, вырубку в верхней части колбы отверстия для установки горловины, затем у частей, образующих емкость ведут отбортовку кромок, а у горловины отрезку дна и накатку резьбы, после чего кромку горловины со стороны конического участка стыкуют с кромкой отверстия верхней части и сваривают, а замыкает сборку колбы сварка верхней части колбы с донышком по отбортованным кромкам. Накатка резьбы в горловине ведется с упором в дно, до осуществления операции отрезка дна. Сварка горловины и верхней части колбы с отверстием ведется по отбортованной кромке отверстия, выполненной внутрь верхней части, а после сварки устраняется внутренний карман, образующийся при отбортовке осадкой сварного шва.
Недостатком известного способа является низкая надежность колбы в эксплуатации при воздействии на нее вибрационных и ударных нагрузок. Это является следствием того, что наиболее опасное сечение колбы проходит через сварной шов. В термосе колба консольно подвешивается за горловину, а в сечении, проходящем через сварной шов между горловиной и верхней частью колбы, горловина имеет минимальный диаметр, кроме того, дополнительно уменьшается прочность шва из-за механического воздействия на него при устранении внутреннего кармана.
Целью изобретения является повышение надежности колбы.
Для этого в способе изготовления колбы термоса, включающем вытяжку из листовых заготовок донышка, верхней части и горловины колбы, формовку внутреннего буртика, накатку резьбы и отрезку дна в горловине, формирование стыкуемых кромок, стыковку и сварку упомянутых элементов колбы, вытяжку верхней части колбы и ее горловины ведут из единой заготовки за несколько операций, вытянутый полуфабрикат подвергают калибровке, а формовку внутреннего буртика осуществляют накаткой одновременно с накаткой резьбы, причем накатку резьбы ведут на горловине с отрезанным дном.
Изготовление верхней части колбы и горловины из одной заготовки с последующей накаткой буртика позволяет исключить сварной шов и увеличить прочность колбы в наиболее опасном сечении, что ведет к увеличению надежности колбы в эксплуатации при воздействии на нее вибрационных и ударных нагрузок. Калибровка после вытяжки устраняет перекос горловины относительно колбы, возникающий при ступенчатой вытяжке узкой горловины за несколько операций. Совмещение операций накатки буртика и резьбы снижает трудоемкость и увеличивает производительность изготовления колбы.
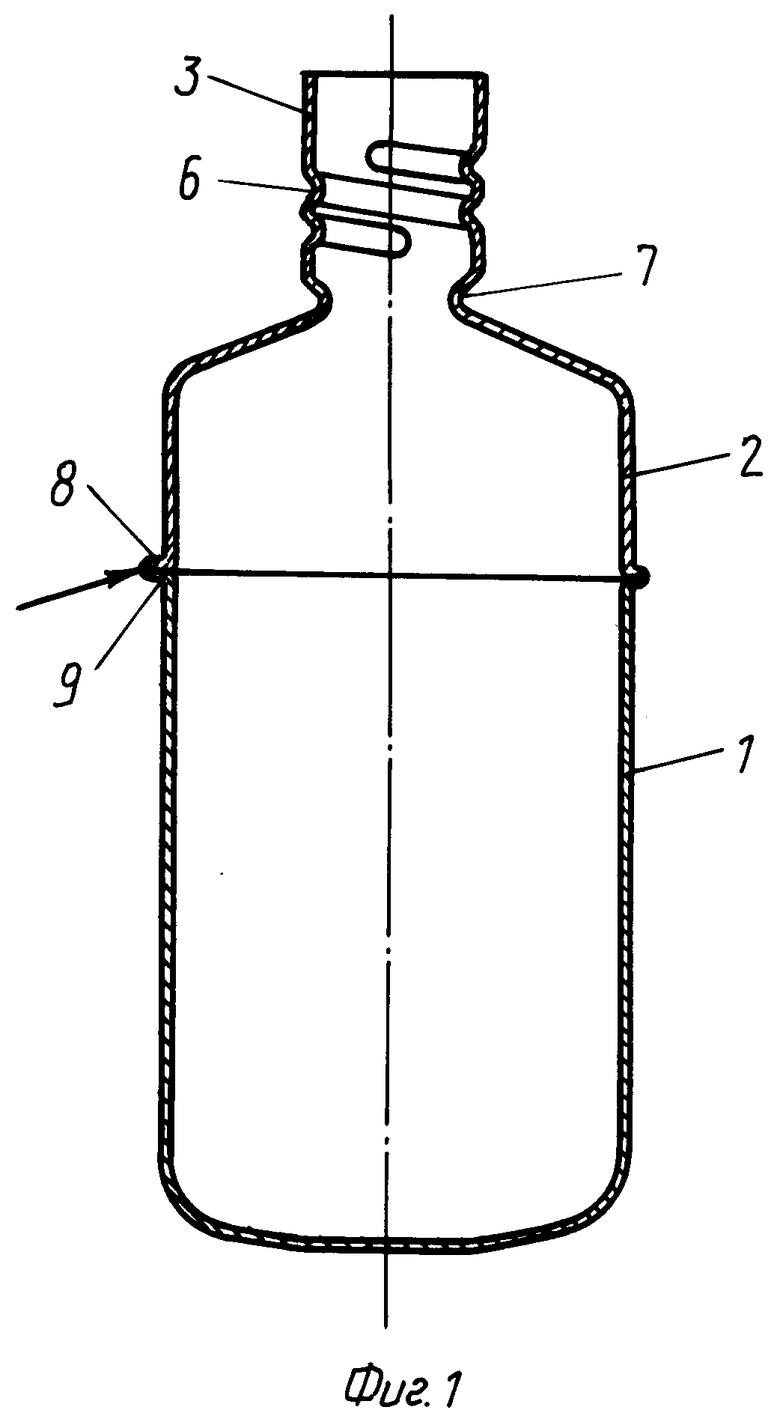
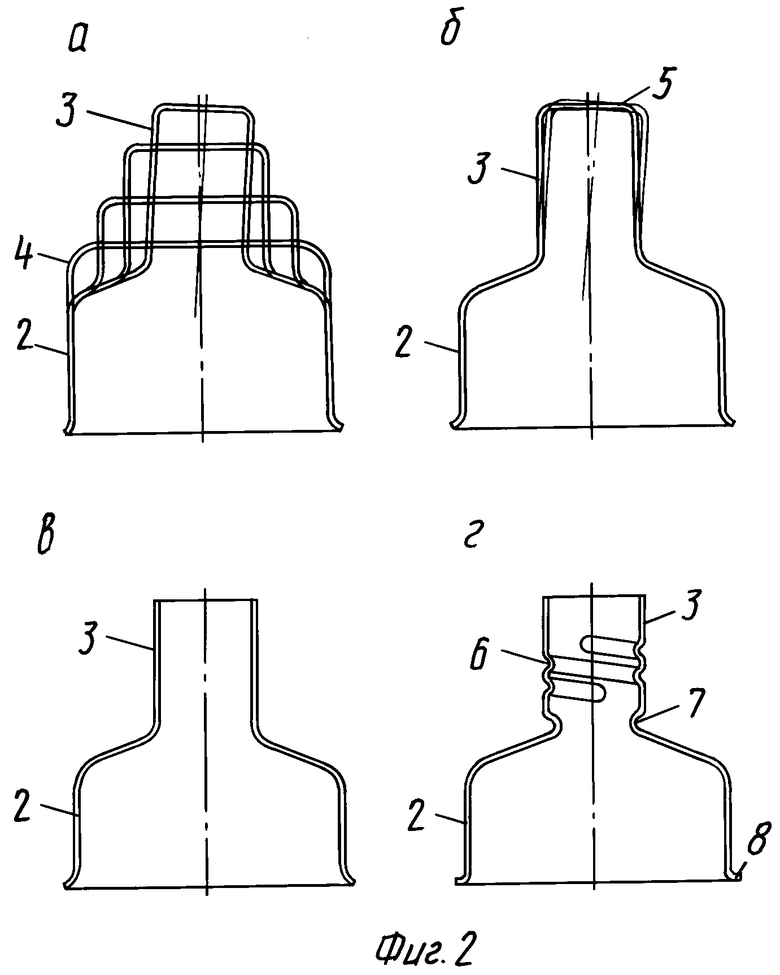
На фиг.1 изображена колба термоса, изготовленная по предлагаемому способу; на фиг.2 а, б, в, г приведены операционные эскизы изготовления горловины и верхней части колбы.
Способ включает вытяжку из листовых заготовок донышка 1, верхней части колбы 2 и горловины 3. Верхнюю часть колбы 2 и горловину 3 изготавливают из единой заготовки. Вытяжку осуществляют за четыре операции. За первую операцию осуществляют вытяжку цилиндрического стакана 4, внутренний диаметр которого соответствует внутреннему диаметру колбы. За вторую, третью и четвертую операции ведут ступенчатую вытяжку узкой и глубокой горловины 3. Вытянутый полуфабрикат подвергают калибровке с исправлением перекоса горловины 3 относительно верхней части колбы 2. После этого отрезают дно 5, а затем ведут одновременную накатку резьбы 6 и кольцевого буртика 7. Для стыковки частей колбы 1 и 2 между собой у них выполняют отбортовку кромок 8 и 9, а после стыковки соединяют их сваркой по отбортовке.
Использование ступенчатой вытяжки с последующей калибровкой, накаткой внутреннего буртика и резьбой имеет преимущество, так как позволяет исключить сварной шов в наиболее опасном сечении колбы, увеличить прочность до прочности материала колбы и за счет этого повысить надежность в эксплуатации при воздействии на нее вибрационных и ударных нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБ МЕТАЛЛИЧЕСКОГО ТЕРМОСА | 1995 |
|
RU2089320C1 |
| ВИНТОВОЙ ЗАТВОР ДЛЯ ГЕРМЕТИЧНОЙ УКУПОРКИ СОСУДОВ | 1992 |
|
RU2033950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2005 |
|
RU2286861C1 |
| Термос | 1989 |
|
SU1729471A1 |
| Способ изготовления корпусов цоколей электрических источников света | 1980 |
|
SU936094A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Способ изготовления металлической колбы к термосу | 1989 |
|
SU1732923A1 |
| Способ изготовления стальных корпусов для углекислотных огнетушителей | 2019 |
|
RU2705278C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
Использование: при изготовлении металлических колб термосов, в горловине которых имеются резьба и кольцевой буртик. Сущность изобретения: способ включает вытяжку из листовых заготовок донышка, верхней части колбы и горловины, формовку внутреннего буртика, накатку резьбы и отрезку дна в горловине, формирование стыкуемых кромок, стыковку и сварку упомянутых элементов колбы между собой. При этом вытяжка верхней части колбы и горловины осуществляется из единой заготовки с последующей калибровкой и формовкой внутреннего буртика накаткой одновременно с накаткой резьбы после отрезки дна у горловины. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБЫ ТЕРМОСА, включающий вытяжку из листовых заготовок, донышка, верхней части и горловины колбы, формовку внутреннего буртика, накатку резьбы и отрезку дна в горловине, формирование стыкуемых кромок, стыковку и сварку упомянутых элементов колбы, отличающийся тем, что вытяжку верхней части колбы и ее горловины ведут из единой заготовки за несколько операций, вытянутый полуфабрикат подвергают калибровке, а формовку внутреннего буртика осуществляют накаткой одновременно с накаткой резьбы, причем накатку резьбы ведут на горловине с отрезанным дном.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
