Изобретение относи гея к стоматологии, а именно к изготовлению металлокерамиче- ских зубных протезов.
Целью изобретения является повышение качества за счет увеличения прочности сцепления фарфорового покрытия с основой протеза и удешевление конструкции
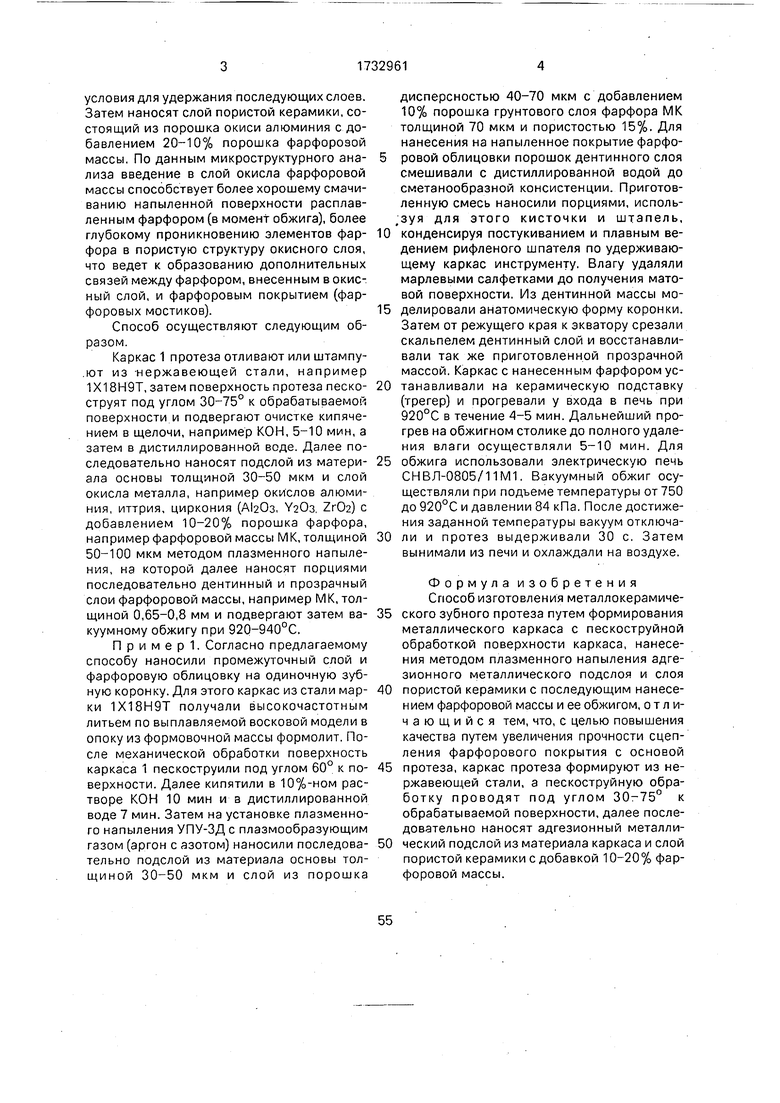
На чертеже изображен каркас протеза.
Сущность изобретения заключается в том, что каркас протеза формируют из нержавеющей стали, затем подвергают его пескоструйной обработке под углом 30-75° к обрабатываемой поверхности, далее последовательно наносят методом плазменного напыления металлический подслой из материала каркаса и слой пористой керамики, в порошок для изготовления которого добавляют 10-20% фарфоровой массы.
Каркас протеза отливают или штампуют из нержавеющей стали (марка 1Х18Н9Т),
при этом каркас 1 подвергают пескоструйной обработке в двух взаимно перпендикулярных направлениях под углом 30-75° к поверхности, что увеличивает способность поверхности к удержанию адгезионного подслоя за счет возникновения анкерного зацепления (б). Структура поверхности металла при пескоструении под углом более чем 75° (а) и менее 30° (в) не ведет к возникновению анкерного зацепления.
Адгезионный подслой наносят методом плазменного напыления из материала основы, что исключает вероятность электрохимической разнородности материалов, полное согласование коэффициентов теплового расширения, химический состав не изменяется по сечению при переходе от основы к подслою, о изменяются только физические свойства от ь-онолита до пористого, что создает хороь-ч-е адгезионные
XI
СО
ю ю о
условия для удержания последующих слоев. Затем наносят слой пористой керамики, состоящий из порошка окиси алюминия с добавлением 20-10% порошка фарфоровой массы. По данным микроструктурного ана- лиза введение в слой окисла фарфоровой массы способствует более хорошему смачиванию напыленной поверхности расплавленным фарфором (в момент обжига), более глубокому проникновению элементов фар- фора в пористую структуру окисного слоя, что ведет к образованию дополнительных связей между фарфором, внесенным в окис- ный слой, и фарфоровым покрытием (фарфоровых мостиков).
Способ осуществляют следующим образом.
Каркас 1 протеза отливают или штампу- .ют из -нержавеющей стали, например 1Х18Н9Т, затем поверхность протеза песко- струят под углом 30-75° к обрабатываемой поверхности и подвергают очистке кипячением в щелочи, например КОН, 5-10 мин, а затем в дистиллированной воде. Далее последовательно наносят подслой из матери- ала основы толщиной 30-50 мкм и слой окисла металла, например окислов алюминия, иттрия, циркония (, У20з. ZrCte) с добавлением 10-20% порошка фарфора, например фарфоровой массы МК, толщиной 50-100 мкм методом плазменного напыления, на которой далее наносят порциями последовательно дентинный и прозрачный слои фарфоровой массы, например МК, толщиной 0,65-0,8 мм и подвергают затем ва- куумному обжигу при 920-940°С.
П р и м е р 1. Согласно предлагаемому способу наносили промежуточный слой и фарфоровую облицовку на одиночную зубную коронку. Для этого каркас из стали мар- ки 1Х18Н9Т получали высокочастотным литьем по выплавляемой восковой модели в опоку из формовочной массы формолит. После механической обработки поверхность каркаса 1 пескоструили под углом 60° к по- верхности. Далее кипятили в 10%-ном растворе КОН 10 мин и а дистиллированной воде 7 мин. Затем на установке плазменного напыления УПУ-ЗД с плазмообразующим газом (аргон с азотом) наносили последова- тельно подслой из материала основы толщиной 30-50 мкм и слой из порошка
дисперсностью 40-70 мкм с добавлением 10% порошка грунтового слоя фарфора МК толщиной 70 мкм и пористостью 15%. Для нанесения на напыленное покрытие фарфоровой облицовки порошок дентинного слоя смешивали с дистиллированной водой до сметанообразной консистенции. Приготовленную смесь наносили порциями, исполь- ,зуя для этого кисточки и штапель, конденсируя постукиванием и плавным ведением рифленого шпателя по удерживающему каркас инструменту. Влагу удаляли марлевыми салфетками до получения матовой поверхности. Из дентинной массы моделировали анатомическую форму коронки. Затем от режущего края к экватору срезали скальпелем дентинный слой и восстанавливали так же приготовленной прозрачной массой. Каркас с нанесенным фарфором устанавливали на керамическую подставку (трегер) и прогревали у входа в печь при 920°С в течение 4-5 мин. Дальнейший прогрев на обжигном столике до полного удаления влаги осуществляли 5-10 мин. Для обжига использовали электрическую печь СНВЛ-0805/11М1. Вакуумный обжиг осуществляли при подъеме температуры от 750 до 920°С и давлении 84 кПа. После достижения заданной температуры вакуум отключали и протез выдерживали 30 с. Затем вынимали из печи и охлаждали на воздухе.
Формула изобретения Способ изготовления металлокерамиче- ского зубного протеза путем формирования металлического каркаса с пескоструйной обработкой поверхности каркаса, нанесения методом плазменного напыления адгезионного металлического подслоя и слоя пористой керамики с последующим нанесением фарфоровой массы и ее обжигом, отличающийся тем, что, с целью повышения качества путем увеличения прочности сцепления фарфорового покрытия с основой протеза, каркас протеза формируют из нержавеющей стали, а пескоструйную обработку проводят под углом 30-75° к обрабатываемой поверхности, далее последовательно наносят адгезионный металлический подслой из материала каркаса и слой пористой керамики с добавкой 10-20% фарфоровой массы.
а
в
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО ЗУБНОГО ПРОТЕЗА | 1996 |
|
RU2098044C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРОВОЙ ЗУБНОЙ КОРОНКИ | 1992 |
|
RU2057491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗМЕТАЛЛИЧЕСКОЙ ЗУБНОЙ КОРОНКИ | 1998 |
|
RU2143865C1 |
| СПОСОБ ФОРМИРОВАНИЯ АДГЕЗИВНО-ОПАКЕРНОЙ СИСТЕМЫ В МЕТАЛЛОГЕЛИОКОМПОЗИТНЫХ ЗУБНЫХ ПРОТЕЗАХ | 2002 |
|
RU2210337C1 |
| Способ изготовления зубного протеза | 2020 |
|
RU2751745C1 |
| УСТРОЙСТВО ДЛЯ ОБЖИГА ЗУБНЫХ ПРОТЕЗОВ | 1992 |
|
RU2102030C1 |
| НЕСЪЕМНЫЙ ЗУБНОЙ ПРОТЕЗ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2123820C1 |
| Способ изготовления металлокерамических зубных протезов | 1988 |
|
SU1648439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ЗУБНЫХ ПРОТЕЗОВ | 1992 |
|
RU2090160C1 |
| Состав для промежуточного слоя покрытия металлических зубных протезов | 1991 |
|
SU1803096A1 |
Изобретение относится к стоматологии, а именно к изготовлению металлокерамиче- ских зубных протезов. Цель изобретения - повышение качества за счет увеличения прочности сцепления фарфорового покрытия с основой протеза. Каркас протеза формируют из нержавеющей стали, затем подвергают его пескоструйной обработке под углом 30-75° к обрабатываемой поверхности, далее последовательно методом плазменного напыления наносят металлический подслой из материала каркаса и слой пористой керамики, в порошок для изготовления которого добавляют 10-20 мас.% фарфоровой массы. Пескоструйная обработка каркаса под углом к плоскости позволяет увеличить прочность сцепления напыленного покрытия с каркасом, а введение в слой пористой керамики фарфоровой массы способствует более глубокому проникновению фарфора в пористую структуру керамики при обжиге. 1 ил. СО
ЛЛЛЛЛЛЛЛ4М44ФРИ tttttttts
| M.lto | |||
| S.Takahashi, 8th Int | |||
| Thermal sprav Conference, 1976, Rep of Papers, 464, 1976 |
