Изобретение относится к устройствам для очистки наружной и внутренней поверхностей труб и может быть использовано в нефтяной, газовой, химической промышленности, а также в теплоэнергетике, водоснабжении и на ремонтных предприятиях в машиностроении.
Известно устройство для очистки наружной и внутренней поверхностей труб, включающее последовательно расположенные узлы наружной и внутренней очистки, причем узел наружной очистки имеет по крайней мере одну щетку, установленную с возможностью вращения, а узел внутренней очистки - штангу, установленную с возможностью перемещения в осевом направлении, с закрепленной на ее конце щеткой, средство для перемещения труб и
узел мойки внутренней поверхности трубы, при этом камера мойки расположена на расстоянии от моечной головки, обеспечивающем в процессе мойки нахождение противоположного от моечной головки конца трубы в моечной камере.
Известно устройство для очистки наружной и внутренней поверхностей труб, включающее механизм подачи, роликовые опоры и установленные на самоходной тележке механизмы очистки с вращающимися щетками, причем механизмы очистки выполнены с расположенными вдоль очищаемой трубы валами (штангами), на которых смонтированы щетки, а для регулирования положения валов относительно стенок трубы использован винтовой привод.
VI
GJ С О OJ
Jb
Наиболее близким к описываемому устройству для очистки наружной и внутренней поверхностей труб по технической сущности и достигаемому результату является устройство, содержащее реверсивный подающий очищаемую трубу транспортер и реверсивный приемный транспортер с размещенными на нем узлом наружной очистки и узлом внутренней очистки, имеющим кон- сольно закрепленную вдоль оси приемного транспортера полую штангу с очистными элементами на одном ее конце, смонтированными на ней посредством держателей опорными роликами и приводим ее вращения вокруг своей оси.
Известное устройство имеет ряд недостатков. Процесс очистки при работе устройства неуправляем, По окончании очистки одного типоразмера трубы необходимо менять весь узел внутренней очистки, а в узле наружной очистки - полукольца со щетками. Невозможно очищать трубу малого диаметра в диапазоне 114...325 мм, так как электропривод внутренней очистки размещен внутри трубы. Приспособление же типовых серийных механизмов к указанным габаритам приводит к ухудшению показателей их работы и в итоге к снижению производительности и чистоты обработки.
Цель изобретения - повышение производительности очистки путем компенсации. износа очистных элементов узла внутренней очистки.
Поставленная цель достигается тем, что устройство для очистки наружной и внутренней поверхностей труб, содержащее реверсивный подающий очищаемую трубу транспортер и реверсивный приемный транспортере размещенными на нем узлом наружной очистки и узлом внутренней очистки, имеющим конеольно закрепленную вдоль оси приемного транспортера полую штангу с очистными элементами на одном ее конце, смонтированными на ней посредством держателей опорными роликами и приводом ее вращения вокруг своей оси, снабжено размещенным между подающим и приемным транспортерами механизмом винтового перемещения труб и механизмом компенсации износа очистных элементов узла внутренней очистки, выполненным в виде установленного нз штанге шкива с конической канавкой на его наружной поверхности, имеющего средство его продольного перемещения вдоль штанги и связанного посредством гибких тяг с держателями роликов, закрепленными на штанге посредством шарниров, при этом средство продольного перемещения шкива вдоль штанги выполнено в виде охватывающей
шкив поворотной вилки с конусными роликами, взаимодействующими с конической канавкой шкива, и имеющей фиксирующее его поворот средство.
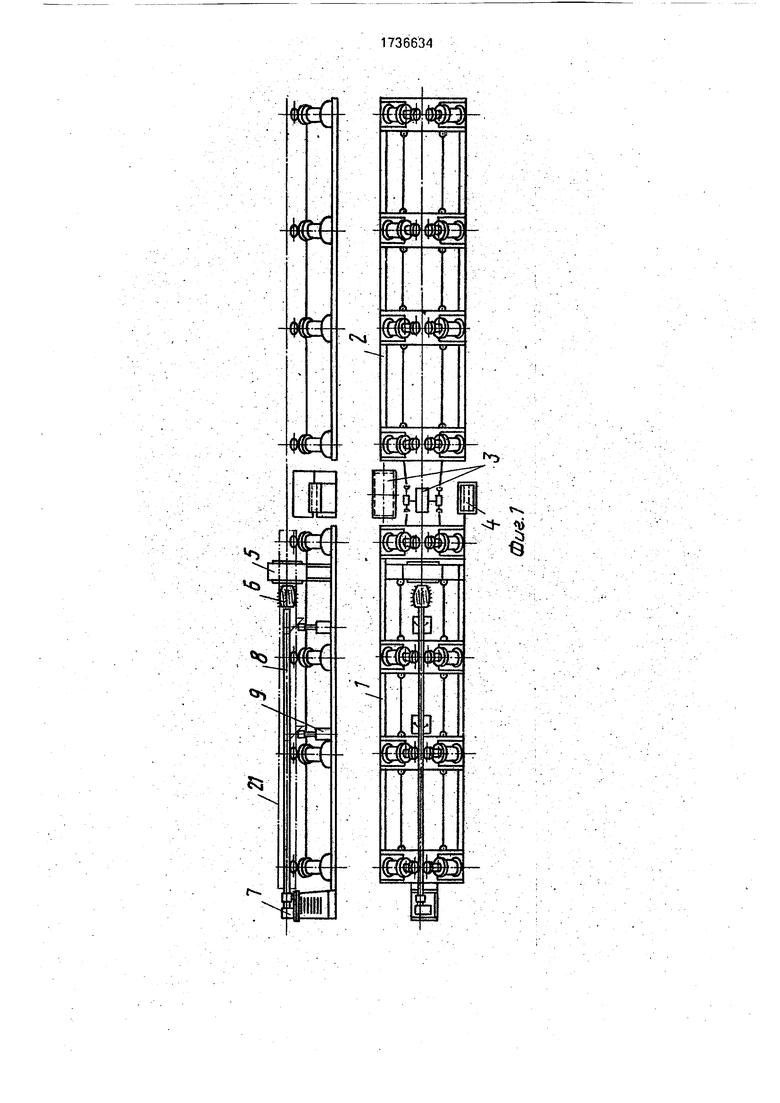
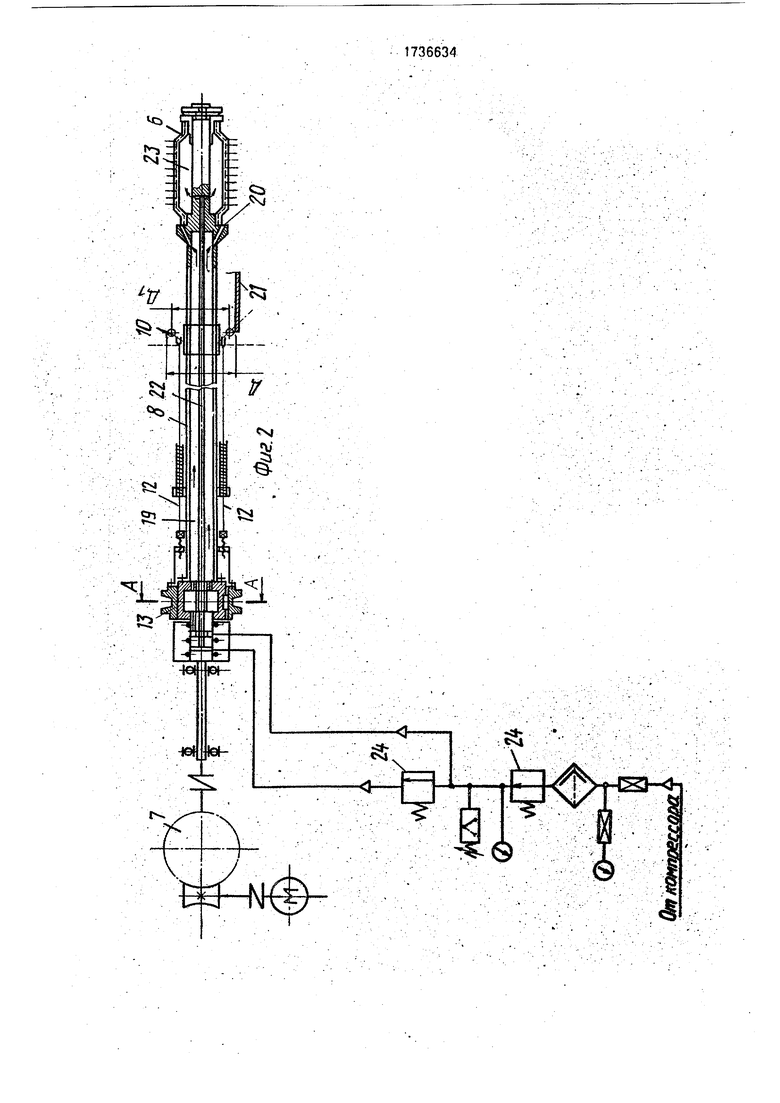
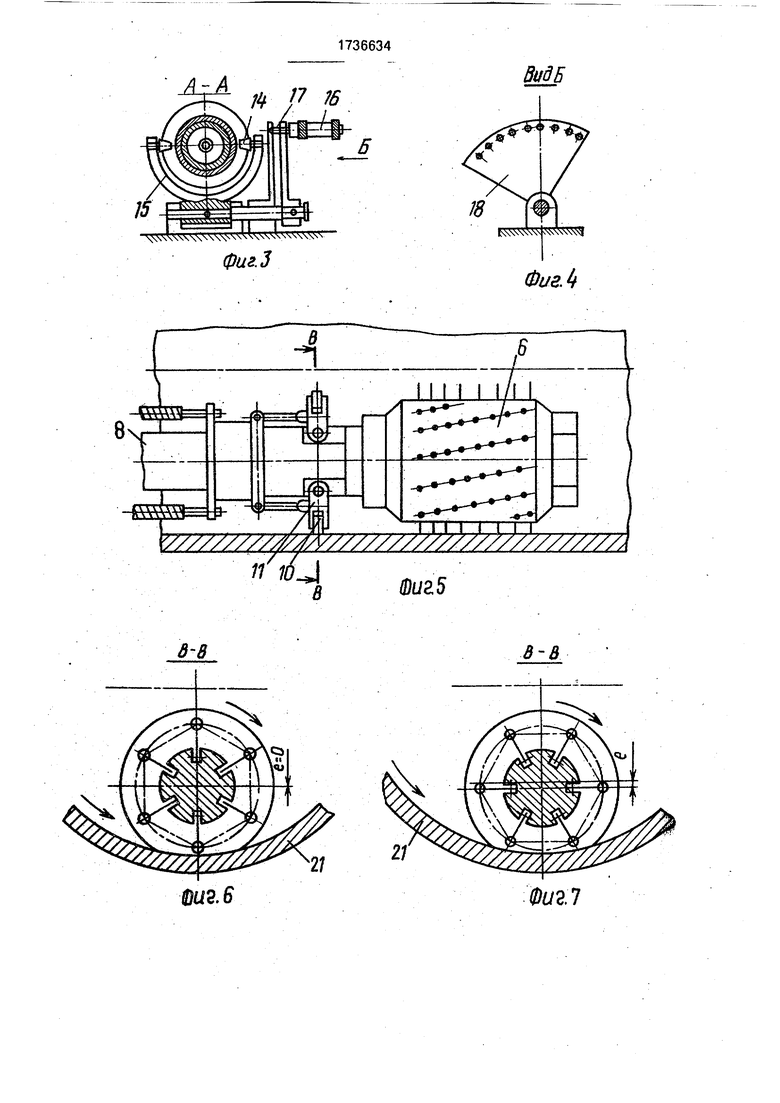
На фиг, 1 показано описываемое устройство, виды сбоку и сверху; на фиг.2 - устройство управления процессом очистки внутренней поверхности; на фиг.З - сечение А-А на фиг.2; на фиг.4 - вид по стрелке Б на
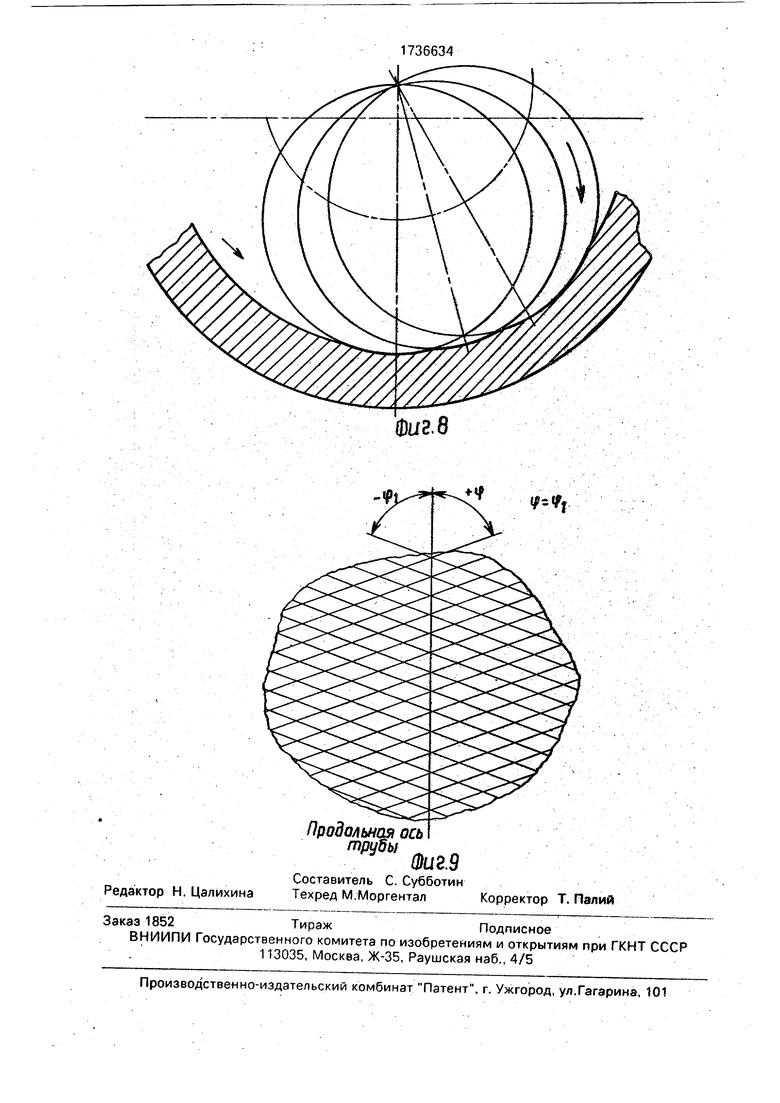
0 фиг.З; на фиг.5 - регулятор радиальной нагрузки на очистные элементы головки при очистке внутренней поверхности; на фиг.6 и 7 - фазы движения опорных роликов в сечении В-В на фиг.5; на фиг.8 - траектория оси
5 инструмента относительно внутренней поверхности трубы; на фиг.9 - геометрическая форма следов обработки на внутренней и наружной поверхностях труб,
Устройство для очистки наружной и
0 внутренней поверхностей труб состоит из реверсивного приемного транспортера 1 и реверсивного подающего транспортера 2, между которыми размещены механизм 3 винтового перемещения труб и пульт 4 уп5 равления. На приемном транспортере 1 установлен реверсивный очистной инструмент 5 для наружной очистки труб - узел наружной очистки и узел внутренней очистки. Узел внутренней очистки включает
0 очистной инструмент 6 для очистки внутренней поверхности труб с реверсивным приводом 7. Вращение к очистному инструменту 6 передается конеольно закрепленной вдоль оси приемного транспортера 1 полой
5 штангой 8, которая в нерабочем положении поддерживается откидными опорными роликами 9, установленными на приемном транспортере, В рабочем положении очистной инструмент 6 поддерживается равно0 мерно распределенными по окружности шестью самоустанавливающимися на шаг винтовой линии перемещения трубы опорными роликами 10, держатели IT которых шарнирно установлены на штанге 8 и связа5 ны с механизмом компенсации износа очистных элементов. Механизм компенсации износа очистных элементов включает тяги 12, соединенные со шкивом 13, причем последний имеет возможность продольного
0 перемещения по шпоночному пазу штанги 8 с помощью конусных роликов 14. поворотной вилки 15 и рукоятки 16, имеющей стопор 17, входящий в расположенные под углом гнезда сектора 18, жестко закрепленного на
5 основании реверсивного привода 7. Внутри штанги 8 расположены расходная воздушная магистраль 19, подающая через отверстие 20 сжатый воздух для удаления продуктов очистки из обрабатываемой трубы 21, и безрасходная воздушная магистраль 22, обеспечивающая подачу регулируемого давления воздуха в оболочку 23 очистного инструмента 6. Воздушные магистрали 19, 22 через распределители 24 и пневмоарматуру соединены с компрессе- ром.
Устройство работает следующим образом.
Труба 21 направляется на подающий транспортер 2 и механизмом 3 винтового перемещения труб по винтовой линии с заданным углом наклона подается на приемный транспортер 1, где происходит очистка наружной поверхности трубы 21 реверсивным очистным инструментом 5. Одновре- менно с наружной очисткой трубы при входе очистного инструмента 6 внутрь трубы начинается очистка ее внутренней поверхности за счет вращения очистного инструмента 6 реверсивным приводом 7. При этом враще- ние очистному инструменту 6 передается штангой 8 с заданным усилием поджатия очистного инструмента 6 к внутренней поверхности трубы 21. Заданное усилие поджатия очистного инструмента 6 устанавливается и стопорится с помощью рукоятки 16, которая поворачивает вилку 15 с установленными на ней роликами, входящими в паз шкива 13, перемещая шкив 13 по шпоночному пазу штанги 8 вместе с тя- гами 12, которые взаимодействуют с держателями 11 опорных роликов 10, раздвигают или сдвигают последние, изменяя диаметр расхождения опорных роликов 10 (фиг.2). При этом максимальный диаметр окружно- сти, описываемой опорными роликами 10, всегда меньше внутреннего диаметра трубы 21. При изменении диаметра расхождения опорных роликов 10 от D до DI изменяется расстояние от оси вращения очистного кнс- трумента 6 до внутренней образующей трубы 21. При этом за счет постоянно действующей массы штанги 8 и изменения давления в оболочке 23 производится регулировка радиальной нагрузки на инстру- мент 6. Регулируя усилие, получают нужную чистоту поверхности. При вращении очистного инструмента 6 на самоустанавливающихся по углу винтовой линии перемещения очищаемой внутренней поверхности опор- ных роликах 10 центр вращения постоянно перемещается на величину е, тем самым сообщая очистному инструменту 6 кратковременное дискретное радиальное движение в момент, когда два опорных ролика 10 находятся по разные стороны от вертикальной секущей плоскости, проходящей через ось трубы 21. За счет этого на очищаемой внутренней поверхности трубы возникает микрорельеф, который образуется по винтовой линии на всей длине внутренней поверхности трубы 21 под углом р . При прохождении всей трубы 21 относительно очистных инструментов 5, б автоматически по сигналу конечного переключателя (не показан) переключаются реверсивный механизм винтового перемещения труб, реверсивный привод 7 и реверсивный очистной инструмент 5 на вращение в другую сторону, и процесс очистки продолжается. При этом угол р наклона винтовой линии, по которой перемещается труба 21 в обратном направлении, равен углу р наклона винтовой линии, по которой труба перемещалась в прямом направлении. За счет перекрытия зон очищенных поверхностей при прямом и обратном ходах трубы 21 образуются полностью очищенные поверхности трубы с микрорельефом по фиг.9, Продукты очистки удаляются из внутренней полости трубы 21 сжатым воздухом, который подается по воздушной магистрали 19 через отверстие 20, . Управление данным устройством для очистки может осуществляться в автоматическом и полуавтоматическом режимах с пульса 4 управления.
Формула изобретения Устройство для очистки наружной и внутренней поверхностей труб, содержащее реверсивный подающий очищаемую, трубу транспортер и реверсивный приемный транспортер с размещенными на нем узлом наружной очистки и узлом внутренней очистки, имеющим консольно закрепленную вдоль оси приемного транспортера полую штангу с очистными элементами на одном ее конце, опорными роликами, смонтированными на держателях, и приводом ее вращения вокруг своей оси, отличающееся тем, что, с целью повышения производительности очистки путем компенсации износа очистного элемента в процессе очистки, оно снабжено размещенным между подающим и приемным транспортерами механизмом винтового перемещения труб и механизмом компенсации износа очистных элементов узла внутренней очистки, выполненным в виде установленного на штанге шкиеа с конической канавкой на его наружной поверхности, имеющего средство его продольного перемещения вдоль штанги и связанного посредством гибких тяге держателями роликов, закрепленными на штанге посредством шарниров, при этом средство продольного перемещения шкива вдоль штанги выполнено в виде охватывающей шкив поворотной вилки с конусными роликами, взаимодействующими с конической канавкой шкива, и имеющей фиксирующее его поворот средство.
,9 ,8
,6 ,5
23 6
Ш.1.1 j./.l 1.1 /
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ | 2002 |
|
RU2245747C2 |
| Устройство очистки внутренней поверхности труб | 2022 |
|
RU2794193C1 |
| Устройство для очистки полосовой стали | 1980 |
|
SU887039A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОЛЕСНОЙ ПАРЫ ВАГОНА | 2005 |
|
RU2306235C2 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1985 |
|
SU1329844A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ТРУБЫ | 2020 |
|
RU2773947C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПЛОДОВ БАХЧЕВЫХ КУЛЬТУР | 2002 |
|
RU2225143C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОЛЕСНОЙ ПАРЫ ВАГОНА | 2001 |
|
RU2216413C2 |
| МАШИНА ДЛЯ МОЙКИ ПЕНИЦИЛЛИНОВЫХ И ДРУГИХ ФЛАКОНОВ | 1951 |
|
SU103894A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ВНУТРЕННЕГО ПРОСТРАНСТВА КАНАЛЬНОГО ГРАФИТОВОДЯНОГО ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2264667C2 |
Использование: в нефтяной, газовой, химической промышленности, а также в теплоэнергетике, водоснабжении и на ремонтных предприятиях в машиностроении для очистки труб. Сущность изобретения: устройство снабжено установленным между подающим и приемным транспортерами механизмом винтового перемещения труб и механизмом компенсации износа очистных элементов узла внутренней очистки. Последний механизм выполнен в виде установленного на штанге шкива с конической канавкой на его наружной поверхности, имеющего средство его продольного перемещения вдоль штанги. Шкив связан посредством гибких тяг с держателями роликов, закрепленными на штанге посредством шарниров. Причем средство продольного перемещения шкива вдоль штанги выполнено в виде охватывающей шкив поворотной вилки с конусными роликами, взаимодействующими с конической канавкой шкива, и имеющей фиксирующее его поворот средство. 9 ил. у Ё
$2D
-
А-А
фиг.З
У////////////Л/У///7////////////////////А
v tU
В
Фиг5
27
№.Ј
ВидБ
ФиеЛ
Фиг5
в-а
(/8.7
Продольная ось
трувы Фиг.9
Составитель С. Субботин Техред М.Моргентал
Корректор Т. Палий
Редактор Н. Цалихина
Заказ 1852ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
Фиг. 8
Корректор Т. Палий
| Устройство для очистки стальных труб | 1951 |
|
SU96044A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
