никновения этих выбросов, ошибка измерения будет минимальной, что обеспечивает наиболее эффективное управление охлаждением полосы,
Для реализации способа определения моментов возникновения квазипиковых значений флуктуирующего сигнала в пирометрах (например, в АПИР-С) применяют специальный блок, который осущест&ляет фиксацию квазипикового сигнала и запоминание его на фиксированное время, устанавливаемое оператором вручную, что является существенным недостатком данного способа, так как он может быть применен только при неизменной .(постоянной) скорости перемещения полосы. В этом случае моменты возникновения квазипиковых значений сигнала излучения полосы (выходной сигнал пирометра, что тоже и управляющий сигнал на охлаждение) можно прогнозировать просто, зная его автокорреляционную функцию, по которой определяют время (интервал) коррекции. Как уже указывалось, данный способ используется в комплексах АПИР-С (прототип), в которых вводится специальный блок запоминания (набор ЯС-цепочек с операционными усилителями постоянного тока), позволяющий увеличивать продолжительность действия квазипикового выброса кзк сигнала управления на интервал корреляции, обеспечивая при этом измерение температуры полосы с максимально возможной точностью. Биок запоминания осуществляет запоминайте квазипикового сигнала на фиксированное время, равное интервалу корреляции (время действия управляющего сигнала) до появления нового квазипикового выброса. Такой режим работы пирометра при контроле температуры и формирования сигнала управления эффективен только при постоянной скорости перемещения полосы.
При непредсказуемых (случайных) изменениях скорости перемещения полосы (скорости прокатки) временные положения квазипиковых значений сигнала пирометра (управляющий сигнал) будут изменяться) во времени, что ведет к соответствующему изменению автокорреляционных функций, а значит, и соответственно интервалов корре- ляции флуктуирующих сигналов. В этих условиях оператор не может оптимально устанавливать вручную время запоминаний квазипиковых значений сигнала на выходе пирометров (управляющий сигнал), что существенно снижает точность контроля температуры полосы и, следовательно, понижает эффективность управления охлаждением горячекатаной полосы.
Для повышения точности контроля температуры полосы при изменении скорости прокатки необходимо автоматически определять моменты возникновения квазипиковых значений сигнала на выходе пирометра. Для этого надо знать зависимость интервалов корреляции флуктуирующего сигнала и диапазон его изменения от изменения скорости прокатки.
0 Наиболее близким по технической сущности к предлагаемому является устройство контроля температуры поверхности двигающегося слитка в камере вторичного охлаждения, содержащее первичный
5 пирометрический преобразователь частичного излучения и вторичный прибор (преобразователь), состоящий из промежуточного преобразователя, блока запоминания, блока функционального, усилителя, блока инди0 кации и функционального сопротивления (конвертор сопротивления или гиротор), величина которого изменяется от изменения скорости вытягивания слитка, осуществляя корректировку времени запоминания ква5 зипиковых значений сигнала пирометра.
Основным недостатком указанного устройства является его низкая точность контроля температуры в условиях резкого (скачкообразного) изменения скорости про0 катки, соответственно напряжения на входе гиратора. При этом выходное сопротивление гиратора также должно изменяться скачкообразно, при этом не обеспечивается в силу свойств гиратора однозначной зави5 симости интервала корреляции (времени запоминания) флуктуирующего сигнала на выходе пирометра от изменения скорости прокатки, что не позволяет определять с большой точностью положения квазипико0 вых значений сигнала и соответственно снижает точность контроля температуры полосы. Кроме того, реализация гиратора требует применения чисто активных цепей (без реактиеностей) на его входе и выходе,
5 что и определяет использование гираторов в качестве конверторов сопротивлений только в узко специализированных областях (например, при измерениях температуры на машинах непрерывной разливки
0 стали и весьма медленно меняющихся напряжениях на входе, чисто активной нагрузке и пр.).
Цель изобретения - повышение точности измерений.
5 Поставленная цель достигается тем, что для повышения точности контроля температуры полосы, двигающейся с переменной скоростью, устройство снабжено блоком обработки флуктуирующих сигналов излучения, первый вход которого соединен с
выходом первого блока ввода аналоговых сигналов, второй вход - с выходом второго блока ввода аналоговых сигналов, третий вход-с блоком ввода импульсных сигналов, а четвертый и пятый входы соответственно с блоками постоянной и оперативной памяти.
В предлагаемом способе для повышения точности контроля температуры горяче- катаной полосы, двигающейся с переменной скоростью, дополнительно вводится информация о скорости прокатки и ее изменениях, информации о скорости и флуктуирующий сигнал подвергается специальной обработке для уточнения зависимости интервала корреляции квазипиковых флуктуации сигнала излучения горячекатаной полосы, анализируется и определяется корректировка интервала корреляции от изменения скорости перемещения полосы (скорости прокатки).
Случайное изменение скорости прокатки вызывает и случайное распределение квазипиковых флуктуации сигнала излучения полосы. Кроме того, для прогнозирова- ния и вычисления моментов возникновения квазипиковых значений сигнала необходимо знать закон, по которому изменяется интервал (время) корреляции при изменении скорости прокатки. Для этого на объекте (стан 1700 горячей прокатки КарМК) проводились экспериментальные исследования. В районе отводящего рольганга был установлен пирометрический преобразователь типа АПИР-С, который визировался на дви- гающуюся с переменной скоростью горячекатаную полосу. Скорость прокатки при этом изменялась от 6 до 12 м/с Осуществлялась запись выходного сигнала пирометра на самопишущий потенциометр типа КСП4 при скорости протяжки диаграммной ленты 15 мм/с. Методами математической статистики записанный флуктуирующий сигнал подвергался обработке. На участках реализаций флуктуирующего сигнала про- , должительностью Т0 4 с находились оценки математического ожидания, дисперсии и автокорреляционных функций. Эти оценки вычислялись по известной методике. Длина участка Т0 реализации флуктуирующего сиг- нала выбиралась из соображения выполнения квазистационарности, когда все или часть статистических характеристик флуктуирующего сигнала постоянны. Для этого по методу скользящей средней на участках реализаций продолжительностью 3, 4 и 5 с с интервалом г 0,083 с снимались отсчеты амплитуд записанного сигнала излучения, вычислялись оценки математического ожидания, дисперсии и автокорреляционной
функции, которые, начиная с То - 4 с и далее, практически оказывались неизменными. Поэтому в дальнейшем обработке подвергались реализации записи флуктуирующего сигнала на участках Т0 4 с.
Статистической обработкой установлено, что время корреляции т« (интервал кор- реляции) флуктуирующего сигнал-а излучения зависит от скорости V прокатки и находится в диапазоне 0,08-0.16 с.
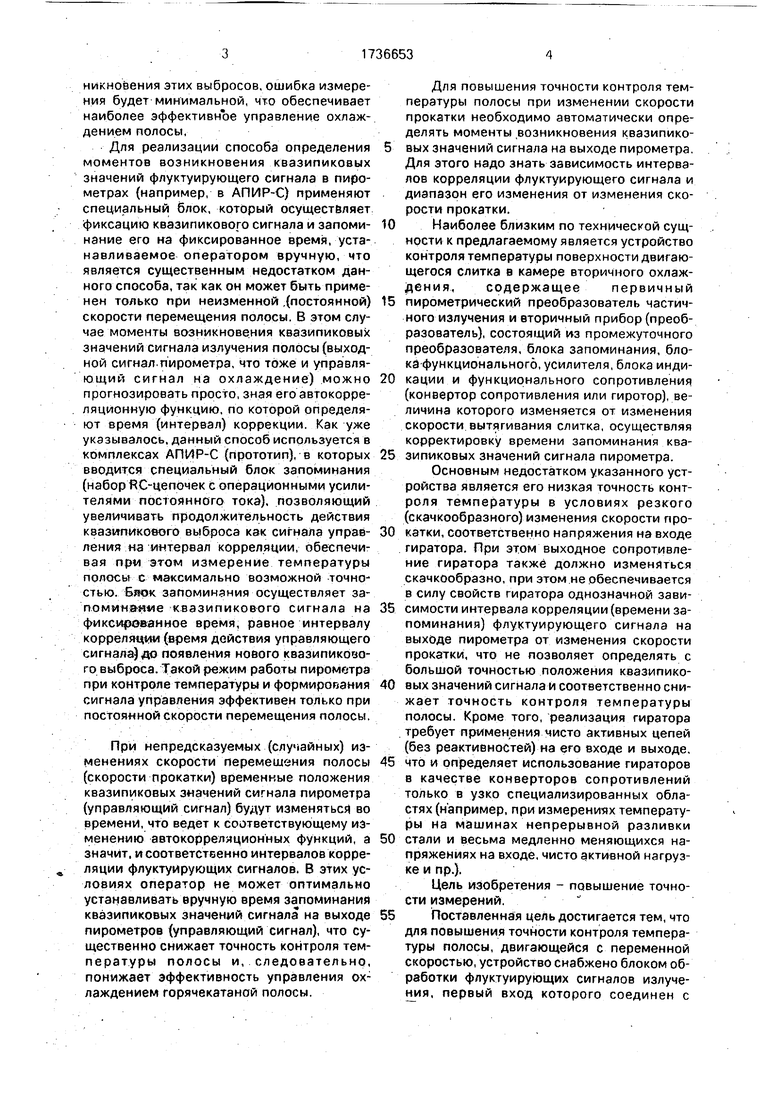
На фиг.1 приведены типичные оценки автокорреляционных функций флуктуирующего сигнала: кривая 1 - для скорости прокатки Vi 12 м/с; кривая 2 - для V2 10 м/с; кривая 3 - для Уз 8 м/с и кривая 4 - для 6 м/с.
Установлено также, что интервал корреляции квазилинейно зависит от скорости прокатки V, что иллюстрируется таблицей:
Таким образом, зная распределение квазипиковых амплитуд флуктуирующих сигналов излучения во времени и зависимость их от скорости прокатки, можно с большой точностью определять моменты выбросов, во время которых проводят измерение температуры полосы и осуществляют корректировку моментов выбросов во времени при изменении скорости прокатки.
В предлагаемом способе при фиксированной скорости перемещения полосы осуществляется определение и запоминание моментов возникновения квазипиковых выбросов флуктуирующего сигнала излучения полосы; автоматическое слежение за квази- пиковыми выбросами при изменении скорости перемещения полосы; анализ флуктуирующего сигнала для определения начального квазипикового выброса и вычисление интервалов корреляции; осуществление контроля температуры полосы в моменты выбросов.
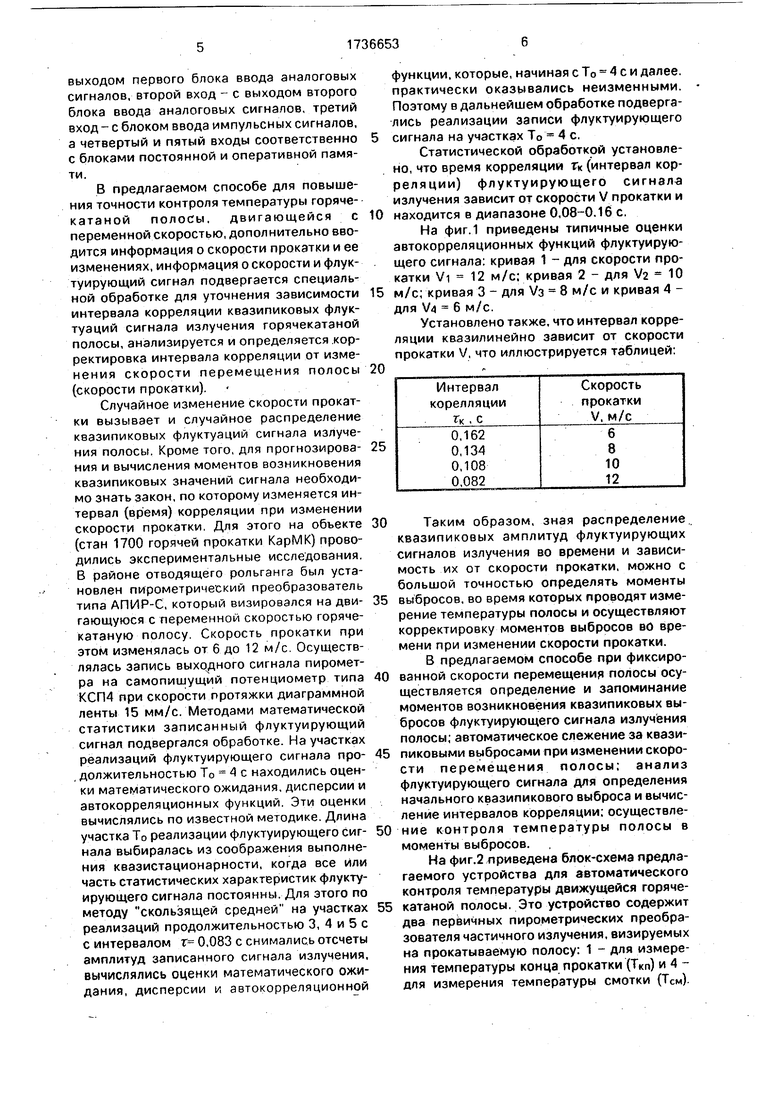
На фиг.2 приведена блок-схема предлагаемого устройства для автоматического контроля температуры движущейся горячекатаной полосы. Это устройство содержит два первичных пирометрических преобразователя частичного излучения, визируемых на прокатываемую полосу: 1 - для измерения температуры конца прокатки (ТКп) и 4 - для измерения температуры смотки (Тем)
Выходы первичных пирометрических преобразователей 1 и 4 соединены с вторичными преобразователями 2 и 3 соответственно, выходы которых подключены к двум блокам ввода аналоговых сигна- лов 6 и 7. Датчик 5 скорости подсоединен к блоку 8 ввода импульсных сигналов. Два блока 6 и 7 ввода аналоговых сигналов, блок 8 ввода импульсных сигналов, а также блоки оперативной 10 и постоянной 11 памяти подсоединены к блоку 9 обработки флуктуирующих сигналов излучения.
Реализация предлагаемого устройства для автоматического контроля температуры движущейся горячекатаной полосы осуще- ствляется-на базе серийно выпускаемой аппаратуры. В качестве пирометрических преобразователей 1-4 используются агрегатные комплексы типа АПИР-С. Скорость прокатки измеряется с помощью датчика типа ДИФ-5М. Блоки ввода аналоговых сигналов 6 и 7, блок 8 ввода импульсных сигналов, блок 9 обработки флуктуирующих сигналов излучения, блоки оперативной 10 и постоянной памяти могут быть выполнены с использованием функциональных элементов агрегатного комплекса КТС ЛИУС-2 (МикроДАТ), Например, блоки ввода аналоговых сигналов могут быть выполнены на элементах КС3111 - аналого-цифровых пре- образователей (АЦП1 и АЦП2). Блок ввода импульсных сигналов - КС3690, блок обработки флуктуирующих сигналов может быть выполнен с использованием модуля процессора - КС5904. Блок оперативной памя- ти 10 - КС5409, блок постоянной памяти 11 - КС5435.
Специально разработанные алгоритмическая и программная поддержки для устройства автоматического контроля температуры движущейся горячекатаной полосы направлены на обработку флуктуирующих сигналов; анализ зависимости TK VOO и определение интервалов корреляции флуктуирующих сигналов от скорости прокатки с целью точного определения моментов возникновения ксазипиковых выбросов; автоматическое слежение за выбросами во времени при изменении скорости прокатки; измерение температуры полосы в моменты хвазипиковых выбросов.
Предлагаемое устройство для автоматического контроля температуры движущейся горячекатаной полос функционирует еле- дующим образом.
Первичные пирометрические преобразователи: 1 - для измерения Ткп и 4 - для измерения Тем, визируемые на полосу, осуществляют преобразование энергии теплового излучения горячекатаной полосы в узком спектре инфракрасного диапазона волн в ток короткого замыкания приемника излучения (фотодиода). Этот ток, пропорциональный измеряемой температуре полосы вторичными преобразователями 2 и 3 соответственно преобразуется в напряжение постоянного тока до унифицированного сигнала 0-10 В (0-5 мА). С выхода вторичных преобразователей 2 и 3 аналоговый сигнал о температуре полосы подается на входы аналого-цифровых преобразователей: 6 - АЦП1 и 7 - АЦП2, где осуществляется преобразование аналогового сигнала о температуре полосы в нормальный двоичный код.
Микропроцессор 9 по специально разработанной программе, защитой в блоках 10 и 11 памяти, производит обработку цифровых сигналов АЦП1 и АЦП2, определяя положение начального квазипикового выброса во времени и фиксируя его. Как установлено экспериментально для скоростей перемещения полосы от 6 до 12 м/с, интервал корреляции флуктуирующего сигнала о температуре полосы находится в диапазоне 0,08-0,16 с. Для большой достоверности результатов производится анализ в течение времени Тр, большем максимального интервала корреляции, т.е. Тр $ . Поэтому процессор 10 вначале с дискретностью 0,01-10 с осуществляет опрос АЦП1 и АЦП2 на отрезке реализации Тр 0,2 с, обеспечивая нахождение начального квазипикового выброса с минимальной ошибкой, фиксирует его временное положение to для измеренного значения скорости прокатки и, начиная с момента to с интервалом корреляции гк , осуществляет измерение температуры Ткп и
«смОпределив начальное положение квазипикового выброса и зафиксировав его во времени для заданной скорости перемещения полосы процессор 9 осуществляет анализ записанной в блоках 10 и 11 памяти зависимости Гк(/), осуществляет обработку информации о скорости прокатки, определяет моменты возникновения квазипиковых выбросов, определяет тк , запускает и опрашивает АЦП и обеспечивает автоматическое слежение за квазипиковы- ми выбросами при изменении скорости прокатки,
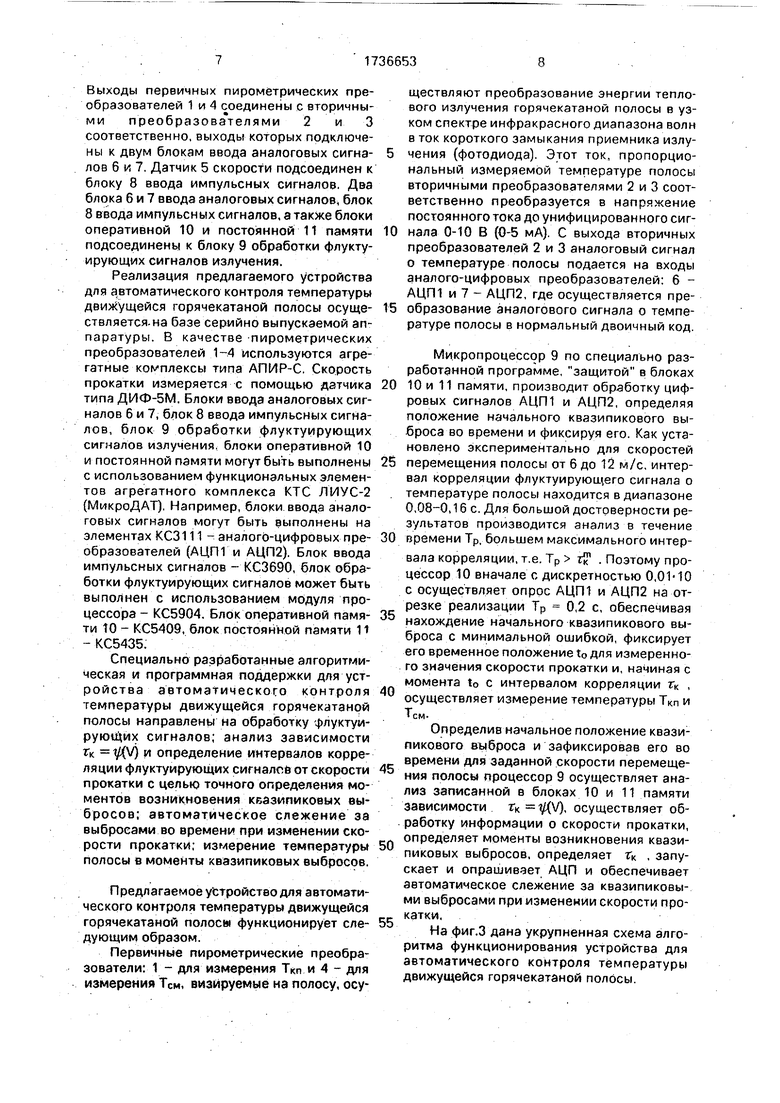
На фиг.З дана укрупненная схема алгоритма функционирования устройства для автоматического контроля температуры движущейся горячекатаной полосы.
Шагом 1 осуществляется запуск алгоритма, затем шагом 2 определяется скорость /фик перемещения полосы. Шаг3 проверяет условие, где находится голова полосы, сечении А, если Her, то переход к шагу 5. Шагом 4 осуществляется определение на- квазипикового выброса и фиксируется его положение во времени для сечения А, где установлен пирометр для измерения ТКп. Шаг 5 анализирует зависимость tic ЩУ) и определяет интервал корреляции гк для измеренной и зафиксированной скорости прокатки Уфик. Шагом 6 осуществляется запуск АЦП1 и обеспечивается циклический опрос его через интервал корреляции гк для Уфик. Шагом 7 производится измерение Ткп через интервал корреляции ТУ, для зафиксированной скорости прокатки Уфик. Шаг 8 проверяет условие, где находится голова полосы, - в сечении Б, где установлен пирометр для измерения Тем. Шаг 9 определяет положение начального квазипикового выброса, фиксирует его во времени для сечения Б. Шаг 10 обеспечивает запуск АЦП2, производит циклический его опрос через гк Шаг 11 производит измерение Тем через тк для зафиксированной скорости Уфик прокатки. Шагом 12 заканчивается выполнение алгоритма.
П р и м е р. На стане 1700 горячей прокатки КарМК на отводящем рольганге в сечениях А и В установлены два пирометрических преобразователя типа АПИР-С, визируемые на полосу. Микропроцессор 10 фиксирует значение скорости прокатки, например Уфик 6 м/с, при этом определяет и запоминает временное расположение квазипиковых выбросов флуктуирующего сигнала о температуре, которые согласно выявленной зависимости гк i/(V) отстоят друг от друга во времени на 0,162 с. В моменты выбросов производится измерение температуры полосы. При изменении скорости прокатки, например, скорость стала Уфик 8 м/с. Микропроцессор производит коррекцию интервала корреляции (он будет согласно зависимости тк тДУ) 0.134 с) и снова осуществляется измерение температуры полосы и т.д.
Предлагаемый способ автоматического контроля температуры движущейся горячекатаной полосы и устройство для его реализации по сравнению с прототипом дает возможность повысить точность контроля температуры в условиях изменения скоро,-„
сти прокатки и соответственно улучшить качество управления охлаждением полосы на стане.
Путем экспертных оценок вклад изме5 рительной аппаратуры и в частности пирометров типа АПИР-С в общую сумму экономического эффекта от применения СУТСМ оценивается в 10%. Рассматриваемый способ обработки показаний пиромет10 ров существенно повышает достоверность контроля температурного режима полосы и можно принять его вклад в алгоритм обработки флуктуирующего сигнала не ниже 50%.
15 Формула изобретения
1.Способ автоматического контроля температуры движущейся горячекатаной полосы, включающий запоминание на фиксированное время квазипиковых значений
20 флуктуирующих сигналов излучения полосы с последующим измерением их, отличающийся тем, что, с целью повышения точности контроля температуры полосы путем боле достоверного определения момен25 тов нахождения квазипиковых значений флуктуирующих сигналов излучения, дополнительно анализируют временные зависимости интервалов корреляции квазипиковых значений флуктуирующих 30 сигналов от скорости прокатки, вычисляют по найденным временным зависимостям интервалы корреляции флуктуирующих сигналов при изменении скорости прокатки и измеряют температуру полосы в найденные
35 и соответственно скорректированные при изменении скорости прокатки моменты ква- зипиковых выбросов.
2.Устройство для автоматического контроля температуры движущейся горячеката40 ной полосы, содержащее датчик скорости перемещения полосы и два пирометрических преобразователя, установленные на входе и выходе отводящего рольганга и соединенные через вторичные пирометриче45 ские преобразователи с входами блоков вводов аналоговых сигналов, отличающееся тем, что оно снабжено блоком обработки флуктуирующих сигналов излуче ния, первый вход которого соединен с выхо50 дом первого блока ввода аналоговых сигналов, второй вход - с выходом второго блока ввода аналоговых сигналов, третий вход с блоком ввода импульсных сигналов, а четвертый и пятый входы соответственно с
55 блоками постоянной и оперативной памяти.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля температуры поверхности движущегося слитка | 1985 |
|
SU1252025A1 |
| Способ регистрации температуры поверхности проката и устройство для его осуществления | 1986 |
|
SU1450549A1 |
| УСТРОЙСТВО ВЛАГОМЕТРИИ ТЕХНОЛОГИЧЕСКИХ ЖИДКОСТЕЙ | 2019 |
|
RU2699241C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ И СОСТОЯНИЯ МОТОРИЗИРОВАННОЙ ЗАПОРНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2771227C2 |
| Шарнир рефлектора зонтичного типа, способ и система управления раскрытием рефлектора | 2023 |
|
RU2815260C1 |
| ПРИСТАВКА К АВТОМАТИЧЕСКОМУ ТОНОМЕТРУ | 2021 |
|
RU2790527C1 |
| Малогабаритная многорежимная бортовая радиолокационная система для оснащения перспективных беспилотных и вертолетных систем | 2018 |
|
RU2696274C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ МНОГОДИАПАЗОННАЯ МАСШТАБИРУЕМАЯ РАДИОЛОКАЦИОННАЯ СИСТЕМА ДЛЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2011 |
|
RU2496120C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЧАСТОТНЫХ ГРАНИЦ ПОЛЕЗНОГО СИГНАЛА И ПОЛОС ПРОПУСКАНИЯ ЦИФРОВЫХ ЧАСТОТНЫХ ФИЛЬТРОВ | 2013 |
|
RU2533629C1 |
| МНОГОКАНАЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПИРОМЕТРИЧЕСКИХ ХАРАКТЕРИСТИК | 2008 |
|
RU2366909C1 |


Использование: станы горячей прокатки. Сущность изобретения: ввод информации о скорости прокатки, определение положения начального квазипикового выброса и фиксации его во времени, корректировка интервала корреляции от изменения скорости прокатки. Зил. стане), в результате неэффективного использования пирометров при включении их в контуры управления охлаждением полосы на стане горячей прокатки. Полоса на стане подвергается воздействию воды, пара и агрессивной среды, в результате чего поверхность ее характеризуется наличием окалины и других неоднородностей (темных пятен), отчего излучательная способность полосы изменяется случайным образом., предсказать которые не представляется возможным, особенно при изменении скорости перемещения полосы на стане. Установлено, что излучение полосы и соответственно сигнал на выходе пирометра (управляющий сигнал) носит флуктуирующий характер со случайным распределением амплитуд выбросов во времени. При этом квазипиковые (максимальные) значения выбросов сигнала излучения наиболее близки к истинной температуре полосы. Осуществляя контроль температуры в моменты и Ё s| GO Os О О1 00
Фиг. I
Кяетыг
Фиг 2
( Пуск J 2
On редел синД скорости (V J перемещения полосы
Голс полосы ь.4 речении Л С
Нет
Определение начального квазн пикового Выброса и фиксация е о во времеич лдя сечения А
.Диализ Зависимости ределение с ,ДЛЯ VV
Запуск А1Ш через найденный интервал корреляции fc
лад vfu
Фмг.З
1J
Her
Определение начального к-ьазипнкоеого выброса н фиксация его во временк ДЛЯ сечения Б
/о
JUni wcpei fK для
VffK
Н
Измерение Тсл через д
Г
II
Г Коней, j
| Устройство для измерения температуры металла при холодной прокатке | 1986 |
|
SU1391749A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Поскачей АА, Чариков Л.А | |||
| Пирометрия объектов с изменяющейся излучатель- ной способностью | |||
| М.: Металлургия, 1978 | |||
| Телефонный аппарат, отзывающийся только на входящие токи | 1921 |
|
SU324A1 |
| Menge К | |||
| Oberflachentemperaturmessungen blem Stranggieben | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Изобретение относится к средствам контроля, измерения и управления технологическими параметрами в металлургии и может быть использовано, например, для автоматического контроля температуры движущейся горячекатаной полосы на станах горячей прокатки, а также для управления ускоренным охлаждением полосы при скорости ее перемещения | |||
| Известны и широко применяются на станах горячей прокатки способы и устройства для измерения температуры горячекатаных полос: пирометры суммарного излучения, частичного поглощения и спектрального отношения | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
