(21)4098624/23-02
(22)25.07.86
(46) 30,04.88о Кю.п,Ь 16
(71)Научно-исследсп:ательский ш. сти- тут металлургии
(72)В.В.Храмцов и В.А.Соколог (53) 621.77(088,8)
(56) Шевакшг Ю.Ф., Рытнкол A.M. саткии И,И. Технолог ическ; v.. ния и Г риборы н прггсат,ом пг о1Ш;г)г;ст не. М„ : Металлургия, 973, с.,
Яловой Н.Ио, Тылкин И.А.., Лолу- хии n.Ib, Клсильев Д.И, Тепловые про1:,ессы при обработка металлов и сплавов длнлением. Г-, : Зысшл;; гл.огл, 1973, С.Л37-195.
Чистяков (,., Д.В„ Tenjio- техн1гческие измерения и приборы. М, : Высшая школа, 1972, с.42, ркс,
(54) УСТРОЙСТВ) Д.ГШ И- МЕРЕНИЯ ТЕМПЕРАТУРЫ MKT. i-TTJlA ИРЧ ХОЛОДНОЙ liPOICATICK (57) Изобрете1 ие относится к области оГт..) гки металлов давлением, а имен- ifii к определению температуры металла н г.оке прокатной клети при прокатке Т хпподнокатано состоякии, Лель и- -обрс- ) еяия - повьп1 гние очности из . . ге уения - дос гиг.чется Т(гм, что в качестл одного и.э г;.пе1.тродоБ в схеме якл - ЧГ.ния трех термсэлектродов ыс- П()г.-:;3 стся прохать-яаечсья полоса.
Л.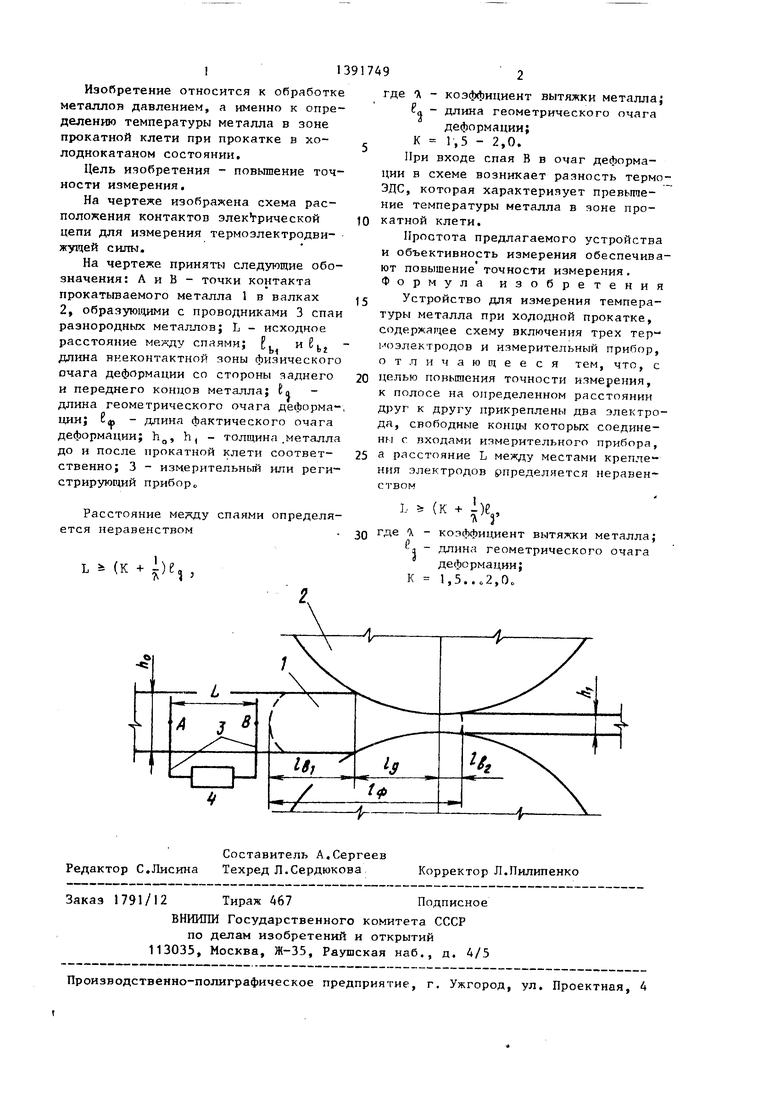
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ | 2001 |
|
RU2185903C1 |
| СПОСОБ ГОРЯЧЕЙ МНОГОПРОХОДНОЙ ПРОКАТКИ РЕССОРНЫХ ПОЛОС | 2013 |
|
RU2532186C1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Прокатная клеть для измерения толщины слоя смазки при прокатке | 1980 |
|
SU899174A1 |
| СПОСОБ ПОДГОТОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ПОДКАТА К ХОЛОДНОЙ ПРОКАТКЕ | 2014 |
|
RU2600151C2 |
| Способ обработки сварного соединения | 1986 |
|
SU1388234A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2488455C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
СО СО
4
СО
Изобретение относится к обработке металлов давлением, а именно к определению температуры металла в зоне прокатной клети при прокатке в холоднокатаном состоянии.
Цель изобретения - повьппение точности измерения,
На чертеже изображена схема расположения контактов элек рической цепи для измерения термоэлектродвижущей силы.
На чертеже приняты следующие обозначения: А и В - точки контакта прокатьгааемого металла 1 в валках 2, образуюида и с проводниками 3 спаи разнородных металлов; L - исходное расстояние еущу спаями; L ,t дл1ша внеконтактной зоны физического очага деформации со стороны заднего и переднего кондов металла; С а - длина геометрического очага деформации; 6 - длина фактического очага деформации; h, h, - толщина .металла до и после прокатной клети соответ- ственно; 3 - измерительный или реги- стрируюпдай приборо
Расстояние методу спаями определяется неравенством.
L i (К +
5
0 5
где А - коэффициент вытяжки металла; Сд - длина геометрического очага
деформации; К 1,5 - 2,0.
При входе спая В в очаг деформации в схеме возникает разность термо- ЭДС, которая характеризует превышение температуры металла в зоне прокатной клети.
Простота предлагаемого устройства и объективность измерения обеспечивают повышение точности измерения, Формула изобретения
Устройство для измерения температуры металла при хододной прокатке, содержащее схему включения трех тер- моэлектродов и измерительный прибор, отличающееся тем, что, с целью повышения точности измерения, к полосе на определенном расстоянии друг к другу прикреплены два электрода, свободные кошда которых соединены с входами измерительного прибора, а расстояние L между местами крепления электродов определяется неравенством
L
(К
V
где X - коэффициент вытяжки металла; а - длина геометрического очага
деформации; К 1,5..о2,0.
