Изобретение относится к ручному инструменту, в частности к устройствам для резьбового соединения графитированных электродов больших диаметров дуговых сталеплавильных печей.
Известно устройство для затяжки резьбовых соединений, содержащее шарнирно соединенные два двуплечих рычага и шарнирно соединенный с соответствующими концами двуплечих рычагов гибкий элемент, предназначенный для взаимодействия с цилиндрической поверхностью затягиваемого резьбового соединения.
Наиболее близким к изобретению является устройство для свинчивания электродов больших диаметров, содержащее шарнирно соединенные звенья, размещенные в них губки и нажимной механизм.
Недостаток известного устройства состоит в сложности регулировки передаваемого крутящего момента на затягиваемое резьбовое соединение.
Цель изобретения - повышение точности за счет обеспечения контроля передаваемого крутящего момента.
Поставленная цель достигается за счет того, что в устройстве для свинчивания электродов больших диаметров, содержащем шарнирно соединенные звенья, размещенные в них губки и нажимной механизм, последний выполнен в виде соединенного с соответствующими звеньями корпуса, установленного в последнем с возможностью фиксированного перемещения стакана с центральным отверстием в дне, подпружиненной относительно стакана и корпуса до- полнительной губки с хвостовиком, закрепленного на торце последнего и размещенного в центральном отверстии сменного стержня и рукоятки, закрепленной на торце стакана.
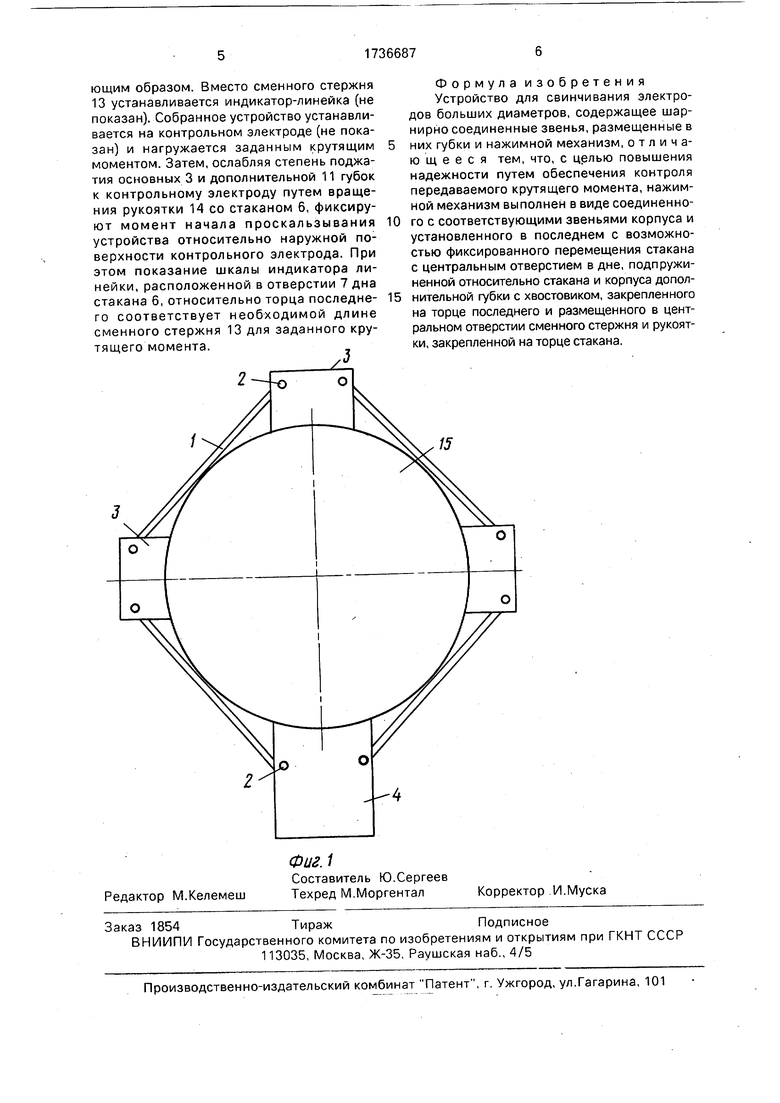
На фиг.1 изображено устройство для свинчивания электродов больших диаметров, общий вид; на фиг,2 - нажимной механизм, продольный разрез.
Устройство для свинчивания электродов больших диаметров содержит звенья 1, соединенные шарнирно с помощью пальцев 2 с концом каждого из звеньев 1 губки 3 и нажимной механизм, включающий корпус 4, имеющий резьбовое отверстие 5, размещенный в последнем с возможностью фиксированного перемещения стакан 6 с центральным отверстием 7 в дне и резьбой 8 на наружной поверхности, ответной резьбе отверстия 5, подпружиненную относительно корпуса 4 пружиной 9 и относительно стакана 6 тарельчатыми пружинами 10 дополнительную губку 11 с хвостовиком 12, размещенным в стакане 6,
закрепленный на торце хвостовика 12 сменный стержень 13, размещенный в центральном отверстии 7, и рукоятку 14, закрепленную на торце стакана 6. Губки 3 и
дополнительная губка 11 предназначены для взаимодействия с наружной цилиндрической поверхностью электрода 15.
Устройство для свинчивания электродов больших диаметров работает следую0 щим образом.
Предварительно устройство в разобранном виде устанавливают на электрод 15 большого диаметра так, чтобы последний охватывался по окружности звеньями 1 с
5 губками 3 и нажимным механизмом, и соединяют соответствующее звено 1 и губку 3 пальцем 2. Затем, вращая за рукоятку 14 стакан 6, например, по часовой стрелке, преобразуют вращательное движение ста0 кана 6 в поступательное, которое через тарельчатые пружины 10 передается дополнительной губке 11, которая перемещается в сторону электрода 15 до полной выборки зазоров между последним и допол5 нительной 11 и основной 3 губками. При дальнейшем вращении стакана 6 происходит сжатие тарельчатых пружин 10, деформация последних определяет усилие прижатия дополнительной губки 11 к элект0 роду 15. Одновременно возникающее при этом реактивное усилие передается через стакан 6, резьбу 8 и ответную ей резьбу отверстия 5, корпус 4, пальцы 2 и звенья 1 на губки 3, которые с соответствующим уси5 лием также прижимаются к электроду 15. В это же время сменный стержень 13 перемещается в центральном отверстии 7 стакана 6, при этом величина вылета конца сменного стержня 13 из стакана 6 является показа0 телем передаваемого на электрод 15 крутящего момента.
При приложении к устройству крутящего момента осуществляется свинчивание электродов 15 до тех пор, пока устройство
5 не начнет проскальзывать относительно наружной поверхности электрода 15, что является сигналом о достижении предельного момента затяжки При вращении стакана 6 в обратном направлении (против часовой
0 стрелки) под действием усилия пружины 9 дополнительная губка 11 возвращается в исходное положение, при этом пружина 9 препятствует выпадению дополнительной губки 11 из корпуса 4 нажимного механиз5 ма. После этого извлекают один из пальцев 2 из губки 3 и звена 1 и снимают устройство с электрода 15.
Настройка устройства на заданный крутящий момент свинчивания электродов больших диаметров осуществляется следующим образом. Вместо сменного стержня 13 устанавливается индикатор-линейка (не показан). Собранное устройство устанавливается на контрольном электроде (не показан) и нагружается заданным крутящим моментом. Затем, ослабляя степень поджа- тия основных 3 и дополнительной 11 губок к контрольному электроду путем вращения рукоятки 14 со стаканом 6, фиксируют момент начала проскальзывания устройства относительно наружной поверхности контрольного электрода. При этом показание шкалы индикатора линейки, расположенной в отверстии 7 дна стакана 6, относительно торца последнего соответствует необходимой длине сменного стержня 13 для заданного крутящего момента.
- J
2
Формула изобретения Устройство для свинчивания электродов больших диаметров, содержащее шар- нирно соединенные звенья, размещенные в
них губки и нажимной механизм, отличающееся тем, что, с целью повышения надежности путем обеспечения контроля передаваемого крутящего момента, нажимной механизм выполнен в виде соединенного с соответствующими звеньями корпуса и установленного в последнем с возможностью фиксированного перемещения стакана с центральным отверстием в дне, подпружиненной относительно стакана и корпуса дополнительной губки с хвостовиком, закрепленного на торце последнего и размещенного в центральном отверстии сменного стержня и рукоятки, закрепленной на торце стакана.
15
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАНГОВЫЙ КЛЮЧ | 2005 |
|
RU2306403C2 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| КОЛЕБАТЕЛЬНЫЙ СТРУКТУРОМЕТР | 2016 |
|
RU2625535C1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Гайковерт | 1990 |
|
SU1717332A2 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ РЕЖУЩИХ ПАР СТРИГАТЕЛЬНЫХ МАШИНОК | 2018 |
|
RU2693656C1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| Устройство для затяжки резьбовых соединений | 1983 |
|
SU1115896A1 |
| Предохранительная фрикционная муфта | 1989 |
|
SU1762018A1 |
| Зажимное устройство | 1985 |
|
SU1341013A1 |
Изобретение относится к ручному инструменту. Цель изобретения - повышение надежности за счет обеспечения контроля передаваемого крутящего момента. Предварительно устройство для свинчивания электродов в разобранном виде устанавливают на электрод 15 и соединяют звено 1 с основной губкой или корпусом 4 при помощи пальца 2. Затем, вращая за рукоятку 14, ввинчивают стакан 6 в корпус, при этом стакан 6 через тарельчатые пружины 10 перемещает дополнительную губку 11 в сторону электрода 15 до полной выборки зазора между ними. При дальнейшем вращении стакана 6 происходит деформация тарельчатых пружин 10. Изменяя степень сжатия тарельчатых пружин 10, изменяют усилие, создаваемое последними, с которым дополнительная губка 11 прижимается к электроду 15. В зависимости от степени сжатия тарельчатых пружин изменяется вылет конца сменного стержня 13 относительно торца стакана 6, при этом величина вылета является показателем передаваемого крутящего момента. Затем к устройству прикладывают крутящий момент и свинчивают электроды 15. По достижении предельного момента основные и дополнительная 11 губки проскальзывают относительно наружной поверхности электрода 15. 2 ил. 75 СП С vi OJ о о 00 XI Фиг. 2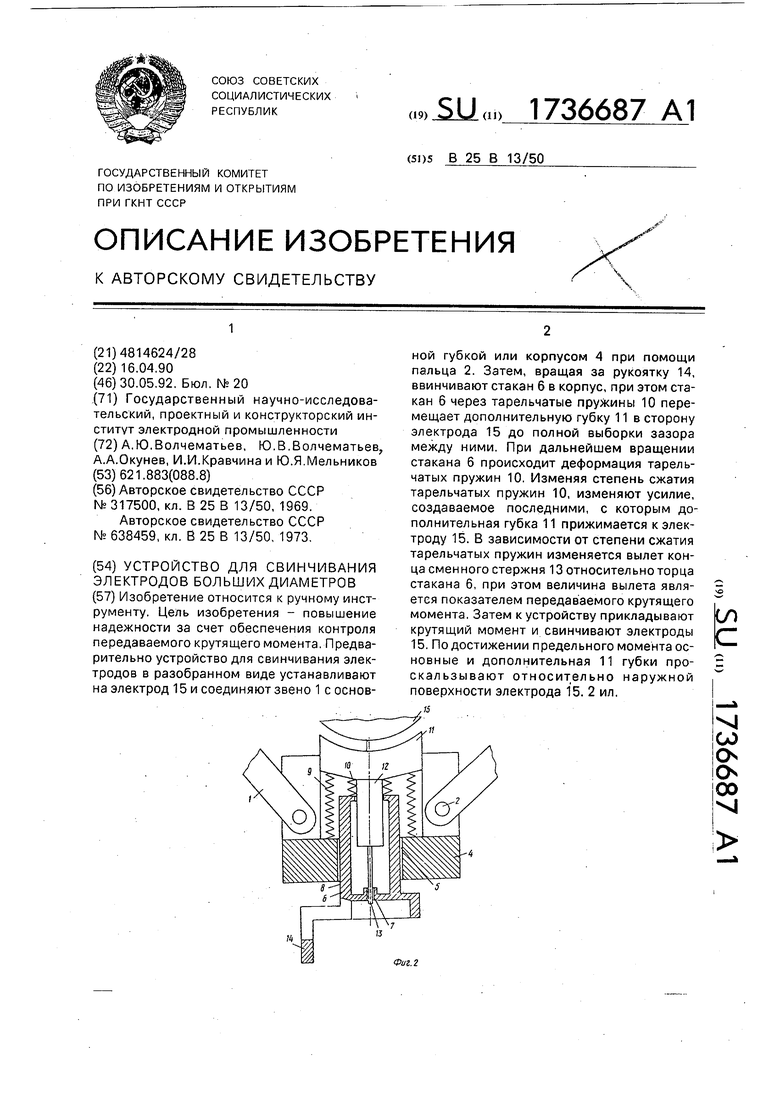
| 0 |
|
SU317500A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Трубный ключ | 1973 |
|
SU638459A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
