СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАННО-ВИНТОВОЙ АГРЕГАТ ДЛЯ ГРАНУЛИРОВАНИЯ ТЕХНОГЕННЫХ МАТЕРИАЛОВ И ИХ ОБРАБОТКИ | 2020 |
|
RU2748629C1 |
| Аппарат для удаления влаги из жидких высоковлажных термолабильных эмульсий | 2015 |
|
RU2614867C1 |
| Аппарат для удаления влаги из жидких высоковлажных термолабильных эмульсий | 2018 |
|
RU2681041C1 |
| КРОВАТЬ МЕДИЦИНСКАЯ | 2015 |
|
RU2614968C1 |
| Машина для стирки и отжима белья | 1988 |
|
SU1703740A1 |
| Машина для ротационного формования изделий из пластмасс | 1984 |
|
SU1151473A1 |
| ВРАЩАЮЩАЯСЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ПОЛУЧЕНИЯ БИОРАЗЛАГАЮЩЕЙСЯ ПЛЕНКИ НА ОСНОВЕ КРАХМАЛА ЭКСТРУЗИЕЙ С РАЗДУВКОЙ | 2009 |
|
RU2447992C1 |
| УСТАНОВКА ДЛЯ СУШКИ ДИСПЕРГИРОВАННЫХ МАТЕРИАЛОВ В КИПЯЩЕМ СЛОЕ ИНЕРТНЫХ ТЕЛ | 2017 |
|
RU2671670C1 |
| Центрифуга непрерывного действия | 1984 |
|
SU1271575A1 |
| Аэромобиль | 2015 |
|
RU2609541C1 |
Установка для ротационного формования изделий из пластмасс. Использование изобретения: для изготовления полых изделий, например емкостей и т.п. Сущность изобретения: форма, имеющая рубашку для циркуляции теплоносителя, образованную ее внешней и внутренней стенками, снабжена размещенными в полости рубашки формы поперечными и продольными перфорированными направляющими перегородками, установленными с образованием единого канала для теплоносителя. Теплоноситель, циркулирующий внутри рубашки, благодаря наличию перфорированных направляющих перегородок, образующих единый разветвленный канал, проходит сложный путь - равномерно и последовательно обмывает всю внутреннюю полость формы. 2 ил.
Изобретение относится к устройствам для ротационного формования изделий из пластмасс и может быть использовано при изготовлении полых изделий, например баков сельскохозяйственных опрыскивателей.
Известна установка для ротационного формования изделий из пластмасс, содержащая установленную на удерживающих элементах разъемную форму с механизмом ее вращения вокруг двух осей, камеру теплообмена с входным и выходным отверстиями. Резъемная форма помещена внутрь камеры теплообмена, а удерживающие ее элементы проходят через стенки камеры теплообмена.
Недостатками данной установки являются ограниченные эксплуатационные возможности и большие затраты тепловой энергии. Первый недостаток обусловлен
тем, что из-за негерметичности камеры теплообмена вследствие наличия в ее стенках отверстий, через которые проходят удерживающие форму элементы, можно использовать для теплопередачи только газообразную среду, так как жидкостная протекает наружу. Второй недостаток является результатом того, что теплоноситель недостаточно омывает торцовые стенки и форма нагревается неравномерно и в течение продолжительного времени.
Известна установка для ротационного формования изделий из пластмасс, содержащая установленную на раме с возможностью вращения вокруг двух взаимно перпендикулярных осей разъемную форму, выполненную с рубашкой для циркуляции теплоносителя, образованную внутренней и внешней стенками формы.
Ч
СО
о
XI
iN
Недостатком этой формы являются большие энергозатраты вследствие низкой теплоотдачи среды, которая лишь незначительное время контактирует со стенками формы при прохождении от входа к выходу.
Цель изобретения - снижение энергозатрат за счет повышения эффективности теплообмена.
Поставленная цель достигается тем, что установка для ротационного формования изделий из пластмасс, содержащая установленную на раме с возможностью вращения вокруг двух взаимно перпендикулярных осей разъемную форму, выполненную с рубашкой для циркуляции теплоносителя, образованную внутренней и внешней стенками формы, снабжена размещенными в полости рубашки формы поперечными и продольными перфорированными направляющими перегородками, установленными с образованием единого канала для теплоносителя.
При таком конструктивном исполнении теплоноситель, проходя по созданному в полости рубашки перфорированными перегородками лабиринту, в течение продолжи- тельного времени контактирует со всей поверхностью внутренней стенки формы, эффективно отдает ей тепло и также забирает тепло при охлаждении формы.
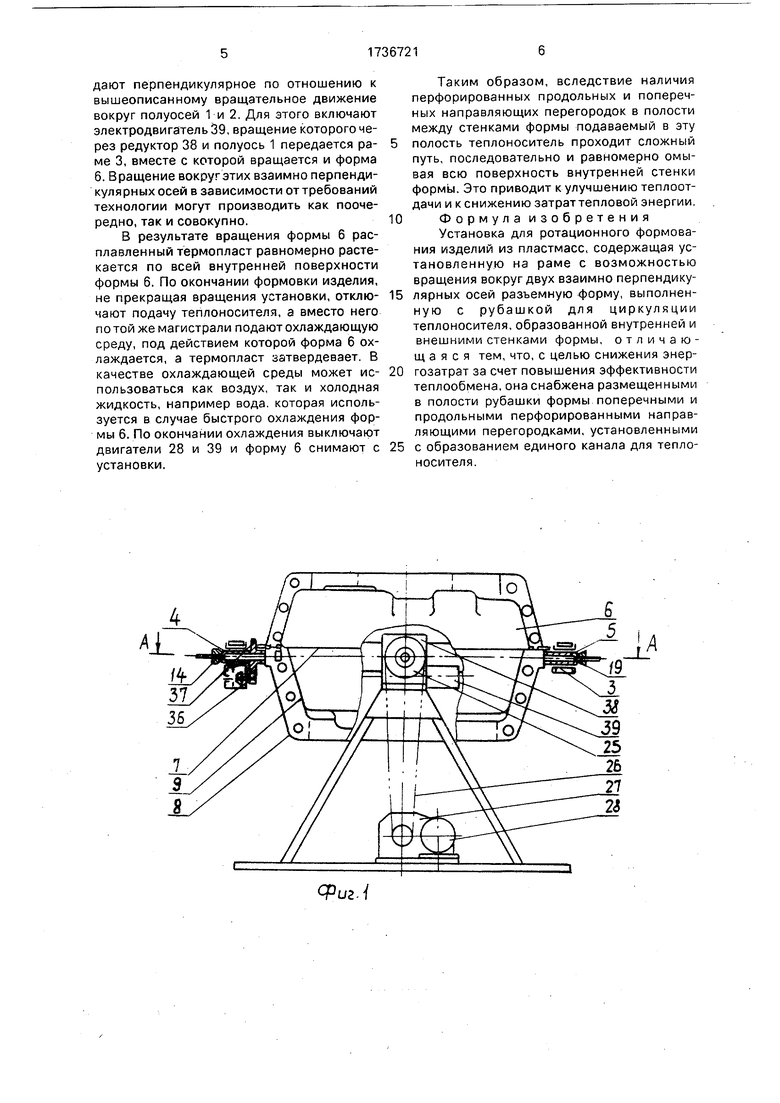
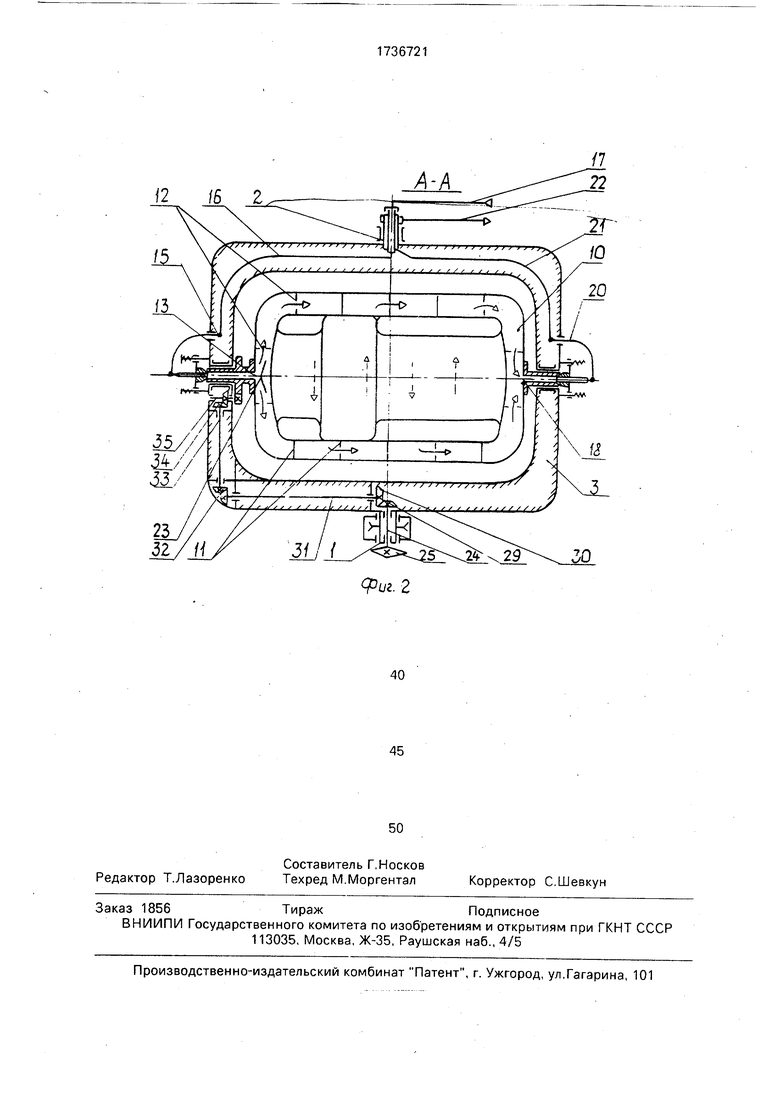
На фиг. 1 представлена установка для ротационного формования изделий из пластмасс, разрез; на фиг. 2 - кинематическая схема установки.
Установка для ротационного формования изделий из пластмасс включает установленную на удерживающих элементах, выполненных в виде полуосей 1 и 2, раму 3, в посадочных гнездах которой на полых полуосях 4, 5 установлена разъемная форма 6, состоящая из двух половин, прилегающих друг к другу по плоскости разъема 7. Разъемная форма 6 имеет внешнюю 8 и внутреннюю 9 стенки, образующие рубашку 10 для циркуляции теплоносителя. В полости рубашки 10 размещены поперечные и продольные направляющие перегородки 11 с перфорациями 12 таким образом, что образуют единый канал для теплоносителя.
Вход 13 в полость рубашки 10 через полуось 4, мундштук 14, гибкий трубопровод 15 и трубопровод 16 соединен с трубопроводом 17 подачи теплоносителя. Выход 18 из полости рубашки 10 через полуось 5. мундштук 19, гибкий трубопровод 20 и трубопровод 21 соединен с трубопроводом 22 отвода теплоносителя. В полости рубашки 10 напротив входа 13 на определенном расстоянии от него установлен рассеиватель 23 теплоносителя.
Сквозь полуось 1 проходит вал 24, который через звездочку 25, установленную на одном его конце, цепную передачу 26 и редуктор 27 связан с электродвигателем 28.
На втором конце вала 24 установлена коническая шестерня 29, которая находится в зацеплении с конической шестерней 30 вала 31, а тот через коническую пару шестерен 32 связан с валом 33. Вал 33 через кониче0 скую пару 34 связан с валом 35. Шестерня 36 на конце вала 35 входит в зацепление с зубчатым колесом 37, неподвижно установленным на полуоси 4. Ось 1 через редуктор 38 связана с электродвигателем 39.
5 Установка работает следующим образом.
В предварительно раскрытую форму 6 загружают определенное количество порошкообразного или гранулированного тер0 мопласта и половинки формы закрывают. Затем форму 6 с помощью грузоподъемного устройства устанавливают в посадочных гнездах рамы 3 при ее горизонтальном положении и поочередно освобождают фикса5 торы (не показаны) подпружиненных мундштуков 14 и 19, которые плотно закрывают отверстия в полуосях 4 и 5. В результате образуется единая магистраль прохода теплоносителя.
0 Затем через трубопроводы 17 и 16, гибкий трубопровод 15, мундштук 14 и полуось 4 подают теплоноситель, например горячий воздух, который поступает на вход 13 в полость рубашки 10 и, рассеиваясь отражате5 лями 23, проходит через образованный направляющими перегородками 11 лабиринт в направлении выхода 18 из полости рубашки 10. Горячий воздух в процессе прохождения через полость рубашки 10 нагре0 вает внутреннюю стенку 9 формы 6, в результате чего порошкообразный или гранулированный термопласт расплавляется. Отработанный воздух через выход 18 из полости рубашки 10, полую полуось 5, мундш5 тук 19, гибкий трубопровод 20 и трубопровод 21 поступает в трубопровод 22 отвода.
После достаточного нагрева формы 6 ей придают сложное вращательное движение
0 вокруг двух взаимно перпендикулярных осей. Для этого включают двигатель 28, вращение которого через редуктор 27, цепную передачу 26, коническую звездочку 25 передается валу 24 с шестерней 29, а затем через
5 коническую шестерню 30, вал 31, коническую пару 32, вал 33, коническую пару 34, вал 35 с шестерней 36 и зубчатое колесо 37 вращение передается разъемной форме 6, в результате чего форма 6 вращается вокруг полуосей 4 и 5. Одновременно форме 6 придают перпендикулярное по отношению к вышеописанному вращательное движение вокруг полуосей 1 и 2. Для этого включают электродвигатель 39, вращение которого через редуктор 38 и полуось 1 передается раме 3, вместе с которой вращается и форма 6. Вращение вокруг этих взаимно перпендикулярных осей в зависимости от требований технологии могут производить как поочередно, так и совокупно.
В результате вращения формы 6 расплавленный термопласт равномерно растекается по всей внутренней поверхности формы 6. По окончании формовки изделия, не прекращая вращения установки, отключают подачу теплоносителя, а вместо него по той же магистрали подают охлаждающую среду, под действием которой форма 6 охлаждается, а термопласт затвердевает. В качестве охлаждающей среды может использоваться как воздух, так и холодная жидкость, например вода, которая используется в случае быстрого охлаждения формы 6. По окончании охлаждения выключают двигатели 28 и 39 и форму 6 снимают с установки.
Фиг--/
Таким образом, вследствие наличия перфорированных продольных и поперечных направляющих перегородок в полости между стенками формы подаваемый в эту полость теплоноситель проходит сложный путь, последовательно и равномерно омывая всю поверхность внутренней стенки формы. Это приводит к улучшению теплоотдачи и к снижению затрат тепловой энергии. Формула изобретения
Установка для ротационного формования изделий из пластмасс, содержащая установленную на раме с возможностью вращения вокруг двух взаимно перпендику- лярных осей разъемную форму, выполненную с рубашкой для циркуляции теплоносителя, образованной внутренней и внешними стенками формы, отличающаяся тем, что, с целью снижения энер- гозатрат за счет повышения эффективности теплообмена, она снабжена размещенными в полости рубашки формы поперечными и продольными перфорированными направляющими перегородками, установленными 5 с образованием единого канала для теплоносителя.
2IB Z
Фиг. 2
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| Солесос | 1922 |
|
SU29A1 |
| Патент США №3891370, кл | |||
| Солесос | 1922 |
|
SU29A1 |
