мера охлаждения 5, снабженная вентилятором 6 и разбрызгивающим устройством 7.
Каждая из закрепленных на поворотном столе 1 центрифуг 2 оборудована планетарной передачей, водило которой выполнено в виде вилки-формодержателя 8.
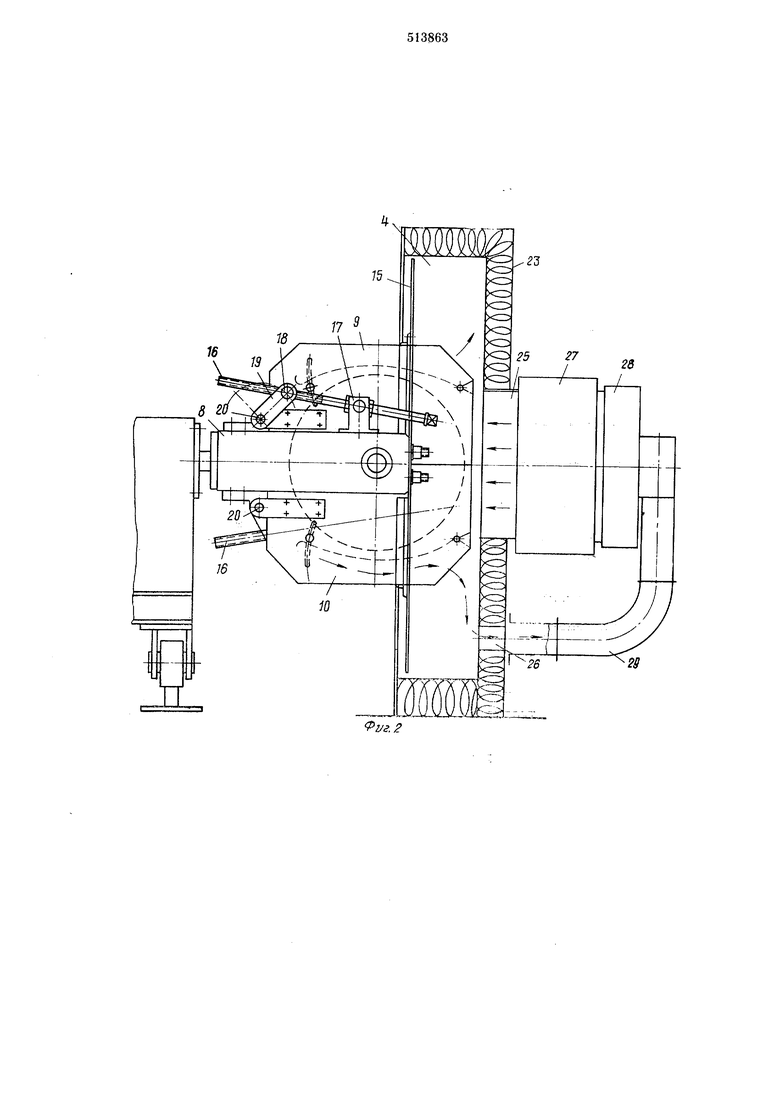
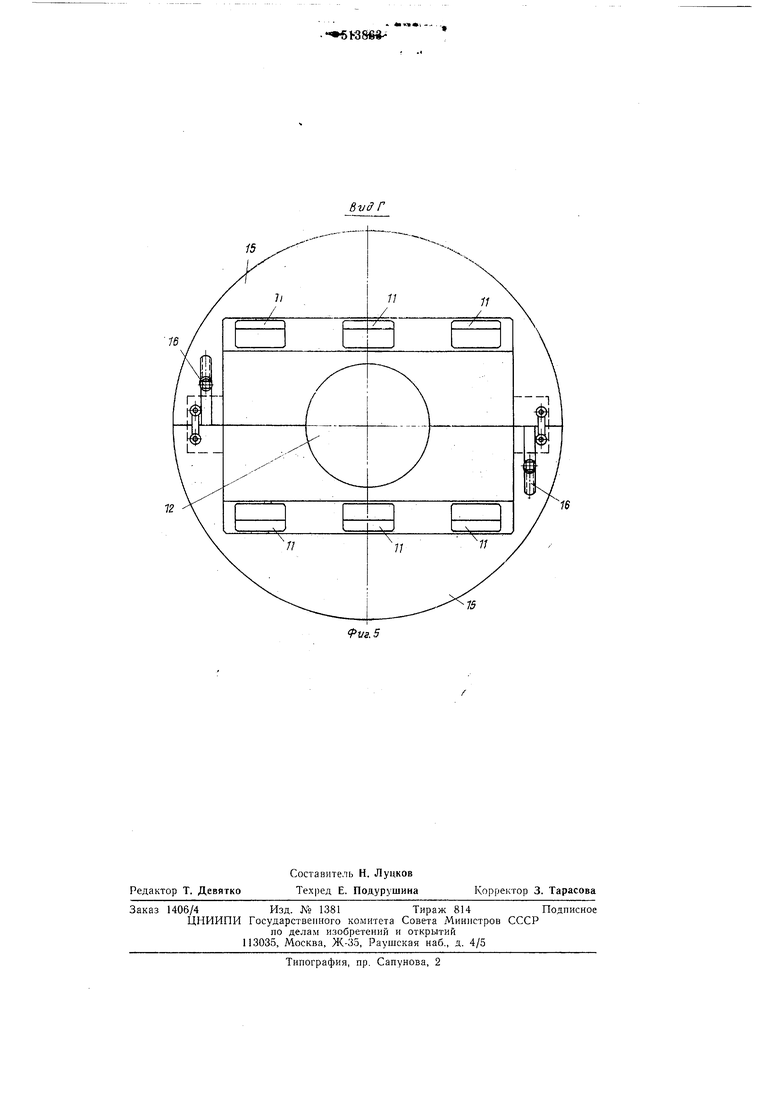
Универсальная камера выполнена из двух охватывающих форму 3 шарнирно закрепленных на поперечине вилки-формодержателя 8 половин 9 и 10 с двойными стенками. Половины 9 и 10 имеют отверстия 11 для выхода отработавшего теплоносителя, между которыми расположено входное концентричное отверстие 12, диаметрально разделенное плоскостью разъема половин. Внутренние стенки универсальной камеры выполнены в виде охватывающих форму 3 и разделяющих входящий и выходящий потоки теплоносителя заслонок 13, одна сторона которых шарнирно закреплена на наружных стенках между входным 12 и выходным 11 отверстиями, а другая зафиксирована от проворота фиксатором 14. По контуру наружной поверхности универсальной камеры закреплена соосная с осью вращения вилки-формодержателя 8 планшайба 15, разделенная плоскостью разъема половин 9, 10 по диаметру.
Для возможности независимого поворота половин 9 и 10 одна относительно другой каждая из них снабжена ловоротным устройством, представляющим собой винтовую пару, винт 16 которой имеет упор 17, установленный на кронштейне вилки-формодержателя 8, а гайка 18 шарнирно связана с рычагом 19, жестко установленным на оси 20 шарнирного соединения половины с поперечиной вилки-формодержателя.
Камера нагрева 4 выполнена в виде цилиндра с торцовой стенкой, разделенного по двум плоскостям, параллельным плоскости, проходящей по диаметру вдоль оси цилиндра, на две равные сегментные части 21, 22, шарнирно соединенные с торцовой стенкой 23 средней части цилиндра. Сегментные части 21, 22 соединены с приводом 24 их поворота. На торцовой стенке 23 средней части цилиндра выполнены отверстия 25, 26. Отверстие 25 сообщается с прикрепленным к торцовой стенке 23 нагревателем 27, с которым нагнетательным патрубком связан вентилятор 28. Всасывающий патрубок вентилятора 28 воздуховодом 29 соединен с отверстием 26.
Для соосного совмещения универсальной камеры с камерой нагрева 4 машина снабжена механизмом доворота и фиксации 30, воздействующим на поворотный стол 1 через одну из закрепленных на нем штанг 31.
Машина для ротационного формования изделий из пластмасс работает следующим образом.
На позиции загрузки-выгрузки А, вращая винт 16 в упоре 17 гайка 18, свинчиваясь с него, воздействует на рычаг 19, который за счет жесткой связи с половиной 9 универсальной камеры осью 20 шарнира, поворачивает
ее. Аналогичным вращением другого винта 16 половины 9, 10 полностью размыкаются, форма 3, закрепленная к шпинделям кронштейнов вилки-формодержателя 8, раскрывается и загружается определенным количеством порошкообразного термопласта, после чего закрывается.
Вращением винтов 16 в обратную сторону половина 9 смыкается с половиной 10. В зависимости от диаметра формы 3 заслонки 13 устанавливают на необходимом расстоянии от ее поверхности и фиксируют фиксатором 14, что позволяет изменять объем камеры нагрева в зависимости от размеров формы и эффективно использовать тепловую энергию.
Подачей команды на включение привода центрифуги 2 вилка-формодержатель 8 совместно с закрепленной на ней формой 3 приводится во вращение. Вращение вокруг оси,
перпендикулярной оси вращения вилки-формодержателя 8, форма получает от шпинделей, установленных в ее кронштейнах.
После этого подается команда на открытие камеры нагрева 4 и поворот стола 1, при
этом привод 24 поворачивает шарнирно соединенные с торцовой стенкой 23 сегментные части 21, 22, а стол, поворачиваясь вокруг своей оси, переносит вилки-формодержатели 8 вместе с формами 3 и универсальными камерами из одной позиции в другую, т. е. загруженная форма из позиции А переместится на позицию Б. Находившаяся на этой позиции форма переместится на позицию В, а охлажденная форма из позиции В переместится
на позицию А для извлечения из нее отфорMOiBaHHoro изделия и загрузки новой порции термопласта. При повороте стола 1 механизм доворота и фиксации 30, взаимодействуя своими рабочими элементами со штангой 31, приводит универсальные камеры в строго соосное положение с камерами нагрева 4 и охлаждения 5 и фиксирует это положение.
Зате.м приводом 24 сегментные части 21, 22 возврашаются IB исходное положение, охватывая планшайбу 15 универсальной камеры. Таким образом вход камеры нагрева 4 перекрывается.
После закрытия камеры нагрева 4 включаются нагреватель 27 и вентилятор 28. Воздух, нагнетаемый вентилятором и нагретый в нагревателе 27, через отверстие 25 на торцовой стенке 23 средней части камеры нагрева, минуя ее, подается непосредственно в универсальную камеру через входное концентричное
отверстие 12. Проходя между заслонками 13, горячий теплоноситель обогревает форму 3, и термопласт, находящийся в ней, расплавляется, растекаясь по внутренней поверхности. Охладившийся теплоноситель проходит в пространства, образованные заслонками 13 и наружными стенками универсальной камеры, и через выходные отверстия 11 на ее наружных стенках входит в полость камеры нагрева 4. Из камеры нагрева через отверстие 26 на ее
торцо-вой стенке 23 и воздуховод 29, отработайный теплоноситель отсасывается вентилятором 28 и опять, нагревшись в нагревателе 27, нагпетается в универсальную камеру.
Процесс нагрева продолжается до полного расплавления и растекания термопласта по стенкам формы 3. По окончании процесса нагрева формы вентилятор 28 и нагреватель 27 отключаются. Включением привода 24 сегментные части 21, 22 камеры нагрева, иопорамиваясь относительно средней части ее торцовой стенки 23, освобождают универсальную камеру, которая при подаче команды на поворот стола 1 беспрепятственно переносится им в камеру охлаждения, расположенную в позиции В.
После фиксирования поворотного стола включают вентилятор 6 и разбрызгивающее устройство 7 камеры охлаждения 5. Форма 3, находясь под воздействием холодного воздуха и водяного душа, охлаждается, а термопласт, находящийся Б ней, затвердевает.
По окончании охлаждения формы 3 подается команда на поворот стола и она перемещается в позицию загрузки-выгрузки А. В этой позиции половины 9, 10 универсальной камеры размыкаются, форма 3 раскрывается и готовое изделие извлекается из нее.
Операции по извлечению готового изделия и загрузки формы новой порцией порошка термопласта на позипии А совмещены по времени с процессом нагрева формы на позиции Б и охлаждением на позиции В.
Формула изобретен и я
Машина для ротационного формования изделий из пластмасс, содержащая поворотный
стол, закрепленные на нем центрифуги для вращения форм вокруг двух осей, оборудованные планетарной передачей с водилом в виде вилки-формодержателя, па которой закреплена универсальная камера, выполненная из
двух охватывающих форму разъемных половин с двойными стенками, снабженная входным н выходным отверстиями, и стационарно расположенные около стола камеры нагрева и охлаждения форм, отличающаяся тем,
что, с целью снижения затрат тепловой энергии на единицу изделия, внутренние стенки универсальной камеры выполнены в виде охватывающих форму и разделяющих входящий и выходящий потоки теплоносителя заслонок, одна сторона которых шарнирно закреплена на наружных стенках между входным и выходным отверстиями, а другая сторона зафиксирована от поворота.
Ь2/
7 Ш 1Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для ротационного формования изделий из пластмасс | 1977 |
|
SU735413A1 |
| Машина для ротационного формования изделий из пластмасс | 1984 |
|
SU1151473A1 |
| Устройство для ротационного формования изделий из полимерных материалов | 1990 |
|
SU1796474A1 |
| Машина для ротационного формования изделий из пластмасс | 1988 |
|
SU1502373A1 |
| Устройство для ротационного формо-вания изделий из полимерных материалов | 1972 |
|
SU509436A1 |
| Установка для формования изделий из листовых термопластов | 1969 |
|
SU348049A1 |
| Вакуум-формовочная машина | 1980 |
|
SU937186A1 |
| Агрегат для производства полых изделий из термопластов литьем заготовки с последующим раздувом | 1975 |
|
SU604470A3 |
| Установка для лабораторных испытаний узла формования стеклоформующих машин | 1982 |
|
SU1035435A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ И ПОДВЯЛКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ В ФОРМАХ | 1969 |
|
SU234194A1 |

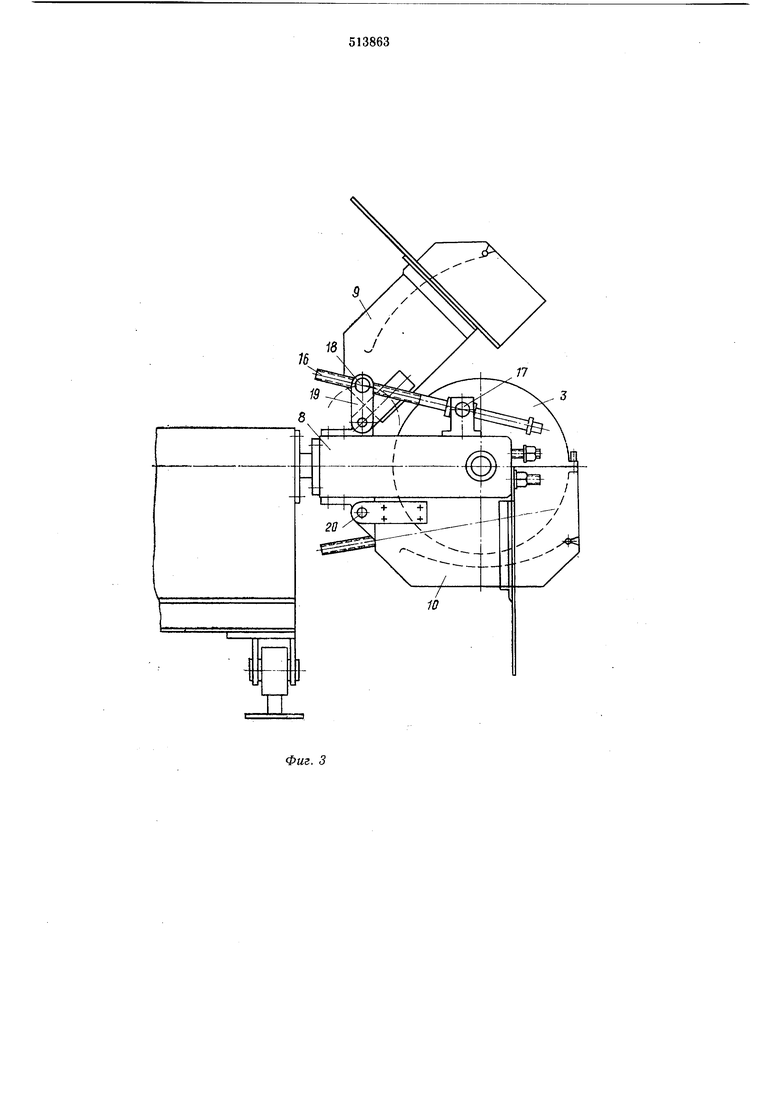

Фиг. 3
8
X
vs.
15
1д
