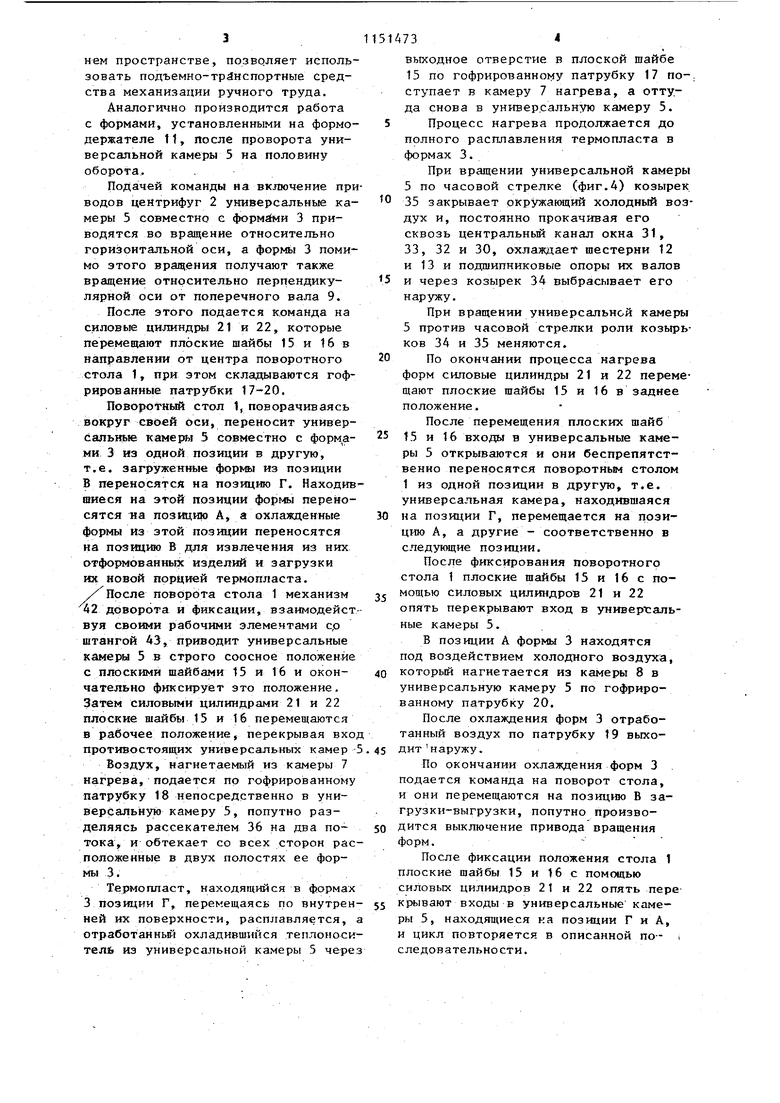
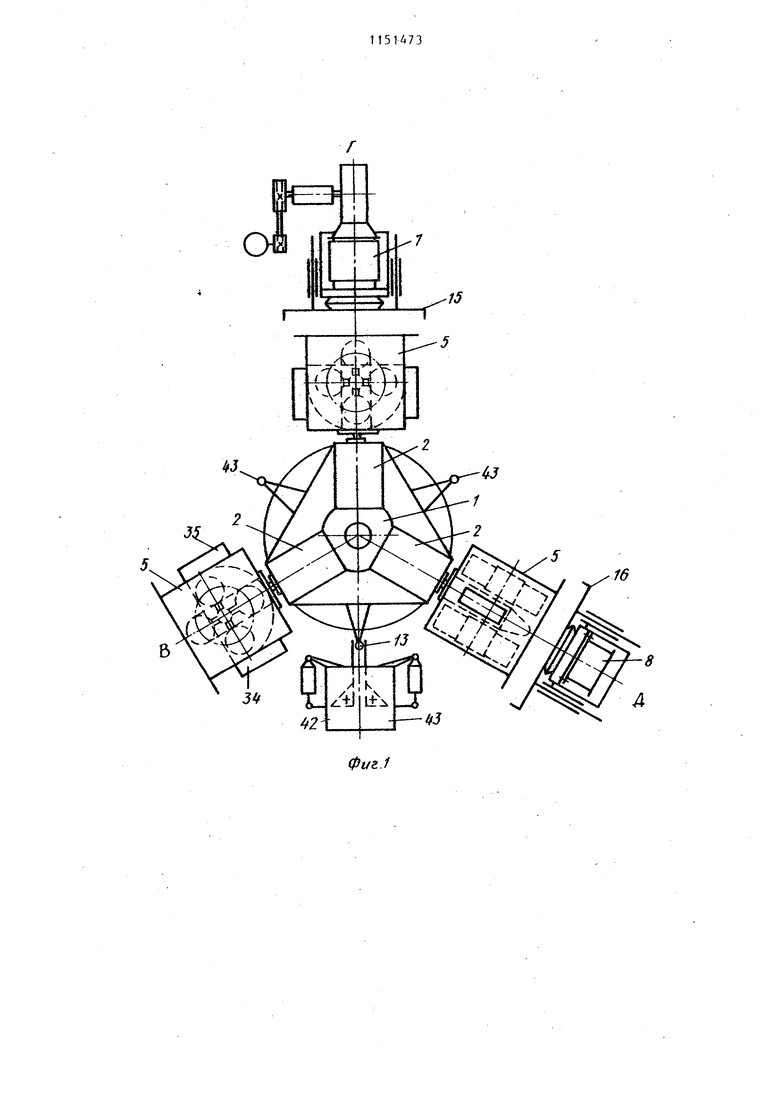
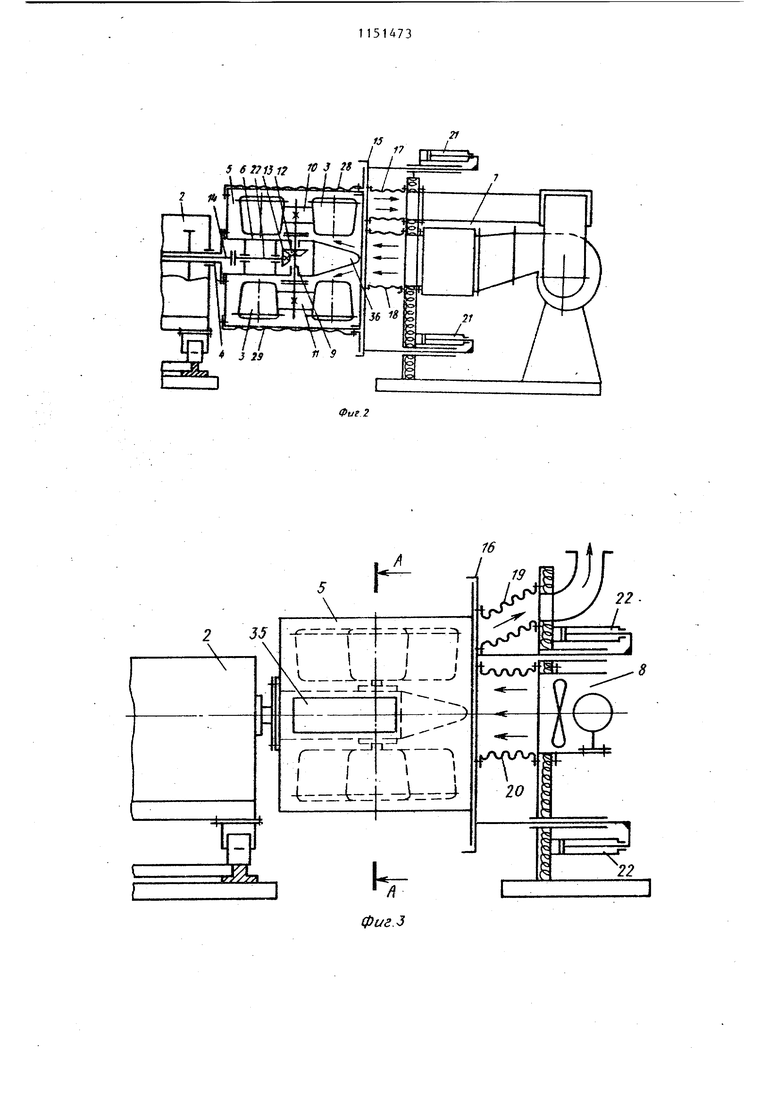
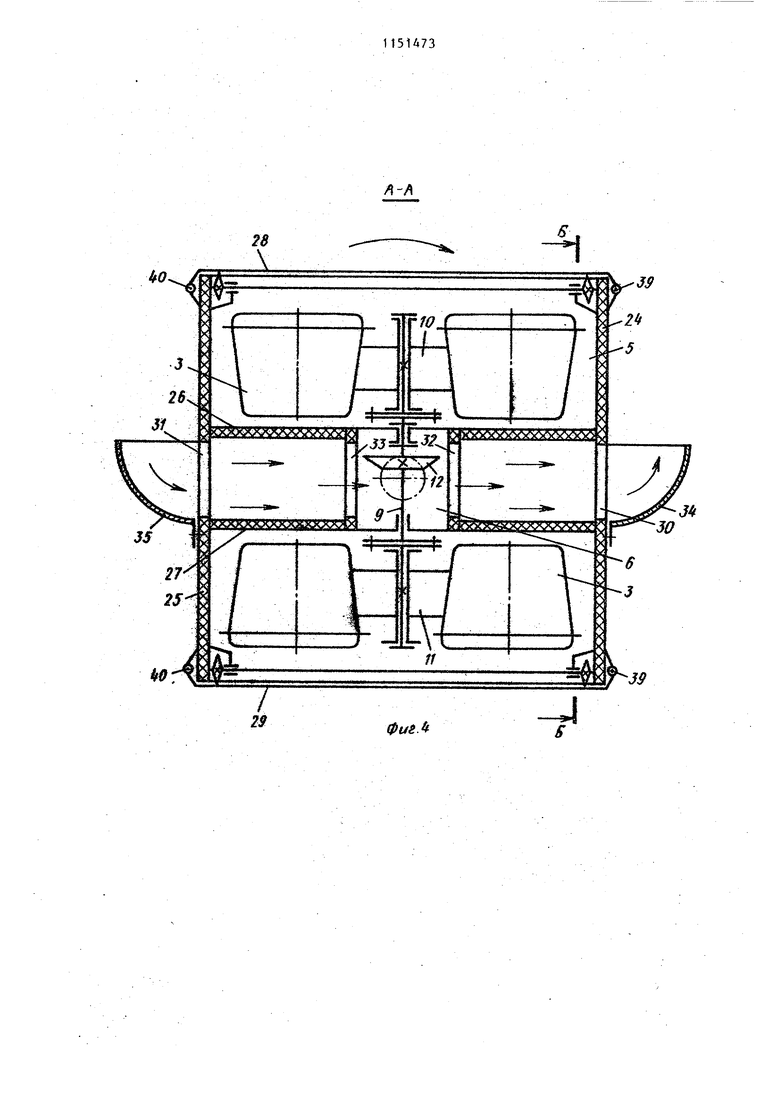
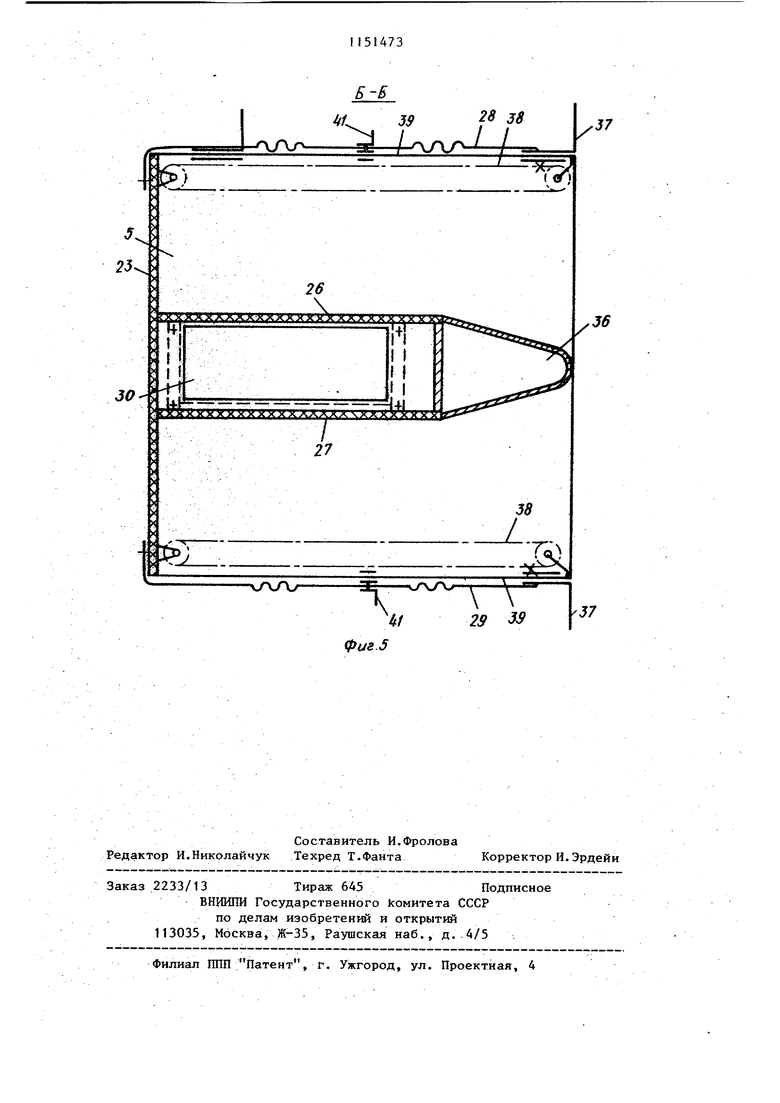
( Изобретение относится к перерабо ке пластмасс, а именно к машинам дл ротационного формования изделий из пластмасс. Целью изобретения является повыше.ние удобства обслуживания и надеж ности работы мгивины. На фиг. 1 представлена предлагае мая машина, общий вид в плане; на фиг. 2 - положение машины на позици нагрева Форм, частичный разрез; на фиг, 3 - то же, на позиции охлажден форм; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - разрез Б-Б на фиг. 4. Машина для ротационного формования изделий из пластмасс содержит поворотный стол 1, закрепленные на нем центрифуги 2 для вращения форм 3вокруг .двух осей, полые шпиндели 4которых несут консольно закреплен ные на них универсальные камеры 5 и насадки 6, стационарно расположен ные около стола t камеру 7 нагрева и камеру 8 охлаждения форм с входны ми и выходными отверстиями для тепл носителя. Каждый насадок 6 имеет поперечный вал 9, на концах которого установлены формодержатели 10 и 11,, свя занный с помощью шестерен 12 и 13 установленным в полом шпинделе 4 приводньм валом 14. Камеры 7 и 8 нагрева и охлаждени соответственно снабжены плоскими шайбами 15 и 16 с отверстиями, гофр рованными патрубками 17-20, одни ко цы которых соединены с отверстиями для теплоносителя камер 7 и 8, а другие связаны с отверстиями шайб 15 и 16 приводом в виде цилиндров 21 и 22 возвратно-поступательного перемещения шайб. Универсальная камера 5 состоит из жестко соединенной конструкции, включающей заднюю стенку 23, две боковые стенки 24 и 25, соединенные между собой.двумя параллельными пер городками 26 и 27, через которые универсальная камера закрепляется на насадок 6 и собирающихся эластичньпс двух противоположных шторок 28 и 29, расположенных перпендику лярио оси врал1,енйя формодержателей 10 и 11. Боковые, стенки 24 и 25 имеют окна 30 и 31, которые соединяются междУ собой через, проемы, образован ные между перегородками 26 и 27, окнами. 32 и 33 насадка 6 и его внутре гнюю полость, образующими централь ньй канал, для обдува шестерен 12 и 13 и их подшипниковых опор. На окнах 30 и 31 установлены направляющие козырьки 34 и 35. На перегородках 26 и 27 в передней их части установлен рассекатель 36 потока, который может быть образован и передними частями перегородок 26 и 27. Один край каждой из собирающихся эластичных шторок 28 и 29 (выполненных например, из многослойной стеклоткани) закреплен к переднему угольнику 37 и через него к цепям 38, а другой - к стенке 23 Корпуса универсальной камерь( 5, боковые края через кольца связаны с направляющими штангами 39 и 40. Для предотвращения провисания эластичных шторок 28 и 29 они в средней части поддерживаются угольниками 41, KOHiflii которых установлены в направляющих. Для соосного совмещения универсальных камер 5 с плоскими (найбами 15 и 16 машина снабжена механизмом 42 доворота и фиксации, воздействующим на поворотньй Стол 1 через одну из закрепленных на нем. штанг 43. Машина работает следукяцим образом На позиции загрузки-выгрузки В универсальная камера 5 проворачивается и останавливается в круговом положении, при котором собирающаяся шторка 28 располагается в верхнем горизонтальном положении. С помощью цепной передачи 38 угольник 37 перемещается в заднее положение и при этом шторка 28 складывается в гофр, после чего производится открытие форм 3 и извлечение .из них готовых изделий. Освободившиеся формы загружаются определенным количеством порошкообразного термопласта, после чего закрываются, а шторка 28 возвращается в исходное положение и фиксируется. По. необходимости формодержатель 10 поворачивается на необходимый угол посредством толчкового включения привода поперечного вала 9, .что обеспечивает работу обслуживающего персонала с .близкого расстояния и при полностью открытом верхнем пространстве, позволяет использовать подъемно-транспортные средства механизации ручного труда.
Аналогично производится работа с формами, установленными на формодержателе tt, после проворота универсальной камеры 5 на половину оборота. ,
ПоДачей команды на включение приводов центрифуг 2 универсальные камеры 5 совместно с формой 3 приводятся во вращение относительно горизонтальной оси, а формь 3 помимо этого вращения получают также вращение относительно перпендикулярной оси от поперечного вала 9.
После этого подается команда на силовые цилиндры 21 и 22, которые перемещают плоские шайбы 15 и 16 в направлении от центра поворотного стола 1, при этом складываются гофрированные патрубки 17-20.
Поворотный стол 1, поворачиваясь вокруг своей оси, переносит универсальные камеры 5 совместно с формами 3 из одной позиции в другую, т.е. загруженные форкы из позиции В переносятся на позицию Г. Находив шиеся на этой позиции формы переносятся на позицию А, а охлажденные формы из этой позиции переносятся на позицию В для извлечения из них отформованных изделий и загрузки их новой порцией термопласта, х/После поворота стола 1 механизм 42 доворота и фиксации, взаимодействуя своими рабочими элементами ср штангой 43, приводит универсальные камеры 5 в строго соосное положение с плоскими шайбами 15 и 16 и окончательно фиксирует это положение. Затем силовыми цилиндрами 21 и 22 плоские шайбы 15 и 16 перемещаются в рабочее положение, перекрывая вхо противостоящ их универсальных камер Воздух, нагнетаемый из камеры 7 нагрева, подается по гофрированному патрубку 18 непосредственно в универсальную камеру 5 , попутно разделяясь рассекателем 36 на два потока, и обтекает со всех сторон расположенные в двух полостях ее формы 3
Термопласт, находящийся в формах 3 позиции Г, перемещаясь по внутренней их поверхности, расплавляется, отработанный охладившийся теплоиосител& из универсальной камеры 5 чере
выходное отверстие в плоской шайбе 15 по гофрированному патрубку 17 по-. ступает в камеру 7 нагрева, а оттуда снова в универсальную камеру 5. Процесс нагрева продолжается до полного расплавления термопласта в формах 3.
При вращении универсальной камеры 5 по часовой стрелке (фиг.4) козырек 35 закрывает окружающий холодный воздух и, постоянно прокачивая его сквозь центральньм канал окна 31, 33, 32 и 30, охлаждает шестерни 12 и 13 и подшипниковые опоры их валов и через козырек 34 выбрасывает его наружу.
При вращении универсальной камеры 5 против часовой стрелки роли козьфьков 34 и 35 меняются. По окончании процесса нагрева
форм сштовые цилиндры 21 и 22 перемещают плоские шайбы 15 и 16 в заднее положение.
После перемещения плоских шайб 15 и 16 входы в универсальные камеры 5 открываются и они беспрепятственно переносятся поворотным столом 1 из одной позиции в другую, т.е. универсальная камера, находившаяся на позиции Г, перемещается на позицию А, а другие - соответственно в следующие позиции.
После фиксирования поворотного стола 1 плоские шайбы 15 и 16 с помощью силовых цилиндров 21 и 22
опять перекрывают вход в универсальные камеры 5. ,
В позиции А формы 3 находятся под воздействием холодного воздуха, которьй нагнетается из камеры 8 в универсальную камеру 5 по гофрированному патрубку 20.
После охлаждения форм 3 отработанный воздух по патрубку 19 выхоДитнаружу.
По окончании охлаждения форм 3 подается команда на поворот стола, и они перемещаются на позиц яо В загрузки-выгрузки, попутно производится выключение привода вращения форм.
После фиксации положения стола 1 плоские шайбы 15 и 16 с помощью силовьпс цилиндров 21 и 22 опять пере крывают входы в универсальные камеры 5, находящиеся на позиции Г и А, и цикл повторяется в описанной по- , следовательности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для ротационного формования изделий из пластмасс | 1977 |
|
SU735413A1 |
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| Машина для ротационного формования изделий из пластмасс | 1988 |
|
SU1502373A1 |
| Устройство для ротационного формо-вания изделий из полимерных материалов | 1972 |
|
SU509436A1 |
| Устройство для ротационного формования изделий из полимерных материалов | 1990 |
|
SU1796474A1 |
| УСТАНОВКА ДЛЯ ОТЖИГА ТВЧ КАЛИБРОВАННОЙ СТАЛИ | 1992 |
|
RU2037537C1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| Установка для ротационного формирования изделий из пластмасс | 1973 |
|
SU515646A1 |
| УСТАНОВКА ДЛЯ ОТЖИГА С ИСПОЛЬЗОВАНИЕМ ИНДУКЦИОННОГО НАГРЕВА СТАЛИ В БУНТАХ | 1997 |
|
RU2133289C1 |
| Агрегат для производства полых изделий из термопластов литьем заготовки с последующим раздувом | 1975 |
|
SU604470A3 |
МАШИНА ДЛЯ ТОТАЦИОННОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, содержащая поворотный стол, закрепленные на нем центрифуги с горизонтальным полым шпинделем, смонтированные на нем универсальные камеры, внутри которых размещены формодержатели с перпендикулярной оси шпинделя осью вращения, связанной при помсщи йестерен с установленным в шпинделе приводимым валом, стационарно расположенные около стола камеры нагрева и охлаждения форм, снабженные подвижными шайбами с отверстиями для подачи теплоносителя, отличающаяся темуV.ч то, с целью повышения удобства обслуживания и надежности работы машины,- расположенные перпендикулярно оСи вращения формодержателей стенки универсальных камер выполнены в виде эластичных шторок, связанных с механизмом их возвратно-поступательного перемещения, а внутри камеры установлены параллельно указанным стенкам перегородки, I образующие центральный сквозной канал) для обдува шестерен, на входе и выхо-1 де которого установлены направляющие S козырьки., сл со
фиг.
« 2J.
фиг.З
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| Солесос | 1922 |
|
SU29A1 |
| Машина для ротационного формования изделий из пластмасс | 1977 |
|
SU735413A1 |
| Солесос | 1922 |
|
SU29A1 |
