Область техники
Настоящее изобретение относится к экструдеру для получения пленки экструзией с раздувкой, а более конкретно к вращающейся экструзионной головке экструдера для получения биоразлагающейся пленки на основе крахмала экструзией с раздувкой.
Предшествующий уровень техники
Технология получения пленки методом экструзии с раздувкой заключается в следующем: пластмасса выдавливается через передний конец шнекового экструдера в головку таким образом, что жидкая пластмасса, проходя через головку, превращается в трубчатую заготовку, после чего трубчатая заготовка равномерно и свободно раздувается сжатым воздухом, подаваемым из нижней части головки, в рукавную пленку большего диаметра, при этом рукавная пленка вытягивается в продольном направлении и охлаждается в процессе вытяжки. После этого рукавная пленка сплющивается рифленой плитой, вытягивается тянущим валиком и скатывается в рулон. С развитием и совершенствованием экструзии пленки с раздувкой все новые виды полимерной пленки находят применение в различных областях, таких как промышленность, сельское хозяйство, в быту и т.д. Эта пленка представляет собой полимерный материал. И в то время, когда полимерные материалы являются для людей большим удобством, повышая эффективность их работы и снижая трудоемкость, большие объемы использованной пленки, являясь плохо разлагающимся материалом, загрязняют окружающую среду. Что делать с использованной пленкой - это большая проблема.
Для решения вышеназванной задачи ученые-исследователи стараются заменить химический полимерный материал биоразлагающимся материалом с высоким содержанием крахмала. Были созданы разнообразные виды пленки, которые являются полностью или частично биоразлагающимися, например полностью биоразлагающаяся пленка, описанная в описании изобретения к патенту CN 1293137C. Эта биоразлагающаяся пленка с высоким содержанием крахмала может быстро растворяться под воздействием влаги окружающей среды и быстро разрушаться микроорганизмами в почве и даже может превращаться в удобрение, что ослабляет проблему загрязнения окружающей среды, вызванную большими объемами отходов в виде полимерной пленки. И эта пленка будет широко востребована на рынке, поскольку сегодня людей все больше и больше заботит состояние окружающей среды. Однако характеристики, присущие биоразлагающимся материалам на основе крахмала, несут с собой новую проблему, а именно они не могут изготавливаться массово.
Причины следующие. Во-первых, по сравнению с обычным полиэтиленом высокой плотности и полиэтиленом низкой плотности биоразлагающийся материал на основе крахмала имеет высокую вязкость и низкую текучесть, что вызывает не только явление неоднородности материала в процессе пластификации смеси, но и склонность к очень значительному повышению давления в головке экструдера, поэтому обычная головка не может точно формовать биоразлагающийся материал на основе крахмала. Во-вторых, биоразлагающийся материал на основе крахмала имеет большее сдвиговое напряжение, поэтому значительно увеличивается теплота трения в процессе пластификации смеси. В таких условиях обычная головка экструдера для получения полимерной пленки с раздувкой не может точно контролировать температуру процесса. В-третьих, биоразлагающийся материал на основе крахмала чувствителен к температуре процесса. Чрезмерный самонагрев в ходе процесса производства вызывает подгорание материала и изменение его свойств. Таким образом, технологическая температура должна строго контролироваться, что невозможно в обычной головке экструдера.
Таким образом, принцип получения биоразлагающегося материала на основе крахмала раздувкой пленки в основном такой же, как и обычной полимерной пленки, но существующие головки экструзионных машин с раздувкой пленки не могут решить проблемы, вызываемые новым материалом из-за его высокой вязкости, плохой текучести и чувствительности к технологическим температурам. Если изготавливать биоразлагающуюся пленку на основе крахмала на существующих производственных линиях, то производительность будет низкой и показатель качественной продукции тоже низким, что не соответствует требованиям массового промышленного производства.
Раскрытие изобретения
Целью настоящего изобретения является создание вращающейся экструзионной головки экструдера для получения биоразлагающейся пленки на основе крахмала экструзией с раздувкой, которая обеспечивает получение высококачественного продукта и применима в массовом промышленном производстве, а также лишена недостатков, свойственных существующим экструдерам для получения пленки с раздувкой, которые используются в производстве биологических материалов.
Для достижения этой цели вращающаяся экструзионная головка экструдера для получения биоразлагающейся пленки на основе крахмала экструзией с раздувкой согласно настоящему изобретению содержит форму с каналами и внешний корпус, которые расположены концентрически относительно друг друга и образуют кольцевой канал для течения расплавленного материала.
Форма с каналами состоит из дорна со спиральными каналами, насаженного на центральную ось через опорный подшипник, и вращающегося дорна, закрепленного на верхнем конце центральной оси контргайками. Внутренняя коническая поверхность верхнего конца дорна со спиральными каналами соединена с возможностью взаимодействия с внешней конической поверхностью нижнего конца вращающегося дорна.
Внешний корпус состоит из внутренней гильзы головки, насаженной на дорн со спиральными каналами, внешней гильзы головки, сопрягающейся с внутренней гильзой головки, и мундштука головки, охватывающего вращающийся дорн. Верхний конец внутренней гильзы головки соединен с нижним концом мундштука головки фиксирующими элементами. Внешний канал циркуляции охлаждающей воды сформирован между внешней стенкой внутренней гильзы головки и внутренней стенкой внешней гильзы головки.
Внутренние стенки внутренней гильзы головки и мундштука головки и внешние стенки дорна со спиральными каналами и вращающегося дорна образуют канал подачи и формовки материала, состоящий из последовательно расположенных снизу вверх шевронного паза подачи, спиральных каналов подачи, буферной щелевой кольцевой зоны, сужающегося конусообразного канала, кольцевой камеры выпуска и щели окончательного формования.
Форма с каналами и внешний корпус смонтированы на основании головки, закрепленном на соединительной плите. Нижний конец центральной оси проходит через соединительную плиту и соединен с большой шестерней. Соединительная плита также содержит установленный на ней двигатель, выходной вал которого соединен с малой шестерней. Малая шестерня и большая шестерня имеют между собой зацепление для привода центральной оси и вращающегося дорна с целью его вращения относительно дорна со спиральными каналами.
Кроме того, по центральной оси выполнено глубокое глухое отверстие, которое снабжено трубкой внутренней циркуляции охлаждающей воды, на конце которой имеется вращающееся соединение, взаимодействующее с трубкой внутренней циркуляции охлаждающей воды для эффективного управления температурой формы с каналами водяным охлаждением.
Дополнительно в стенке мундштука головки выполнен спиральный канал циркуляции охлаждающей воды, который может работать совместно с внешним каналом циркуляции охлаждающей воды, обеспечивая управление температурой внешнего корпуса.
По сравнению с существующими экструдерами с раздувкой пленки настоящее изобретение имеет следующие преимущества.
Во-первых, канал подачи и формовки материала состоит из шевронного паза подачи, спиральных каналов подачи, буферной щелевой кольцевой зоны, сужающегося конусообразного канала, кольцевой камеры выпуска и щели окончательного формования, которые плавно соединены друг с другом, образуя единый канал. Эти шесть частей имеют свои соответствующие им функции и общую функцию. Шевронный канал подачи позволяет разделить материал и обеспечивает равномерную подачу материала при условии, что обеспечиваются необходимые расход и скорость потока. Спиральный паз может изменить внутреннее напряжение в структуре материала, что может не только выравнивать температуру материала, но и способствовать дальнейшей пластификации материала в процессе его течения. Буферная щелевая кольцевая зона может временно сбрасывать давление в пластифицируемом материале для достижения свободного и однородного состояния. Сужающийся конусообразный канал может увеличить скорость потока материала и восстановить давление в материале. Кольцевая камера выпуска может вновь сбросить давление в пластифицируемом материале с целью устранения изменений в процессе протекания материала для достижения состояния еще большей свободы и однородности. Щель окончательного формования может восстановить давление, необходимое для раздувки пленки. В ходе процесса, когда давление дважды сбрасывается и дважды восстанавливается, материал приобретает более ровную температуру, давление и скорость, что создает хорошие условия для формования пленки с раздувкой.
Во-вторых, шевронный канал подачи, спиральные каналы подачи, буферная щелевая кольцевая зона и сужающийся конусообразный канал единого канала подачи и формовки материала этой конструкции являются неподвижными, и течение, смешение и пластификация материала в нем происходят непрерывно и ровно. Кольцевая камера выпуска и щель окончательного формования находятся в динамично вращающемся состоянии. Привод формы с каналами осуществляется двигателем и понижающей зубчатой передачей, которые вращают ее со скоростью 2 об/мин. Движение материала в кольцевой камере выпуска и в щели окончательного формования задается вращающимся дорном и происходит аксиально и под углом, за счет чего устраняется неоднородность материала по причине высокой вязкости и плохой текучести биоразлагающегося материала на основе крахмала, а также устраняется внутреннее напряжение и колебания скорости течения материала, что способствует более ровному распределению материала и закладывает хорошую основу для раздувки пленки.
В-третьих, внешний канал циркуляции охлаждающей воды предлагаемой конструкции охватывает канал подачи и формовки материала, таким образом теплота, возникающая во внутренней гильзе головки и внешней гильзе головки, поглощается за счет регулирования скорости и расхода охлаждающей воды, чем управляется теплота трения, возникающая в материале в процессе его смешивания и пластификации. Температура в каждом канале может регулироваться, исходя из целесообразности для поддерживания ее в заданном диапазоне. С помощью трубки внутренней циркуляции охлаждающей воды, расположенной в глухом отверстии центральной оси, возможно охлаждение формы с каналами изнутри канала для подачи и формовки материала и возможно взаимодействие с внешним каналом циркуляции охлаждающей воды для достижения еще большей точности температурного управления материалом. С помощью спирального канала циркуляции охлаждающей воды, расположенного в стенке мундштука головки, возможно точное управление температурой материала в щели окончательного формования, что гарантирует раздувку материала при температуре, соответствующей характеристикам этого материала, применимого для массового производства.
Как описано выше, вращающаяся головка экструдера для получения пленки экструзией с раздувкой согласно настоящему изобретению содержит канал подачи и формовки материала, сочетающий неподвижные и подвижные части и особую систему охлаждения, состоящую из системы внутренней и внешней циркуляции воды, которые обеспечивают такое смешивание материала, сброс и увеличение давления и температурный контроль материала, которые соответствуют характеристикам этого материала, что эффективно решает проблему высокой вязкости, плохой текучести и чувствительности к технологическим температурам биоразлагающегося материала на основе крахмала. Экструзия пленки с раздувкой выполняется быстро, качество продукции является стабильным, а показатель качественной продукции обеспечивается высоким. Контроль процесса производства может быть автоматизирован или осуществляться людьми и соответствовать требованиям массового промышленного производства. Более того, вращающаяся экструзионная головка согласно настоящему изобретению может быть установлена на обычном экструдере с раздувкой, т.е. биоразлагающаяся пленка на основе крахмала может производиться без особой перестройки существующей линии. Биоразлагающаяся пленка на основе крахмала может быть дешевле и сможет заменить полимерную пленку, способствуя прекращению загрязнения окружающей среды, тем самым принести экономическую выгоду и социальную пользу.
Краткое описание чертежей
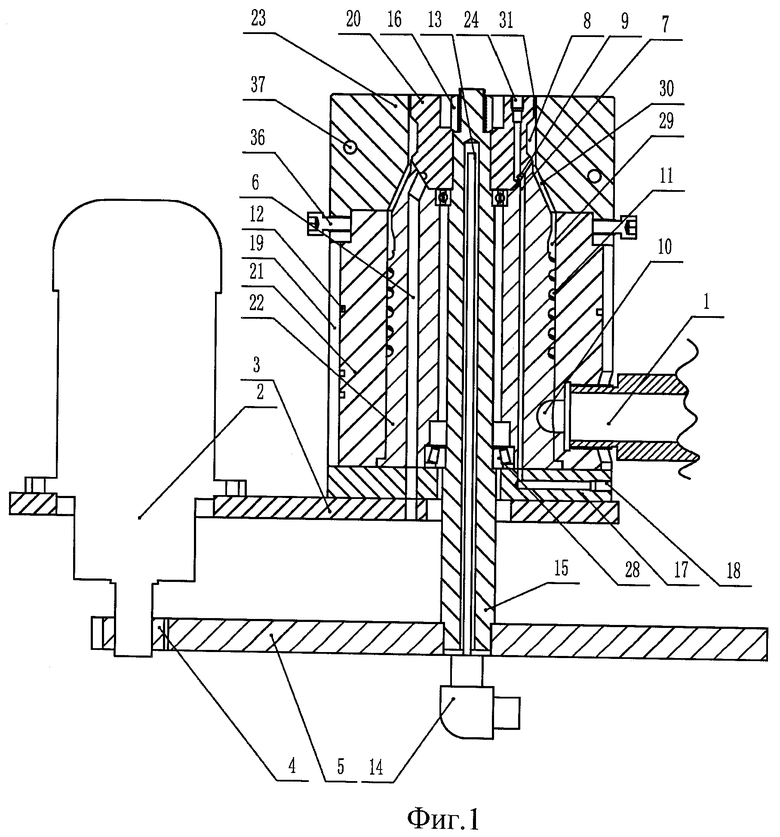
Фиг.1 - главный вид в разрезе вращающейся головки экструдера для получения пленки раздувкой в соответствии с одним из вариантов осуществления настоящего изобретения.
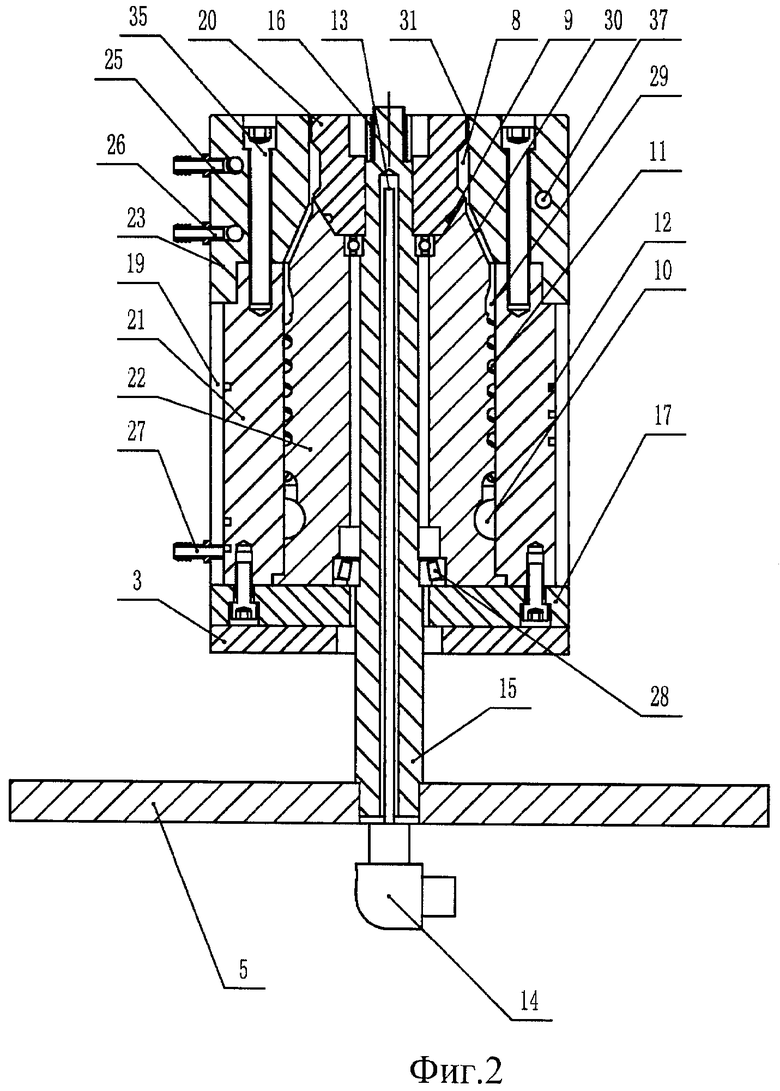
Фиг.2 - вид слева в разрезе вращающейся головки экструдера для получения пленки раздувкой по фиг.1.
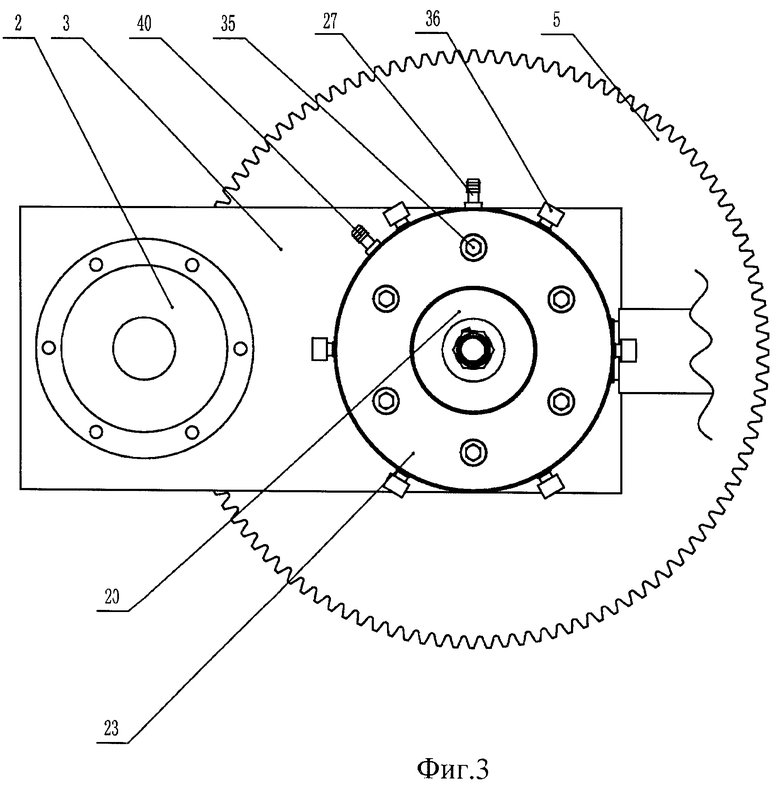
Фиг.3 - схематичный вид сверху вращающейся головки экструдера для получения пленки раздувкой по фиг.1.
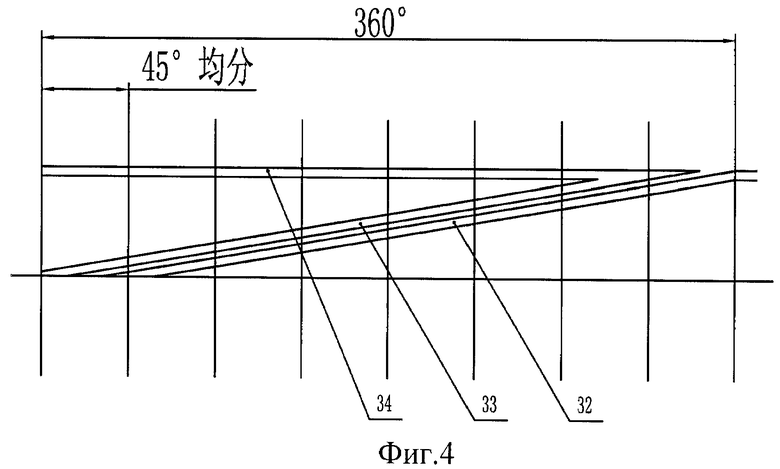
Фиг.4 - схематичный развернутый вид внешнего канала циркуляции охлаждающей воды по фиг.1.
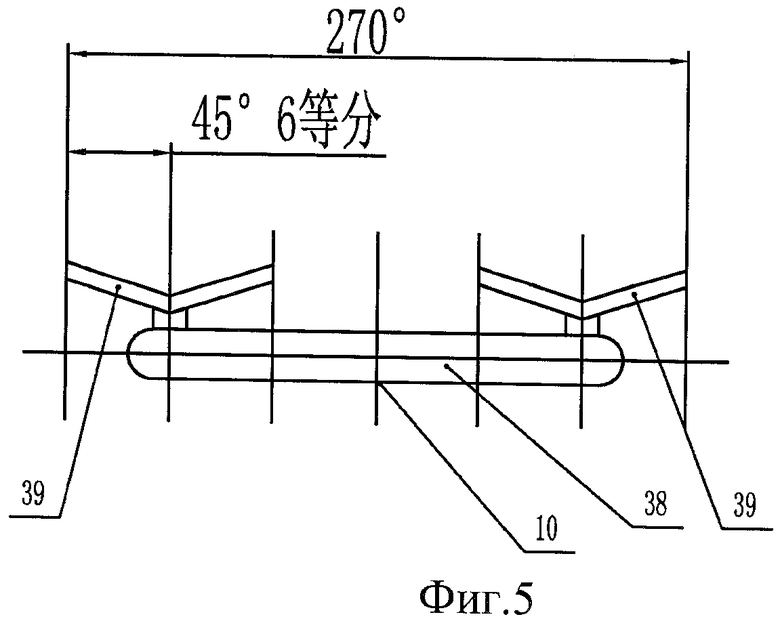
Фиг.5. - схематичный развернутый вид шевронного паза подачи по фиг.1.
Лучший вариант осуществления изобретения
Примеры осуществления вращающейся головки экструдера для получения пленки экструзией с раздувкой в соответствии с настоящим изобретением будут подробно описаны ниже со ссылками на прилагаемые чертежи.
Вращающаяся экструзионная головка экструдера для получения биоразлагающейся пленки на основе крахмала экструзией с раздувкой, показанная на чертежах, содержит форму с каналами и внешний корпус, расположенные концентрически, образуя кольцевой канал для истечения материала. Конструкция этих двух частей является следующей.
Форма с каналами, которая является основным элементом экструзионной головки, включает дорн со спиральными каналами 22, насаженный на центральную ось 15 через опорный подшипник 28, и вращающийся дорн 20, закрепленный на верхнем конце центральной оси 15 контргайками 16. Верхняя часть дорна со спиральными каналами 22 утоплена и представляет собой внутреннюю коническую поверхность, а нижняя часть вращающегося дорна 20 приподнята и формирует внешнюю коническую поверхность, которые соединены и взаимодействуют друг с другом в ходе технологического процесса. Контргайки 16 на центральной оси 15 обеспечивают взаимодействие дорна со спиральными каналами 22 и вращающегося дорна 20. При этом вращающийся дорн 20 вращается вместе с центральной осью 15, в то время как дорн со спиральными каналами 22 не вращается.
Вдоль центральной оси 15 имеется глубокое глухое отверстие, которое снабжено трубкой внутренней циркуляции охлаждающей воды 13, на одном конце которой имеется вращающееся соединение 14, взаимодействующее с трубкой внутренней циркуляции охлаждающей воды 13 таким образом, что они образуют внутреннюю систему охлаждения головки циркулирующей водой. Охлаждающая вода попадает в трубку внутренней циркуляции охлаждающей воды 13 из вращающегося соединения 14 и выходит из нее у верхнего конца глухого отверстия центральной оси 15, а затем течет вниз вдоль внутренней стенки глухого отверстия центральной оси 15 и, наконец, вытекает через выпускное отверстие вращающегося соединения 14, что в совокупности составляет замкнутый процесс циркуляции охлаждающей воды.
Внешний корпус сформирован, главным образом, внутренней гильзой головки 21, внешней гильзой головки 19 и мундштуком головки 23. Внутренняя гильза головки 21 насажена на дорн со спиральными каналами 22 и плотно примыкает к нему. Внешняя гильза головки 19 насажена на внутреннюю гильзу головки 21 и, сопрягаясь с ее внешней стенкой, плотно примыкает к ней. Мундштук головки 23 расположен над внутренней гильзой головки 21 и внешней гильзой головки 19 и охватывает вращающийся дорн 20. Верхний конец внутренней гильзы головки 21 имеет форму кольцевой площадки, а нижний конец мундштука головки 23 имеет форму ответной кольцевой площадки, при этом они соединены вертикальными болтами 35, а их положение регулируется поперечными болтами 36.
Внешний канал циркуляции охлаждающей воды 12 проходит между внешней стенкой внутренней гильзы головки 21 и внутренней стенкой внешней гильзы головки 19. Внешний канал циркуляции охлаждающей воды 12 состоит из двух спиральных пазов для воды 32 и 33 и кольцевого паза для воды 34, имеющего угловую длину 315° и выполненного на внешней стенке внутренней гильзы головки 21. Нижний конец спирального паза для воды 32 соединен с входом воды 27, а нижний конец спирального паза для воды 33 соединен с выходом воды 40. Верхние концы двух спиральных пазов для воды 32 и 33 соединены соответственно с двумя концами кольцевого паза для воды 34, имеющего угловую длину 315°. Такова конструкция внешней системы циркуляции охлаждающей воды. Техническое решение взаимосвязи внутренней гильзы головки 21 и внешней гильзы головки 19 обеспечивает герметичность всего корпуса головки.
Спиральный канал циркуляции охлаждающей воды 37 выполнен в стенке мундштука головки 23. Для протачивания соответствующего ровного спирального канала циркуляции охлаждающей воды 37 мундштук головки 23 при его обработке может быть разделен на четыре части, которые затем соединяются сваркой. Два конца спирального канала циркуляции охлаждающей воды 37 соответственно соединены с внешним источником охлаждающей воды через вход для воды 25 мундштука и выход для воды 26 мундштука. Спиральный канал циркуляции охлаждающей воды 37 может служить дополнительным средством к внешнему каналу циркуляции охлаждающей воды 12 для охлаждения экструзионной головки и эффективного управления температурой.
Между внутренними стенками внутренней гильзы головки 21 и мундштука головки 23 и внешними стенками дорна со спиральными каналами 22 и вращающегося дорна 20 проходит канал подачи и формовки материала, который состоит из следующих элементов по порядку снизу вверх: шевронный канал подачи 10, спиральные каналы подачи 11, буферная щелевая кольцевая зона 29, сужающийся конусообразный канал 30, кольцевая камера выпуска 8 и щель окончательного формования 31. Шевронный канал подачи 10 сформирован из полукольцевого паза 38 и двух дополнительных пазов шевронной формы 39, выполненных на внешней стенке дорна со спиральными каналами 22. Два конца полукольцевого паза 38 соединены соответственно с двумя дополнительными пазами шевронной формы 39 в местах их излома снизу. Нижние концы четырех спиральных каналов подачи 11 соединены соответственно с крайними верхними концами двух дополнительных пазов шевронной формы 39, а верхние концы соединены с буферной щелевой кольцевой зоной 29. Буферная щелевая кольцевая зона 29 и сужающийся конусообразный канал 30, кольцевая камера выпуска 8 и щель окончательного формования 31 над буферной щелевой кольцевой зоной 29 необходимы для завершения процесса формования, а именно для повышения давления, затем снижения давления, экструзии материала и формования пленки раздувкой.
Форма с каналами и внешний корпус смонтированы на основании головки 17. Внутренняя гильза головки 21 может крепиться к основанию головки 17 болтами, а основание головки 17 может крепиться болтами к соединительной плите 3. На соединительной плите 3 установлен двигатель 2. Выходной вал двигателя 2 соединен с малой шестерней 4, а нижний конец центральной оси 15 проходит через соединительную плиту 3 и соединен с большой шестерней 5. Малая шестерня 4, которая работает как ведущая шестерня, и большая шестерня 5, которая работает как ведомая шестерня, имеют между собой зацепление для привода центральной оси 15 и вращающегося дорна 20 для его вращения относительно дорна со спиральными каналами 22.
На основании головки 17 имеется вход для воздуха 18, дорн со спиральными каналами 22 имеет промежуточный вертикальный воздушный канал 7, а вращающийся дорн 20 имеет горизонтальный кольцевой канал 9 и вертикальный выход для воздуха 24. Вход для воздуха 18, промежуточный вертикальный воздушный канал 7, кольцевой канал 9 и выход для воздуха 24 последовательно соединены между собой, чтобы обеспечивать подачу сжатого воздуха для раздувки пленки, завершающей стадии процесса экструзии.
Кроме того, дорн со спиральными каналами 22 имеет отверстие 6 для установки датчика температуры, при этом это отверстие проходит снизу вверх до конической поверхности нижнего конца вращающегося дорна 20, а датчик температуры может контролировать температуру экструзионной головки за счет обратной связи управлять внутренней и внешней системой водяного охлаждения, а также системой нагрева головки, с целью поддержания температуры материала в заданном диапазоне.
Вращающаяся головка экструдера для получения пленки экструзией с раздувкой согласно изобретению монтируется на используемый шнековый экструдер. Выходной конец муфты с винтовой нарезкой 1 щнекового экструдера проходит через внешнюю гильзу головки 19 и соединяется с внутренней гильзой головки 21 резьбовым соединением, подсоединяясь таким образом к шевронному пазу подачи 10.
Устройство работает следующим образом.
Вначале предварительно пластифицированный в шнековом экструдере биоразлагающийся материал на основе крахмала экструдируется из выходного конца муфты с винтовой нарезкой 1 в шевронный канал подачи 10. Материал проходит через полукольцевой паз 38, а затем поступает к двум местам излома снизу обоих дополнительных пазов шевронной формы 39 из двух концов полукольцевого паза 38, а затем к крайним верхним концам обоих дополнительных пазов шевронной формы 39. Таким образом, материал может разделяться на две части, а затем - на четыре за счет двух путей для прохождения материала с различными направлениями. Скорость и давление материала меняются в зависимости от скорости экструдирования. Материал равномерно поступает в спиральные каналы подачи 11 при условии, что обеспечиваются необходимые расход и скорость потока. Основной функцией спиральных каналов подачи 11 является изменение внутреннего напряжения в структуре материала, что может не только выравнивать температуру материала, но и способствовать дальнейшей пластификации материала в процессе его течения с тем, чтобы подготовить его к конечной стадии формования пленки раздувкой.
Далее материал по спиральным каналам подачи 11 поступает последовательно вначале в буферную щелевую кольцевую зону 29 для сброса давления и приобретения свободного и однородного состояния, а затем в сужающийся конусообразный канал 30 и кольцевую камеру выпуска 8. В тоже время двигатель 2 приводит во вращение центральную ось 15 и соответственно вращающийся дорн 20, установленный на верхнем конце центральной оси 15, через малую шестерню 4 и большую шестерню 5. Скорость вращения составляет около 2 об/мин. Под воздействием давления экструзии и с помощью вращающегося дорна 20 в материале завершается процесс восстановления и сброса давления. Более ровная температура, давление и скорость течения материала могут быть достигнуты повторением процесса, что создаст лучшие условия для экструзии пленки раздувкой. Т.к. характеристики высокой вязкости и плохой текучести биоразлагающегося материала на основе крахмала вызывают неоднородность материала, то для улучшения однородности материала в головке используется вращающийся дорн 20, способствующий улучшению состояния материала в процессе его раздувки, т.е. повышению качества продукции и повышению производительности выпуска высококачественной продукции. Когда материал экструдируется через щель окончательного формования 31, он распределяется равномерно, т.к. вращение вращающегося дорна 20 эффективно устраняет внутреннее напряжение в материале и колебания скорости его истечения, что закладывает хорошую основу для раздувки пленки.
Далее, когда материал проходит через формующий канал, трубка внутренней циркуляции охлаждающей воды 13, расположенная в глухом отверстии центральной оси 15, внешний канал циркуляции охлаждающей воды 12, расположенный между внутренней гильзой головки 21 и внешней гильзой головки 19, и спиральный канал циркуляции охлаждающей воды 37, расположенный в стенке мундштука 23 головки, используются для управления температурой головки и материала за счет водяного охлаждения. Причина столь сложной конструкции системы охлаждения циркулирующей водой заключается в следующем. Т.к. биоразлагающийся материал на основе крахмала имеет высокую вязкость и плохую текучесть, то после того, как он экструдируется из шнекового экструдера в головку, его теплота трения и сдвиговое напряжение являются высокими. Самонагрев в таком процессе формования происходит очень быстро, а сам материал очень чувствителен к технологической температуре, что может вызывать изменение свойств материала. Таким образом, технологическая температура должна строго контролироваться в заданном диапазоне, используя совокупность мер, таких как контроль температуры головки и обратная связь с помощью датчика температуры, установленного в отверстии 6, на основании показаний которого регулируют скорость потока и расход охлаждающей воды.
И, наконец, материал, выходя из щели окончательного формования 31 в форме трубчатой заготовки значительной толщины и высокой температуры, имеет состояние готовности к раздувке. Трубчатая заготовка быстро раздувается, образуя пленочный рукав необходимого диаметра, сжатым воздухом, подаваемым через отверстие выхода для воздуха 24. Пленочный рукав становится готовой продукцией после его охлаждения внешним воздушным вентилятором, подходящим для вращающейся головки. После этого готовая продукция проходит операции резки, выравнивания, намотки и пр. Готовая пленочная продукция может быть получена в рулонах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструзионная головка | 1988 |
|
SU1537559A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ БИОРАЗЛАГАЕМОЙ ПОЛИМЕРНОЙ ПЛЕНКИ НА ОСНОВЕ ПРИРОДНЫХ МАТЕРИАЛОВ | 2018 |
|
RU2693776C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| ЭКСТРУДЕР | 2005 |
|
RU2299124C1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
Настоящее изобретение относится к экструдеру для получения пленки экструзией с раздувкой, а именно к вращающейся экструзионной головке для получения биоразлагающейся пленки на основе крахмала экструзией с раздувкой. Техническим результатом заявленного изобретения является обеспечение получения высококачественного продукта в массовом промышленном производстве, а также обеспечение точного контроля давления и температуры процесса. Технический результат достигается вращающейся экструзионной головкой экструдера, содержащей концентрически расположенные относительно друг друга форму с каналами и внешний корпус. При этом форма с каналами состоит из дорна со спиральными каналами, насаженного на центральную ось через опорный подшипник, и вращающегося дорна, закрепленного на верхнем конце центральной оси контргайками, причем внутренняя коническая поверхность верхнего конца дорна со спиральными каналами соединена с возможностью взаимодействия с внешней конической поверхностью нижнего конца вращающегося дорна. Внешний корпус состоит из внутренней гильзы головки, насаженной на дорн со спиральными каналами, внешней гильзы головки, сопрягающейся с внутренней гильзой головки, и мундштука головки, охватывающего вращающийся дорн. При этом верхний конец внутренней гильзы головки соединен с нижним концом мундштука головки фиксирующими элементами, а между внешней стенкой внутренней гильзы головки и внутренней стенкой внешней гильзы головки предусмотрен внешний канал циркуляции охлаждающей воды. Внутренние стенки внутренней гильзы головки и мундштука головки и внешние стенки дорна со спиральными каналами и вращающегося дорна образуют канал подачи и формовки материала, состоящий из последовательно снизу вверх расположенных шевронного паза подачи, спиральных каналов подачи, буферной щелевой кольцевой зоны, сужающегося конусообразного канала, кольцевой камеры выпуска и щели окончательного формования. Форма с каналами и внешний корпус смонтированы на основании головки, закрепленном на соединительной плите, через которую проходит нижний конец центральной оси, соединенной с большой шестерней. При этом соединительная плита также содержит установленный на ней двигатель, выходной вал которого соединен с малой шестерней, имеющей зацепление с большой шестерней, для привода центральной оси и вращающегося дорна для его вращения относительно дорна со спиральными каналами. 8 з.п. ф-лы, 5 ил.
1. Вращающаяся экструзионная головка экструдера для получения биоразлагающейся пленки на основе крахмала экструзией с раздувкой, содержащая концентрически расположенные относительно друг друга форму с каналами и внешний корпус, отличающаяся тем, что
форма с каналами состоит из дорна со спиральными каналами (22), насаженного на центральную ось (15) через опорный подшипник (28), и вращающегося дорна (20), закрепленного на верхнем конце центральной оси (15) контргайками (16), причем внутренняя коническая поверхность верхнего конца дорна со спиральными каналами (22) соединена с возможностью взаимодействия с внешней конической поверхностью нижнего конца вращающегося дорна (20);
внешний корпус состоит из внутренней гильзы головки (21), насаженной на дорн со спиральными каналами (22), внешней гильзы головки (19), сопрягающейся с внутренней гильзой головки (21), и мундштука головки (23), охватывающего вращающийся дорн (20), при этом верхний конец внутренней гильзы головки (21) соединен с нижним концом мундштука головки (23) фиксирующими элементами, а между внешней стенкой внутренней гильзы головки (21) и внутренней стенкой внешней гильзы головки (19) предусмотрен внешний канал циркуляции охлаждающей воды (12);
внутренние стенки внутренней гильзы головки (21) и мундштука головки (23) и внешние стенки дорна со спиральными каналами (22) и вращающегося дорна (20) образуют канал подачи и формовки материала, состоящий из последовательно снизу вверх расположенных шевронного паза подачи (10), спиральных каналов подачи (11), буферной щелевой кольцевой зоны (29), сужающегося конусообразного канала (30), кольцевой камеры выпуска (8) и щели окончательного формования (31);
форма с каналами и внешний корпус смонтированы на основании головки (17), закрепленном на соединительной плите (3), через которую проходит нижний конец центральной оси (15), соединенной с большой шестерней (5), при этом соединительная плита (3) также содержит установленный на ней двигатель (2), выходной вал которого соединен с малой шестерней (4), имеющей зацепление с большой шестерней (5), для привода центральной оси (15) и вращающегося дорна (20) для его вращения относительно дорна со спиральными каналами (22).
2. Головка по п.1, отличающаяся тем, что по оси центральной оси (15) выполнено глубокое глухое отверстие, которое снабжено трубкой внутренней циркуляции охлаждающей воды (13), на конце которой имеется вращающееся соединение (14), взаимодействующее с трубкой внутренней циркуляции охлаждающей воды (13).
3. Головка по п.1 или 2, отличающаяся тем, что внешний канал циркуляции охлаждающей воды (12) состоит из двух спиральных пазов для воды (32) и (33) и кольцевого паза для воды (34), имеющего угловую длину 315° и выполненного на внешней стенке внутренней гильзы головки (21), при этом нижний конец спирального паза для воды (32) соединен с входом для воды (27), нижний конец спирального паза для воды (33) соединен с выходом для воды (40), а верхние концы двух спиральных пазов для воды (32) и (33) соединены соответственно с двумя концами кольцевого паза для воды (34), имеющего угловую длину 315°.
4. Головка по п.1 или 2, отличающаяся тем, что в стенке мундштука головки (23) выполнен спиральный канал циркуляции охлаждающей воды (37).
5. Головка по п.3, отличающаяся тем, что в стенке мундштука головки (23) выполнен спиральный канал циркуляции охлаждающей воды (37).
6. Головка по п.1 или 2, отличающаяся тем, что шевронный канал подачи (10) состоит из полукольцевого паза (38) и двух дополнительных пазов шевронной формы (39), выполненных на внешней стенке дорна со спиральными каналами (22), при этом два конца полукольцевого паза (38) соединены соответственно с двумя местами излома снизу обоих дополнительных пазов шевронной формы (39), а крайние верхние концы обоих дополнительных пазов шевронной формы (39) соединены с нижними концами четырех спиральных каналов подачи (11) соответственно.
7. Головка по п.3, отличающаяся тем, что шевронный канал подачи (10) состоит из полукольцевого паза (38) и двух дополнительных пазов шевронной формы (39), выполненных на внешней стенке дорна со спиральными каналами (22), при этом два конца полукольцевого паза (38) соединены соответственно с двумя местами излома снизу обоих дополнительных пазов шевронной формы (39), а крайние верхние концы обоих дополнительных пазов шевронной формы (39) соединены с нижними концами четырех спиральных каналов подачи (11) соответственно.
8. Головка по п.4, отличающаяся тем, что шевронный канал подачи (10) состоит из полукольцевого паза (38) и двух дополнительных пазов шевронной формы (39), выполненных на внешней стенке дорна со спиральными каналами (22), при этом два конца полукольцевого паза (38) соединены соответственно с двумя местами излома снизу обоих дополнительных пазов шевронной формы (39), а крайние верхние концы обоих дополнительных пазов шевронной формы (39) соединены с нижними концами четырех спиральных каналов подачи (11) соответственно.
9. Головка по п.5, отличающаяся тем, что шевронный канал подачи (10) состоит из полукольцевого паза (38) и двух дополнительных пазов шевронной формы (39), выполненных на внешней стенке дорна со спиральными каналами (22), при этом два конца полукольцевого паза (38) соединены соответственно с двумя местами излома снизу обоих дополнительных пазов шевронной формы (39), а крайние верхние концы обоих дополнительных пазов шевронной формы (39) соединены с нижними концами четырех спиральных каналов подачи (11) соответственно.
| Устройство для кантовки раската в триоклетях сортовых станов | 1981 |
|
SU1058654A1 |
| Схват промышленного робота | 1985 |
|
SU1284830A1 |
| ГИБКОЕ ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 1999 |
|
RU2147089C1 |
| JP 10029237 A, 03.02.1998 | |||
| ЙСЕСОЮЗНАЯ | 0 |
|
SU396270A1 |
| JP 63260420 A, 27.10.1988 | |||
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2006 |
|
RU2317200C2 |
| JP 3093529 A, 18.04.1991. | |||

