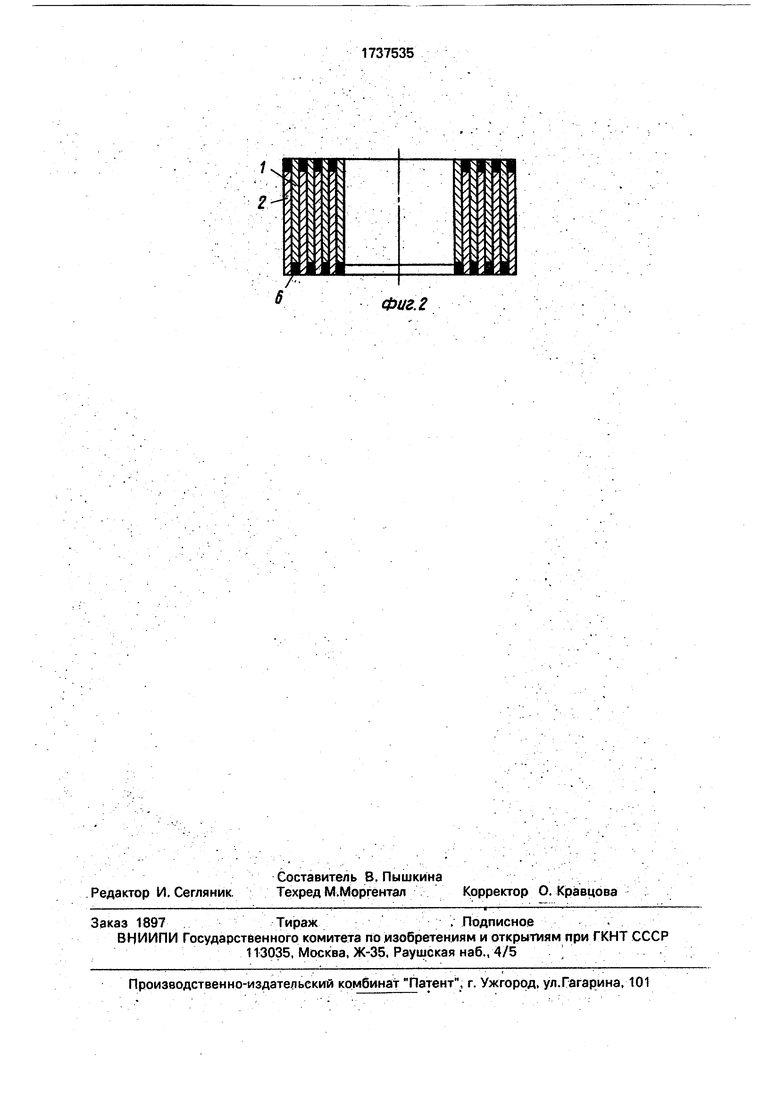
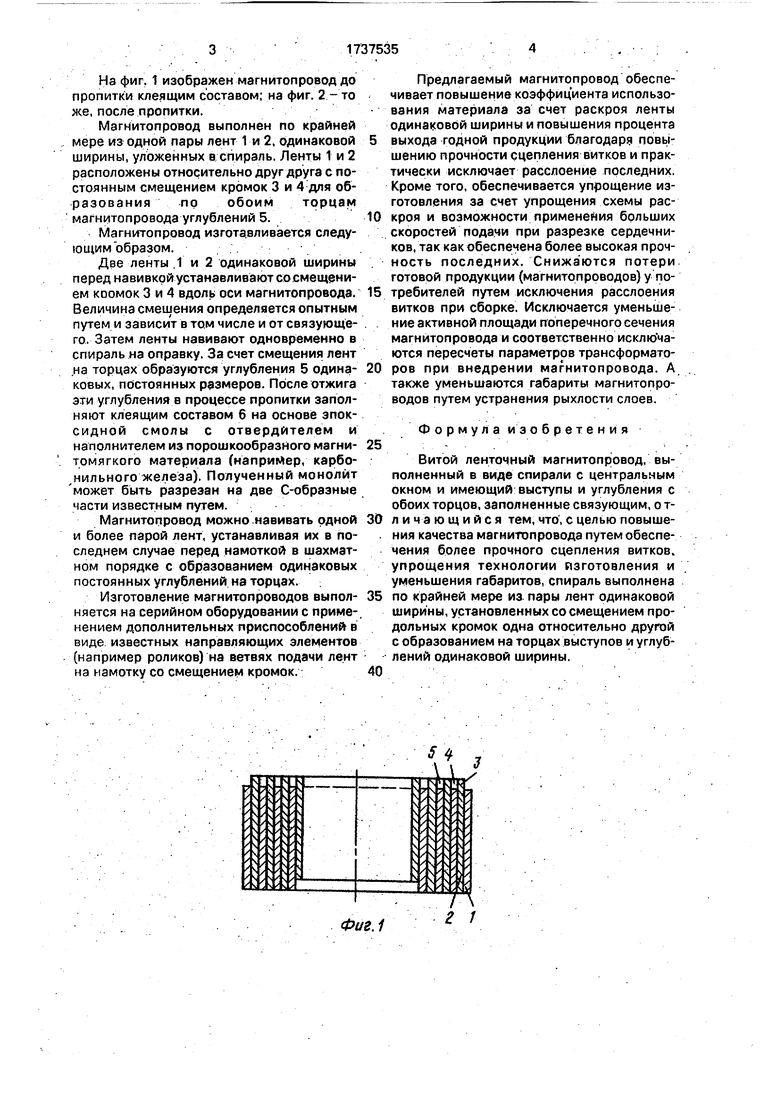
На фиг. 1 изображен магнитопровод до пропитки клеящим составом; на фиг. 2 - то же, после пропитки.
Магнитопровод выполнен по крайней мере из одной пары лент 1 и 2, одинаковой ширины, уложенных в спираль. Ленты 1 и 2 расположены относительно друг друга с постоянным смещением кромок 3 и 4 для образования по обоим торцам магнитопровода углублений 5.
Магнитопровод изготавливается следующим образом.
Две ленты 1 и 2 одинаковой ширины перед навивкой устанавливают со смещением коомок 3 и 4 вдоль оси магнитопровода. Величина смещения определяется опытным путем и зависит в том числе и от связующего. Затем ленты навивают одновременно в спираль на оправку. За счет смещения лент на торцах образуются углубления 5 одинаковых, постоянных размеров. После отжига эти углубления в процессе пропитки заполняют клеящим составом 6 на основе эпоксидной смолы с отвердйтелем и наполнителем из порошкообразного магни- томягкого материала (например, карбонильного железа). Полученный монолит может быть разрезан на две С-образные части известным путем.
Магнитопровод можно навивать одной и более парой лент, устанавливая их в последнем случае перед намоткой в шахматном порядке с образованием одинаковых постоянных углублений на торцах.
Изготовление магнитопроводов выполняется на серийном оборудовании с применением дополнительных приспособлений в виде известных направляющих элементов (например роликов) на ветвях подачи лент на намотку со смещением кромок.
Предлагаемый магнитопровод обеспечивает повышение коэффициента использования материала за счет раскроя ленты одинаковой ширины и повышения процента
выхода годной продукции благодаря повышению прочности сцепления витков и практически исключает расслоение последних. Кроме того, обеспечивается упрощение изготовления за счет упрощения схемы раскроя и возможности применения больших скоростей подачи при разрезке сердечников, так как обеспечена более высокая прочность последних. Снижаются потери готовой продукции (магнитопроводов) у потребителей путем исключения расслоения витков при сборке. Исключается уменьшение активной площади поперечного сечения магнитопровода и соответственно исклю ча- ются пересчеты параметров трансформаторов при внедрении магнитопровода. А также уменьшаются габариты магнитопроводов путем устранения рыхлости слоев.
Формула изобретения
Витой ленточный магнитопровод, выполненный в виде спирали с центральным окном и имеющий выступы и углубления с обоих торцов, заполненные связующим, о тличающийся тем, что, с целью повышения качества магнитопровода путем обеспечения более прочного сцепления витков, упрощения технологии изготовления и уменьшения габаритов, спираль выполнена
по крайней мере из пары лент одинаковой ширины, установленных со смещением продольных кромок одна относительно другой с образованием на торцах выступов и углублений одинаковой ширины.
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Способ изготовления витого ленточного магнитопровода | 1985 |
|
SU1304096A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1133638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ТОРЦОВЫХ МАГНИТОПРОВОДОВ | 1994 |
|
RU2074480C1 |
| Способ изготовления ленточного магнитопровода | 1984 |
|
SU1226544A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ИЗ РАСШИРЕННОГО ГРАФИТА И ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2006 |
|
RU2309313C1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| Способ изготовления магнитопровода электрической машины | 1985 |
|
SU1354346A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |