Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промьшшенности.
Цель изобретения - упрощение процесса изготовления.
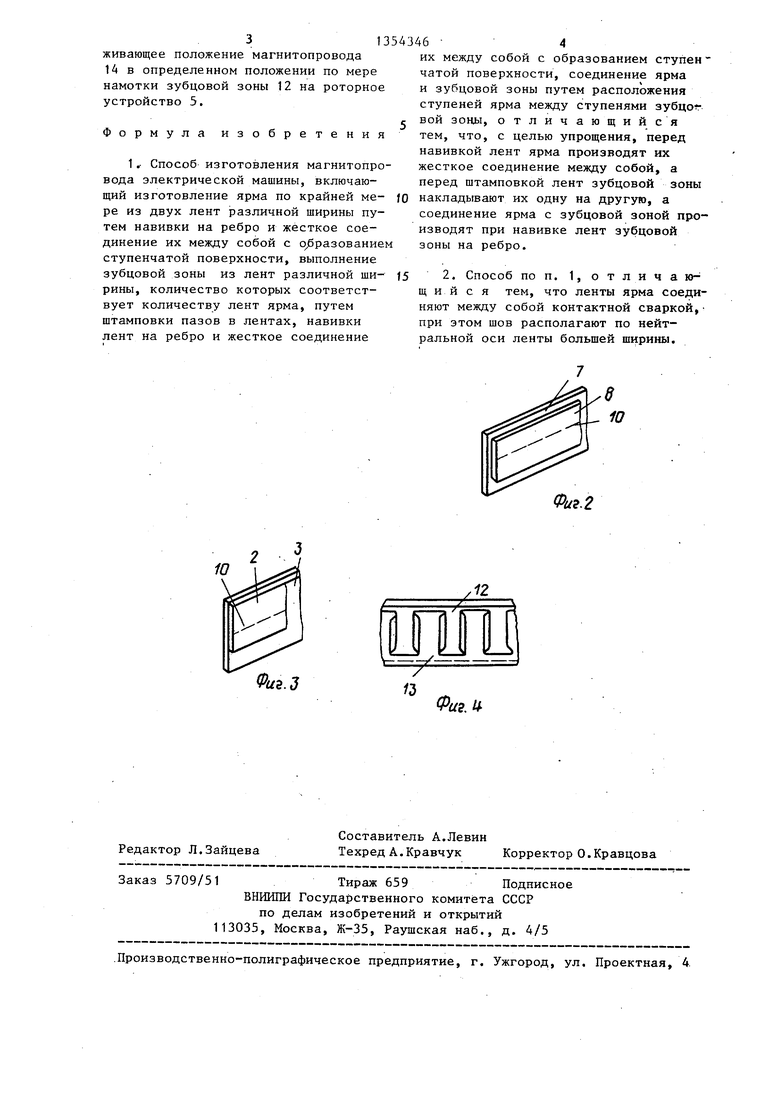
На фиг, 1 показана последовательность изготовления магнитопровода статора; на фиг. 2 - участок спаренных лент перед операцией штамповки; на фиг. 3 - участок ярма из двух лент после операции сварки;на фиг.4 участок зубцовой зоны, состоящий из двух лент после операции штамповки.
Способ заключается в резке полосы на ленты различной мерной ширины для ярма и зубцовой зоны, наложении по меньшей мере двух лент ярма и отдельно зубцовой зоны различной ширины в один ступенчатый виток и жестком соединении лент между собой при помощи сварки отдельно для ярма и зубцовой зоны, навивке на ребро спаренных лент ярма в витки и установке их в устройство, продольном разделении спаренных лент по контуру зубцов на две одинаковые зуб- цовые зоны, навивке на ребро лент зубцовых лент в роторном устройстве и одновременном сочленении витков ярма и зубцовой зоны в магнитопро- вод, жестком скреплении магнитопровода в пакет путем сварки, постановки скоб и др. При необходимости радиальные поверхности зубцовых з-оп перед сочленением их с витками ярма могут механически обрабатываться для придания им необходимой цилиндрической формы.
Навитое на ребро ярмо 1 (фиг.1). состоящее из лент 2 и 3 меньшей и большей ширины соответственно, жестко соединенных между собой, устанавливают в устройство 4, которое синхронно вращается с роторным устройством 5. Роторное устройство 5 содержит пальцы 6, которые выполнены по форме паза в готовом магнитопро- воде и которые входят в пазы ленты во время ее намотки на ребро.
Ленты 7 и 8 зубцовой зоны большей ширины соответственно (фиг. 2) накладывают одну на другую внахлест и производят штамповку зубцовых зон в штампе 9. Ленты 2 и 3 ярма, а такж ленты 7 и 8 зубцовой зоны жестко соединяют между собой при помощи
5
0
5
сварных швов 10, Жесткое соединение лент зубцовой зоны выполняют на сварочной установке 11. Чтобы не было смещения ленты во время штамповки, одновременно сваркой скрепляют зубцы смежных витков, что повьш1ает жесткость магнитопровода и надежность работы электрической машины. Ленты ярма перед навивкой жестко соединяют между собой для того, чтобы парные его витки представляли собой единый монолитный виток, упрощающий технологию винтового соединения зубцовой зоны с ярмом. Сварные швы 10 могут быть выполнены прерывистыми, а для зубцовой зоны даже точечными. Учитывая, что сварной шов лучше работает на сжатие, чем на растяжение, целесообразно сварку лент производить по нейтральной линии ленты 3 большей ширины, при этом сварной шов для ленты 2 меньшей ширины (фиг, 3) будет работать на сжатие.
В зависимости от габарита магнитопровода и требования к жестк.ости конструкции количество продольных / сварных швов (или точечных контактов) может быть больше одного, однако, исходя из экономических соображений, необходимо стремиться к минимальному их количеству.
В результате штамповки спаренных лент 7 и 8 по контуру зубцов происходит их продольное разделение на две одинаковые зубцовые зоны 12 и 13 (фиг. 4), которые навивают на различные роторные устройства. Навивку на ребро зубцовых зон 12 и 13 совмеQ щают с операцией сочленения их с ярмом 1 в магнитопровод 14. Для этого навитое на ребро ярмо устанавливают во вращающееся устройство 4, расположенное соосно с роторным устройством 5. Зубцовая зона 12, попав своими пазами на пальцы 6, изгибается на ребро и получает необходимую цилиндрическую форму. Одновременно с этим витки ярма своими ступенями входят в выемки между ступенями зубцовой зоны, образуя винтовое сочленение зубцовой зоны 12 с ярмом 1. Для плотного сочленения и удержания витков ярма 1 и зубцовой зоны 12 между собой устройство сборки магнитопровода снабжено прижимами 15, а для поддержания зубцовой. зоны 12 на одном и том же уровне имеется регулировочное устройство 16, автоматически поддер0
5
0
5
живающее положение магнитопровода 14 в определенном положении по мере намотки зубцовой зоны 12 на роторное устройство 5.
Формула изобретен
1f Способ изготовления магнитопровода электрической машины, включающий изготовление ярма по крайней ме- ре из двух лент различной ширины путем навивки на ребро и жесткое соединение их между собой с образованием ступенчатой поверхности, выполнение зубцовой зоны из лент различной ши- рины, количество которых соответствует количеству лент ярма, путем штамповки пазов в лентах, навивки лент на ребро и жесткое соединение
fo|5
543464
их между собой с образованием ступен чатой поверхности, соединение ярма и зубцовой зоны путем расположения ступеней ярма между ступенями зубцог вой зоны, отличающийся тем, что, с целью упрощения, перед навивкой лент ярма производят их жесткое соединение между собой, а перед штамповкой лент зубцовой зоны накладывают их одну на другую, а соединение ярма с зубцовой зоной производят при навивке лент зубцовой зоны на ребро.
2. Способ по п. 1, о т л и ч а кН щ и и с я тем, что ленты ярма соединяют между собой контактной сваркой,- при этом шов располагают по нейтральной оси ленты большей ширины.
Фиг.2
Фи.З
-12
тш
/ /3
ФиъЛ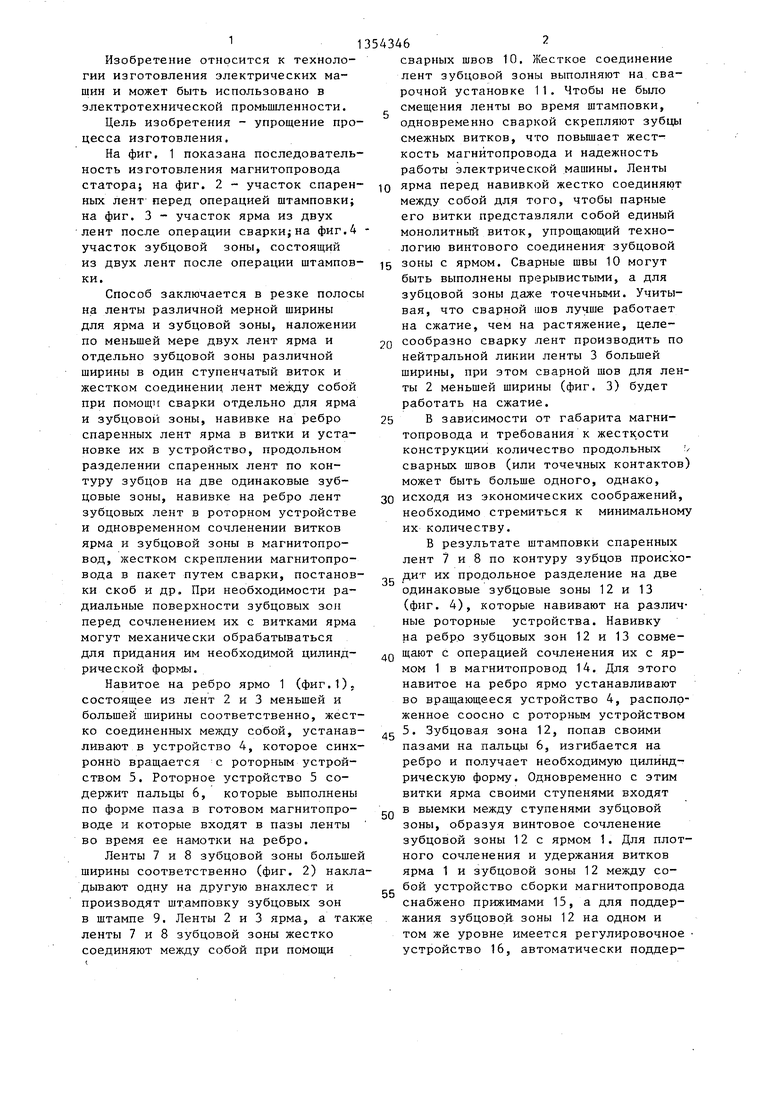
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1343500A1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1262628A1 |
| Магнитопровод электрической машины | 1984 |
|
SU1302378A1 |
| Ротор электрической машины | 1987 |
|
SU1511806A1 |
| Магнитопровод электрической машины | 1986 |
|
SU1403221A2 |
| Магнитопровод электрической машины | 1985 |
|
SU1767617A1 |
| Магнитопровод ротора электрической машины | 1988 |
|
SU1598054A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1292111A1 |
Изобретение относится к технологии изготовления электрических .машин и может быть использовано в электротехнической промышленности. Цель изобретения - упрощение технологии. Навитое на ребро ярмо 1, состоящее из низких 2 и высоких 3 витков лент, жестко соединенных между собой, устанавливают в устройство 4, синхронно вращающееся с роторным устройством 5, которое содержит пальцы 6, выполненные по форме паза. Ленты 2- и 3 ярма, а также ленты зубцовой зоны жестко соединяют между собой при помощи сварных швов, которые могут выполняться прерывистыми, а для зубцовой зоны - точечными. Навивку на ебро зубцовых зон 12 и 13 совмещают с операцией сочленения их с ярмом 1 в магнитопровод 14, 1 з.п. ф-лы, 4 ил. о S сл 11 « ZfS :л 4 СС ///////////Y////////// Фи.1
Редактор Л.Зайцева
Составитель А.Левин
Техред А.Кравчук Корректор О.Кравцова
Заказ 5709/51Тираж 659Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Магнитопровод электрической машины | 1984 |
|
SU1302378A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
