2.Способ по п.1, о т л и ч а ющ и и с я тем, что из полосы ферромагнитного материала выполняют две ленты с зубцовыми зонами, при этом располагают головки зубцов казздой из лент на противоположных кромках поло сы со смещением зубцов по противоположным кромкам полосы на половину ширины зубца,а элементы перехода каж дой из. зубцовой зоны входят в углубления в коронках зубцов другой ленты. 3.Способ по п.1, о т л ичающийся тем, что, ярмо навивагот из ленты ферромагнитного материала с предварительно вЬшолненным по кромке ленты выступами и впадинами с шагом, равным шагу зубцового ; деления. 4,Способ по пп,1-3, о т л и ч аю щ и и с я тем, что из полосы ферромагнитного материала изготавливают две ленты для ярма, располагая впадины и выступы по середине полосы, при этом впадины каждой из лент образуют выступы в другой ленте. - 5.Способ по п.З, отличающийся тем, что зубцовая зона навивается из двух лент, зубцы которых выполнены с усиками, направленными в каждой из лент в противоположные стороны от оси зубца.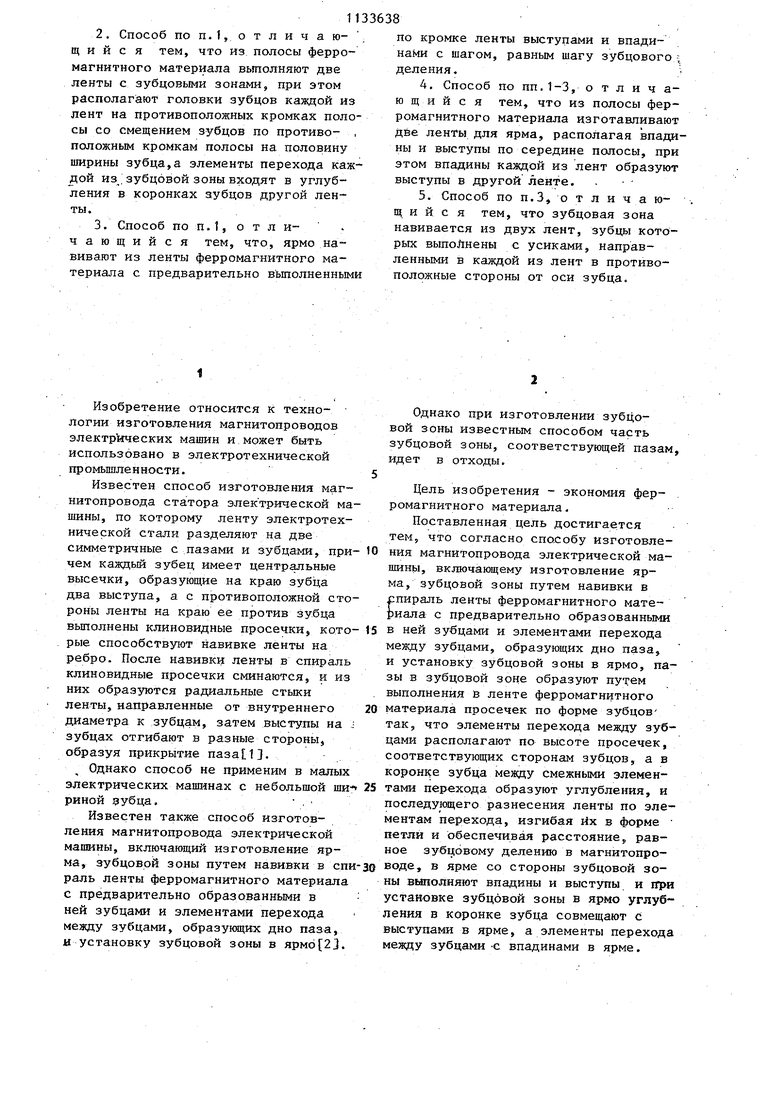
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Способ изготовления витого магнитопровода электрической машины | 1989 |
|
SU1742946A1 |
| Способ изготовления магнитопровода электрической машины | 1982 |
|
SU1050052A1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Статор индукторной электрической машины | 1982 |
|
SU1065964A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1077011A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Статор электрической машины | 1982 |
|
SU1282261A1 |
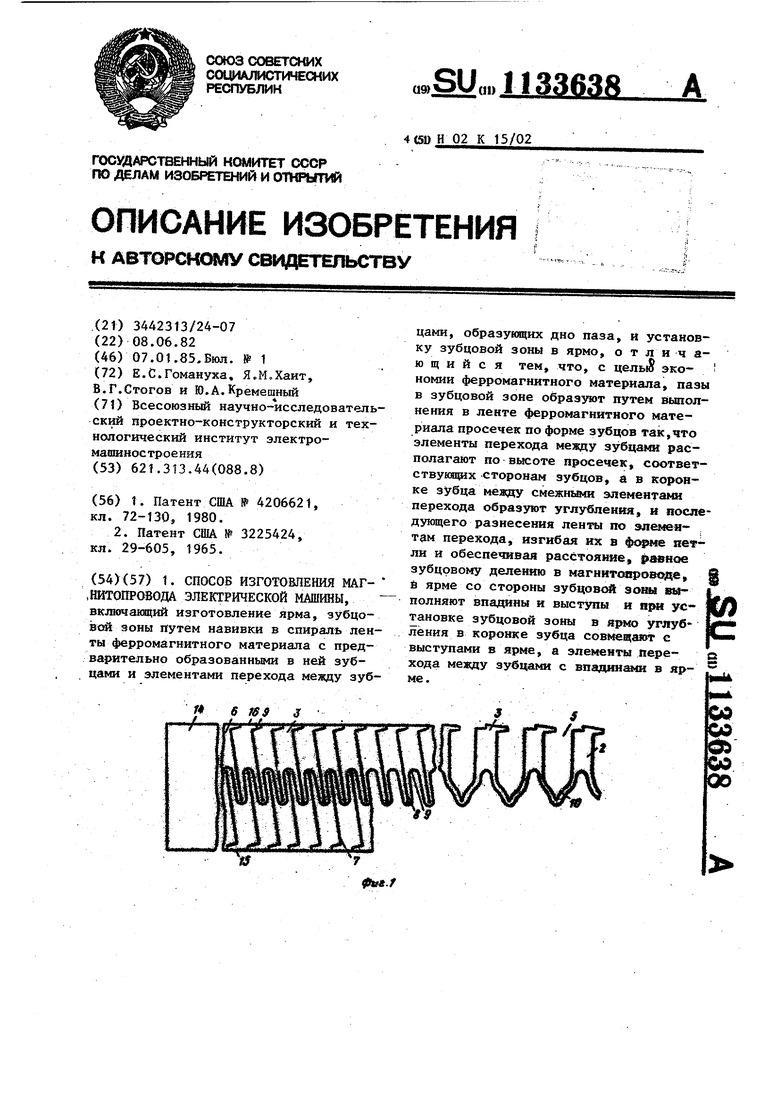
Изобретение относится к техно- логии изготовления магнитопроводов электрических машин и может быть использовано в электротехнической промышленности. Известен способ изготовления магнитопровода электрической ма шины, по которому ленту электротехнической стали разделяют на две симметричные с пазами и зубцами, при чем каждый зубец имеет центральные высечки, образующие на краю зубца два выступа, а с противоположной сто роны ленты на краю ее против зубца вьшолнены клиновидные просечки, кото рые способствуют навивке ленты на ребро. После навивки ленты в спираль клиновидные просечки сминаются, и из них образуются радиальные стыки ленты, направленные от внутреннего диаметра к зубцам, затем выступы на зубцах отгибают в разные стороны, образуя прикрытие ). Однако способ не применим в малых электрических машинах с небольшой ши риной зубца, . Известен также способ изготовления магнитопровода электрической машины, включающий изготовление ярма, зубцовой зоны путем навивки в сп раль ленты ферромагнитного материала с предварительно образованными в ней зубцами и элементами перехода между зубцами, образующих дно паза, и установку зубцовой зоны в . Однако при изготовлении зубцовой зоны известным способом часть зубцовой зоны, соответствующей пазам, идет в отходы. Цель изобретения - экономия ферромагнитного материала. Поставленная цель достигае:тся тем, что согласно способу изготовления магнитопровода электрической машины, включающему изготовление ярма, зубцовой зоны путем навивки в спираль ленты ферромагнитного материала с предварительно образованными в ней зубцами и элементами перехода между зубцами, образующих дно паза, и установку зубцовой зоны в ярмо, пазы в зубцовой зоне образуют путем выполнения в ленте ферромагнитного материала просечек по форме зубцов так, что элементы перехода между зубцами располагают по высоте просечек, соответствующих сторонам зубцов, а в коронке зубца между смежными элементами перехода образуют углубления, и последующего разнесения ленты по элементам перехода, изгибая их в форме петли и обеспечивая расстояние, равное зубиЕовому делению в магнитопро- воде, в ярме со стороны зубцовой зоны выполняют впадины и выступы и яри установке зубцовой зоны в ярмо углубления в коронке зубца совмещают с выступами в ярме, а элементы перехода между зубцами -с впадинами в ярме.
31133
Из полосы ферромагнитного материала выполняют две ленты с зубцовыми зо.нами, при этом располагают головки зубцов каждой из лент на противоположных крошсах полосы со смещением зубцов по противоположным кромкам полосы на половину ширины зубца, а элементы перехода каждой из зубцовой зоны .входят в углубления в коронках зубцов другой ленты.
Ярмо навивают из ленты ферромагнитного материала с предварительно вьшолненными по кромке ленты выступами и впадинами с шагом, равным шагу зубцового деления.
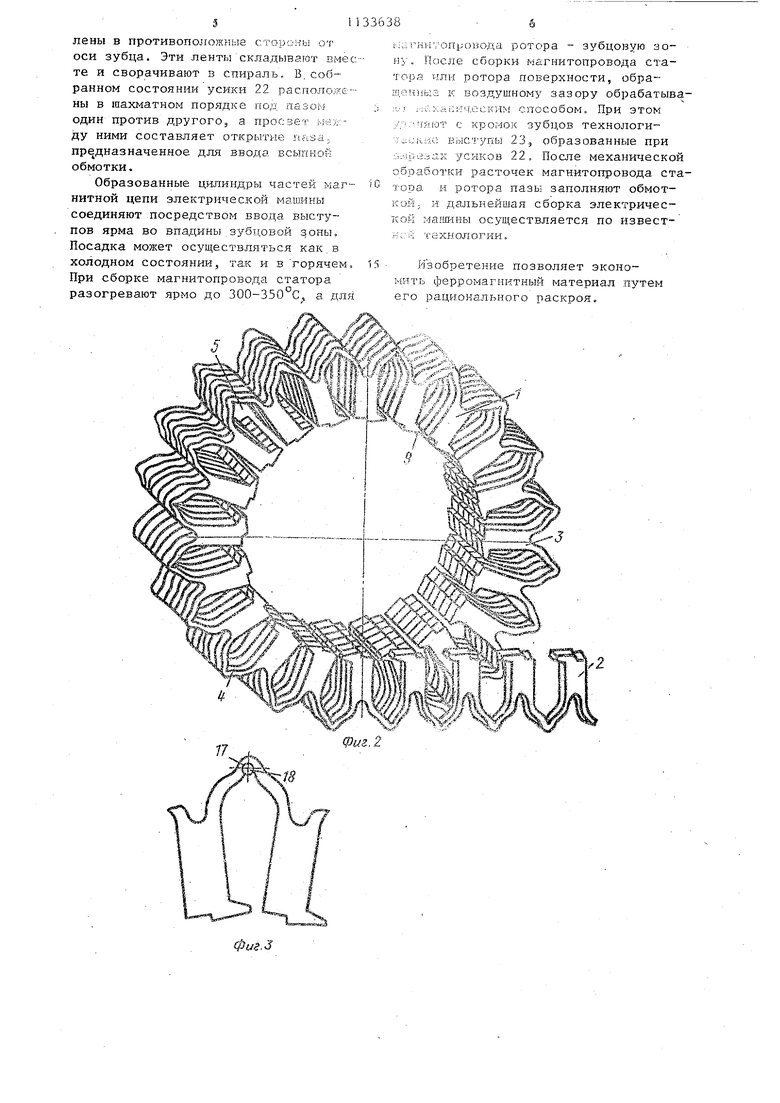
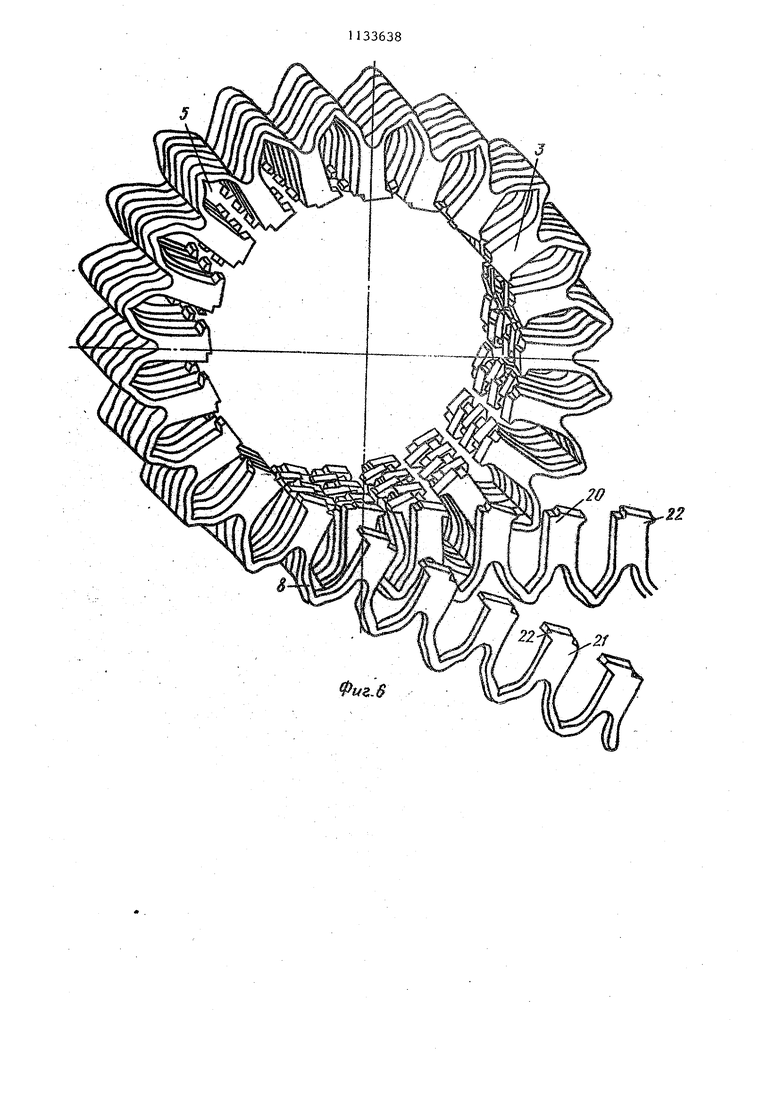
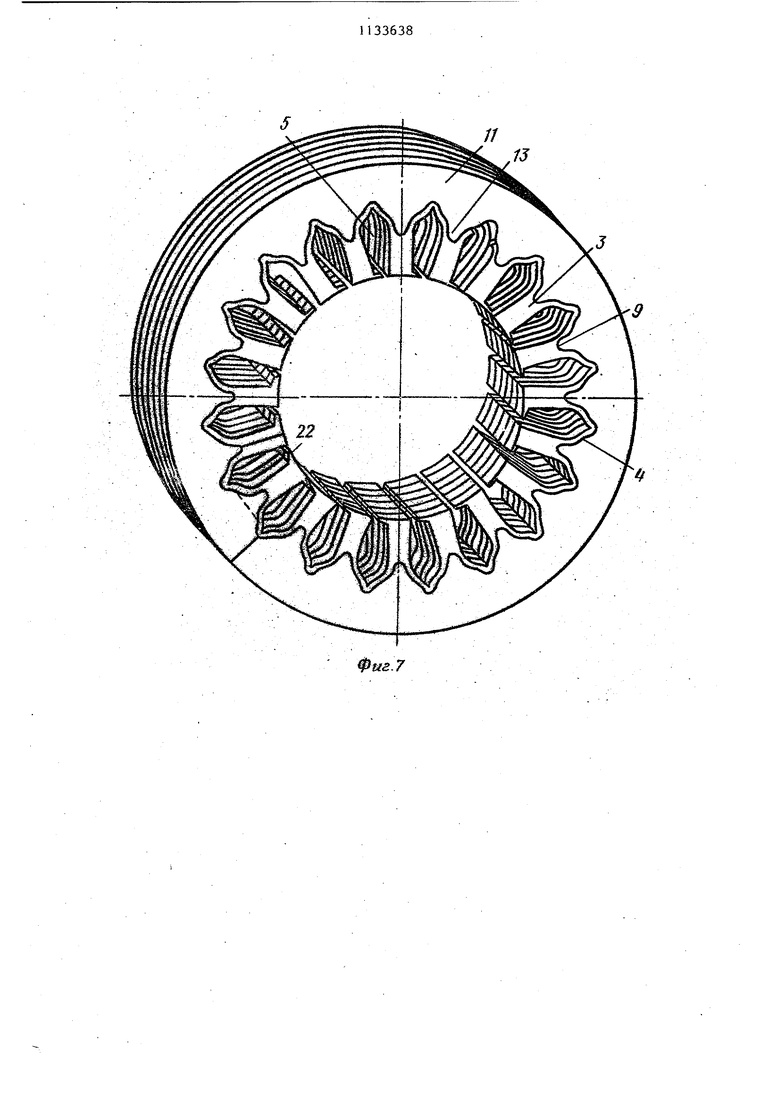
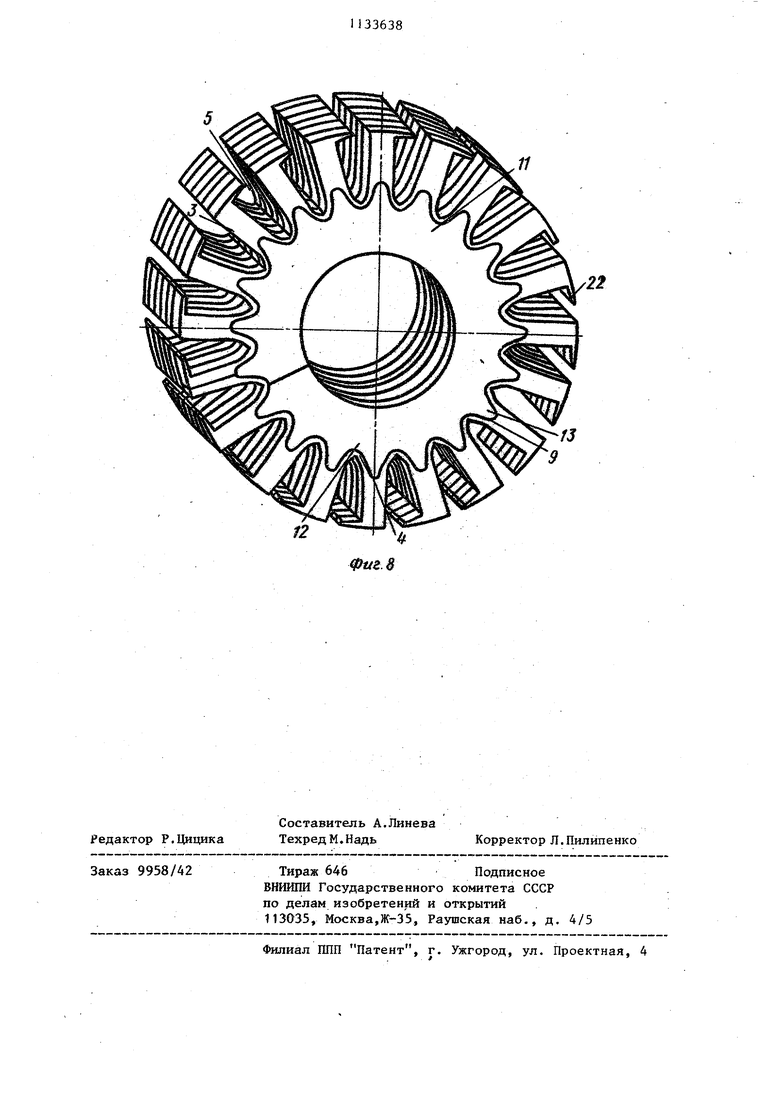
Из полосы ферромагнитного материала изготавливают две ленты для ярма, располагая впадины и выступы по серединеПол.осы,при этом впадины каждои из лент образуют выступы в другой ленте. Зубцовая зона навивается из двух лент, зубцы которых вь 11олнены с усиками, направленными в каждой из лен в противоположные стороны от оси .зубца. На фиг.1 изображено выполнение просечек :з ленте ферромагнитного материала с последующим разнесением ленты по перемычкам; на фиг.2 - навивка ленты в спираль;на фиг.З - эле мент зубцовой зоны магнитопровода, на фиг.4 - изготовление двух лент из полосы для ярма J на фиг.5 - навивка ярма магнитопровода, на фиг.6 навивка зубдовой зоны из двух лент; на фиг.7 - магнитопровод статора электрической машины; на фиг.8 - маг нитопровод ротора. Изготовление магнитопровода элект рической маши«ы происходит в следующей технологической последовательности. Изготавливают зубцовую зону. 1 путем навивки в спираль ленты 2 ферромагнитного материала (фиг.2) с предварительно образованными в ней зубцами 3 .и элементами 4 перехода между зубцами 3, образующих дно паза 5. Пазы 5 в зубцовой зоне 1 обраэзпот путем выполнения в ленте 6 ферромагнитного материала просечек 7 по форме зубцов 3 так, что элементы 4 .перехода меяоду зубцами 3 раслолагают по высоте просечек 8, соответствующих сторонам зубцов 3. В коронке зуб ца 3 между смежными элементами 4 перехода образуют углубления 9. После
вьшолнения просечек 7 производят разнесение ленты 6 по элементам 4 перехода, изгибая их в фърме петли и обеспечивая расстояние, равное зубцовому делению в магнитопроводе (фиг.1).
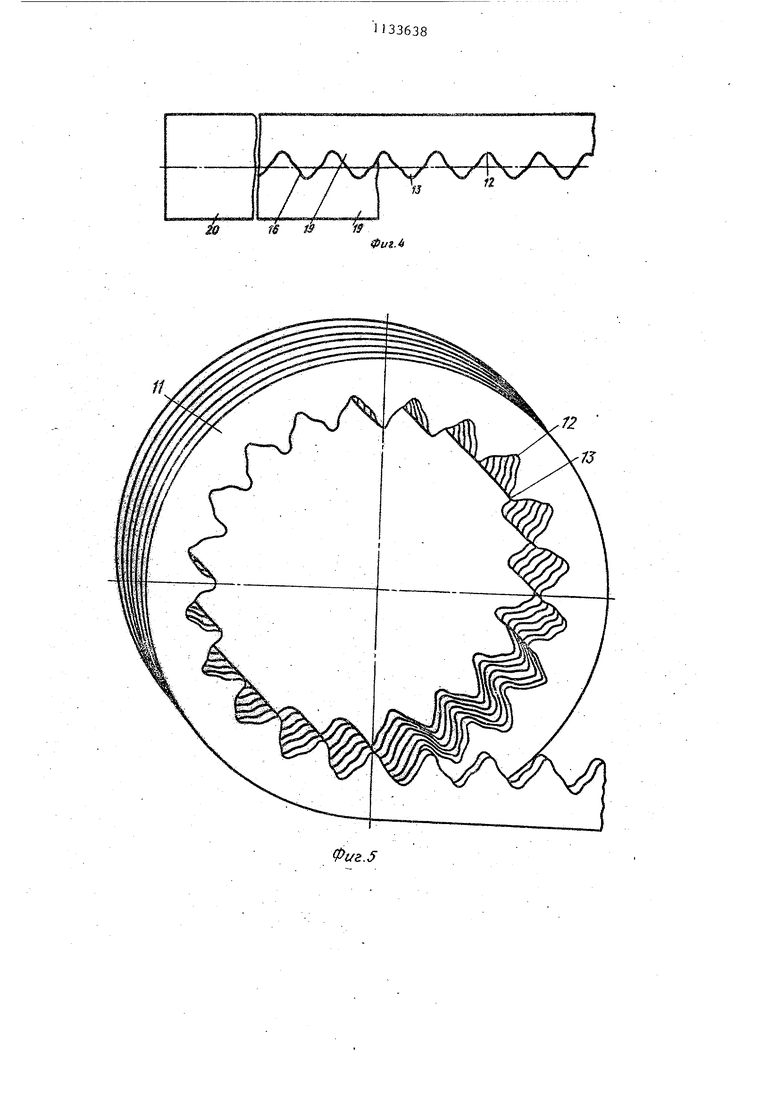
Далее изготавливают ;ярмо 11, в ктором со стороны зубцовой зоны (фиг. 5) вьшолняют бпадины 12 и выступы 13, а при установке зубцовой зоны t в ярмо 11 углубления в коронке зубца 3 совмещают с выступами 13 в ярме, а переходные элементы 4 между зубцами 3 с впадинами 12 в ярме 11 (фиг.7 и 8).
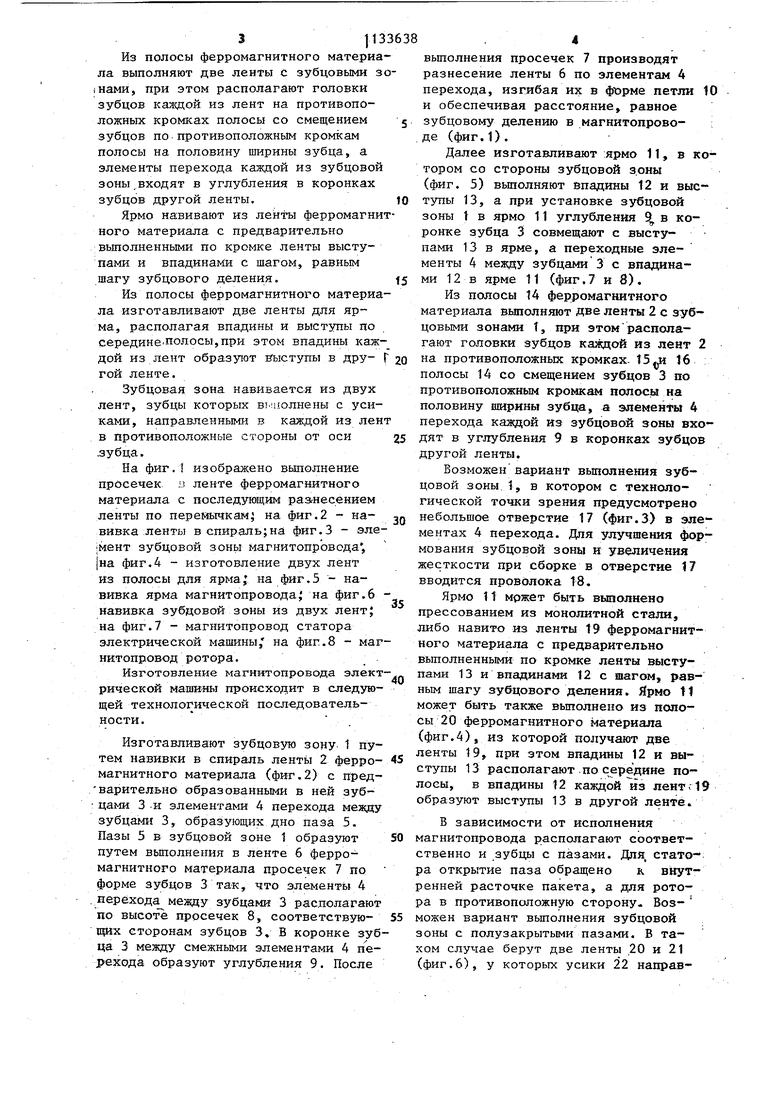
Из полосы 14 ферромагнитного материала выполняют две ленты 2 с зубцовыми зонами Т, при этом располагают головки зубцов каждой из лент на противоположных кромках. 15.и 16 полосы 14 со смещением зубцов 3 по противоположным кромкам полосы на половину ширины зубца, а элементы 4 перехода каяздой йэ зубцовой зоны входят в углубления 9 в коронках зубцов другой ленты. Возможен вариант выполнения зубцовой зоны.1, в котором с технологической точки зрения предусмотрено небольшое отверстие 17 (фиг.З) в элементах 4 перехода. Для улучшения формования зубцовой зоны и увеличения жесткости при сборке в отверстие 17 вводится проволока 18. Ярмо t1 мржет быть выполнено прессованием из монолитной стали, либо навито из ленты 19 ферромагнитного материала с предварительно выполненными по кромке ленты выступами 13 и впадинами 12 с шагом, равным шагу зубцового деления. Ярмо t1 может быть также вьтолнено из полосы 20 ферромагнитного материала (фиг.4), из которой получают две ленты 19, при этом впадины 12 и выступы 13 располагают по середине полосы, в впадины 12 каждой из леитг19 образуют выступы 13 в другой ленте. В зависимости от исполнения магнитопровода располагают соответственно и зубцы с пазами. Для, статора открытие паза обращено к вйутренней расточке пакета, а для ротора в противоположную сторону. Возможен вариант вьшолнения зубцовой зоны с полузакрытыми пазами. В таком случае берут две ленты 20 и 21 (фиг.6), у которых усики 22 направлены в противоположные стороны от оси зубца. Эти ленты складывают вместе и сворачивают в спираль. В.собранном состоянии усик.ч 22 располол е
ны в шахматном порядке пол пазом один против другого, а просвет мегду ними составляет открытие nasa, предназначенное для ввода всыяной обмотки.
Образованные цилиндры частей магнитной цепи электрической машины соединяют посредством ввода выступов ярма во впадины зубцовой зоны. Посадка может осуществляться как.в холодном состоянии, так и в горячем, При сборке магнитопровода статора разогревают ярмо до ЗОО-ЗЗО С, а для
t;:,; гнитопровода ротора - зубцовую зону. После сборки магнитопровода статора vLni-i ротора поверхности, обраше1гиь:2 к воздушному зазору обрабатыва;;./f ; ;L;.xai::- 4.ct;KHM способом. При этом y/T-ujiiOT с кромок зубцов технологиo cixiic выступы 23, образованные при .-ах усиков 22, После механической обработки расточек магнитопровода статора и ротора пазы заполняют обмоткой, и дальнейшая сборка электрической магиины осуществляется по известкгй технологии.
15 Изобретение позволяет экономить ферромагнитный материал путем его рационального раскроя.
/ ГУ /
Y
0
ISW
Фиг.5
Фиг.
12
//
/J
ф1лаЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4206621, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3225424, кл | |||
| Солесос | 1922 |
|
SU29A1 |
