Изобретение относится к технологии изготовления разрезных ленточных магнитопроводов и может быть использовано в электротехнической, радиотехнической, приборостроительной и других отраслях промышленности.
Известен способ изготовления магнитопроводов (Патент Российской Федерации №2079915, кл. H01F 41/02, 1997) преимущественно из аморфных магнитомягких сплавов, включающий операции навивки, отжига, нанесения синтетической смолы, отверждения, резки и пришлифовки торцов частей магнитопровода. Отжиг осуществляют в режиме обеспечения начальной стадии охрупчивания материала магнитопровода в течение времени τотж.≥τохр. при температуре Тотж.<Ткр., где τотж. - время отжига, (сек.), τохр. - время охрупчивания материала магнитопровода (с), Тотж. - температура отжига (°С), Ткр. - температура кристаллизации материала магнитопровода (°С).
Недостатками этого способа изготовления магнитопроводов являются: нанесение синтетической смолы и отверждение снижают производительность, увеличивают время изготовления магнитопроводов, повышают затраты на их производство, ухудшают условия охлаждения магнитопроводов, так как склеивающий витки состав малотеплопроводен, и ухудшают электромагнитные характеристики.
Известен способ изготовления ленточного магнитопровода (Авторское свидетельство СССР №1226544, кл. H01F 41/02, 1986), включающий навивку, отжиг, пропитку лаком и разрезку. Намотку производят одновременно двумя лентами разной ширины, а при пропитке заполняют лаком и зазоры, образованные разностью ширин лент. Недостатками этого способа изготовления магнитопроводов являются: пропитка кремнийорганическим лаком и сушка снижают производительность (увеличивается время изготовления магнитопроводов, для повышения качества пропитка магнитопроводов должна производиться в вакуумной камере), повышают затраты на их производство, ухудшают условия охлаждения магнитопроводов и электромагнитные характеристики. Навивка магнитопроводов лентами разной ширины усложняет технологию намотки и увеличивает габариты магнитопровода, так как необходимо обеспечить требуемую площадь поперечного сечения магнитопроводов для заданной габаритной мощности трансформатора.
Наиболее близким способом изготовления магнитопроводов, выбранным в качестве прототипа, является способ изготовления разрезных ленточных магнитопроводов (Авторское свидетельство СССР №1350684, кл. H01F 41/02, 1987), включающий навивку магнитопровода, скрепление витков сваркой, отжиг и разрезку. Скрепление витков осуществляют одновременно с навивкой, сваривая при этом каждый последующий виток с предыдущим.
Недостатками этого способа изготовления разрезных ленточных магнитопроводов являются: расположение точек сварки или линии сварки по середине ширины ленты не закрепляет края ленты и края ленты на торцах половинок магнитопровода, поэтому они прочно не скреплены, так как расположение точек сварки произвольное, то они могут быть удалены от торцов половинок магнитопровода. Например, при ширине ленты от 65 до 130 мм расстояние от точки сварки (линии сварки) до края ленты будет составлять от 32,5 до 65 мм. Под воздействием переменного магнитного поля трансформатора выпрямителя пластины магнитопровода будут вибрировать у торцов половинок магнитопровода и создавать уровень интенсивности звука более 60 дБ при углах регулирования выходного напряжения близких к 90°. Например, магнитопровод трансформатора выпрямителя габаритной мощностью 6680 ВА имеет параметры: ширина ленты 130 мм, толщина стержня 58 мм, толщина стали ленты 0,3 мм. Количество витков (58:0,3)·0,93=179, где 0,93 коэффициент заполнения. Количество точек сварки равно 179·6=1074 точек. При таком количестве точек сварки потери на вихревые токи возрастут.
Технический результат - улучшены электромагнитные характеристики, повышено качество магнитопроводов путем исключения расслоения витков, повышена производительность, снижены энергетические затраты и затраты на производство магнитопроводов, так как отсутствуют специальное технологическое оборудование, оснастка и трудоемкие технологические процессы (пропитка лаком в вакуумной камере, сушка и др.).
Технический результат достигается тем, что скрепление витков осуществляют выше и ниже линий разрезки на стержнях магнитопровода несколькими витками проволоки, намотанной с определенным шагом, при этом предварительно изолируют на стержнях магнитопровода места намотки проволоки, начало и конец проволоки закрепляют на наружном витке магнитопровода таким образом, чтобы конец проволоки был обязательно изолирован от наружного витка магнитопровода, закрепляют витки проволоки, например, лаком, разрезают магнитопровод и механически пришлифовывают его торцы.
Диаметр проволоки и количество витков будут определяться габаритной мощностью магнитопровода.
Начало проволоки можно закреплять изолированно от наружного витка магнитопровода, а можно приваривать к наружному витку магнитопровода. Конец проволоки должен быть обязательно заизолирован, чтобы витки проволоки не стали обмоткой, по которой потечет электрический ток. Можно применять проволоку с высоким электрическим сопротивлением и покрытую изоляцией, например фехраль.
Сравнение заявляемого технического решения с прототипом позволило установить соответствие их критерию «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию «существенные отличия».
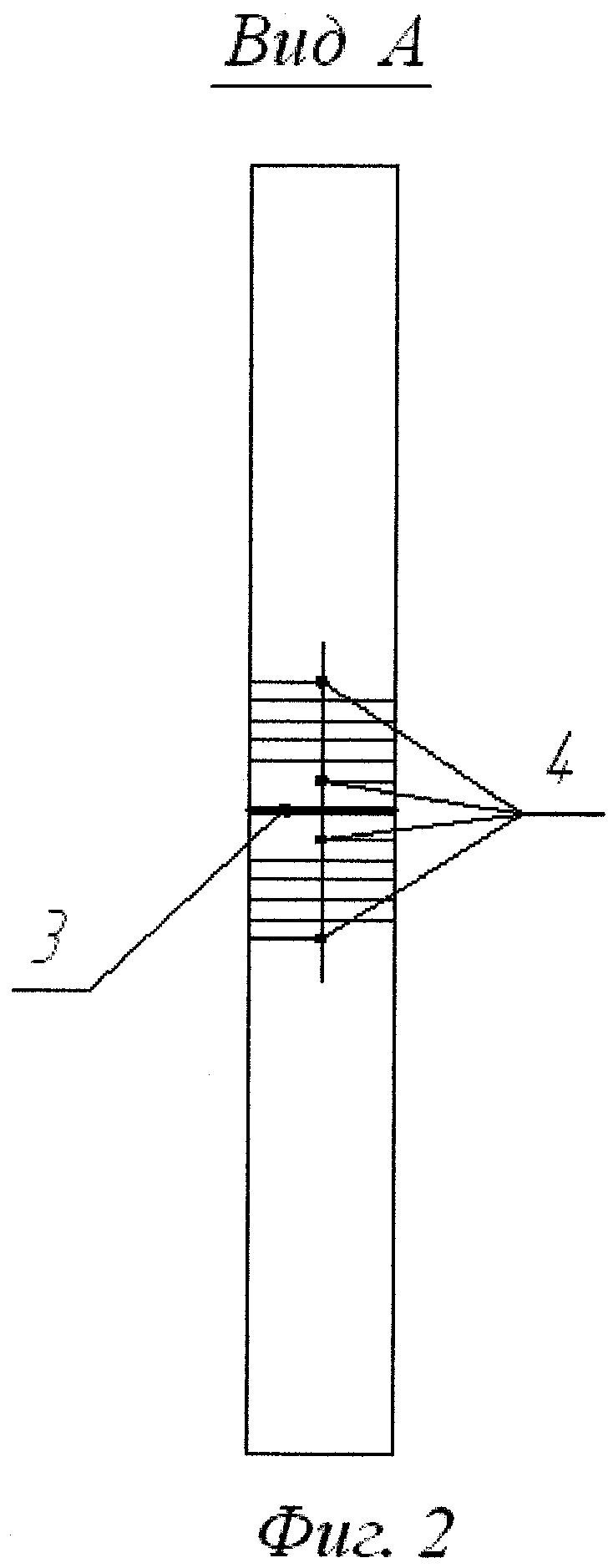
На фиг.1 изображен разрезной ленточный магнитопровод, изготовленный по предлагаемому способу, вид спереди, на фиг.2 - вид А на фиг.1.
Разрезной ленточный магнитопровод состоит из магнитопровода 1 и проволоки 2. На фиг.1 и фиг.2 показаны линии разрезки магнитопровода 3 и точки закрепления проволоки 4.
Предлагаемый способ осуществляют следующим образом. Навивают ленту на оправку и закрепляют последний виток магнитопровода известными способами. Снимают магнитопровод с оправки и отжигают. Отжиг магнитопровода производят ниже температуры кристаллизации Ткр. в течение 20 мин. При этом происходит снятие напряжений, возникающих в электротехнической стали при навивке от изгибов ее на углах оправки.
Температура кристаллизации Ткр. для каждого сплава указана в каталогах.
Разрезка магнитопровода без отжига или при отжиге выше температуры кристаллизации Ткр. приводит к повышенным значениям удельных потерь Руд., а без пришлифовки торцов - пониженные значения начальной магнитной проницаемости μн.
Намечают линии разрезки 3 на стержнях магнитопровода, устанавливают границы площади на наружном витке магнитопровода для нанесения изоляции и намотки проволоки 2. В границах площади притупляют острые кромки и наносят изоляцию вокруг стержней магнитопровода. Сжимают стержни (например, струбцинами, которые устанавливают выше и ниже заизолированных участков на стержнях магнитопровода) так, чтобы не было зазоров между витками магнитопровода.
Отступив от линии разрезки не менее 3 мм, закрепляют начало проволоки в середине ленты магнитопровода в точке закрепления 4 и с натяжением и определенным шагом наматывают несколько витков проволоки 2 в сторону, противоположную линии разрезки так, чтобы витки проволоки не соприкасались между собой. Конец проволоки тоже закрепляют в середине ленты в точке закрепления 4, тщательно изолируют и закрепляют витки проволоки, чтобы они не перемещались. Несколько витков проволоки необходимо для того, чтобы прочно скрепить витки магнитопровода на торцах стержней.
Разрезают магнитопровод на станке для резки абразивным кругом толщиной 2 мм. Во время разрезки магнитопровод зажимается с двух сторон в направлении, параллельном плоскости абразивного круга, зажимами, расположенными по обе стороны от круга.
После разрезки производится сушка магнитопровода и механическая пришлифовка торцов частей магнитопровода в зажимной оснастке. Операция пришлифовки торцов магнитопровода обеспечивает качество поверхности торцов и величину зазора, что обеспечивает повышенные значения начальной магнитной проницаемости μн.
Таким образом, изобретение позволяет улучшить электромагнитные характеристики, повысить качество магнитопроводов и производительность, снизить энергетические затраты и затраты на производство магнитопроводов, упростить технологию изготовления магнитопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки сердечника ленточного магнитопровода | 2019 |
|
RU2711459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ | 1994 |
|
RU2079915C1 |
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСПЕРСНЫХ МАГНИТОПРОВОДОВ | 2015 |
|
RU2583454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ изготовления разрезных ленточных магнитопроводов прямоугольной формы | 1977 |
|
SU647754A1 |
| Способ изготовления витого ленточного магнитопровода | 1985 |
|
SU1304096A1 |
| Способ изготовления ленточного магнитопровода | 1984 |
|
SU1226544A1 |
| Способ изготовления ленточных разрезных магнитопроводов | 1983 |
|
SU1086505A1 |
Изобретение относится к электротехнике и может быть использовано при изготовлении разрезных ленточных магнитопроводов в электротехнической, радиотехнической, приборостроительной и других отраслях промышленности. Способ изготовления разрезных ленточных магнитопроводов включает навивку магнитопровода, отжиг и разрезку. Скрепление витков осуществляют выше и ниже линий разрезки на стержнях магнитопровода несколькими витками проволоки. Предварительно изолируют на стержнях магнитопровода места намотки проволоки. Начало и конец проволоки закрепляют на наружном витке магнитопровода таким образом, чтобы конец проволоки был обязательно изолирован от наружного витка магнитопровода. Разрезают магнитопровод и механически пришлифовывают его торцы. Технический результат состоит в улучшении электромагнитных характеристик, повышении качества магнитопроводов путем исключения расслоения витков, повышении производительности, снижении энергетических затрат и затрат на производство магнитопроводов, так как отсутствуют специальное технологическое оборудование, оснастка и трудоемкие технологические процессы, такие как пропитка лаком в вакуумной камере, сушка и др. 2 ил.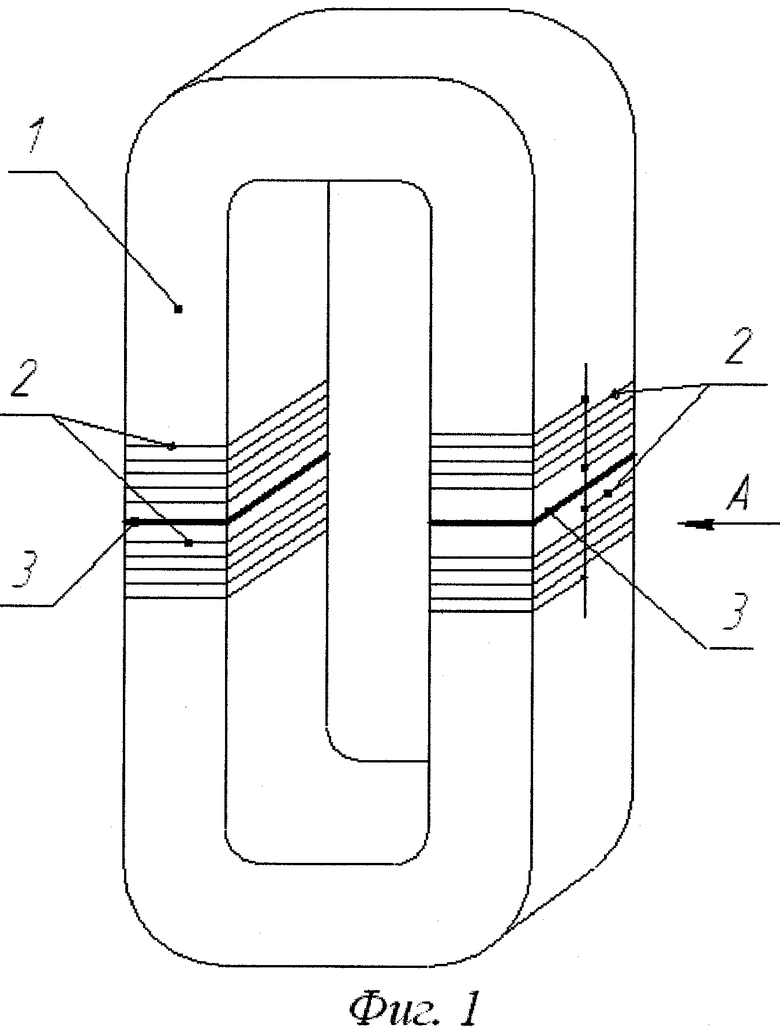
Способ изготовления разрезных ленточных магнитопроводов, включающий навивку магнитопровода, отжиг и разрезку, отличающийся тем, что скрепление витков осуществляют выше и ниже линий разрезки на стержнях магнитопровода несколькими витками проволоки, при этом предварительно изолируют на стержнях магнитопровода места намотки проволоки, начало и конец проволоки закрепляют на наружном витке магнитопровода таким образом, чтобы конец проволоки был обязательно изолирован от наружного витка магнитопровода, разрезают магнитопровод и механически пришлифовывают его торцы.
| Способ изготовления разрезных ленточных магнитопроводов | 1985 |
|
SU1350684A1 |
| Способ изготовления ленточного магнитопровода | 1984 |
|
SU1226544A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Способ изготовления разрезных ленточных магнитопроводов прямоугольной формы | 1977 |
|
SU647754A1 |
| JP 5999709 A1, 08.06.1984 | |||
| JP 5999710 A1, 08.06.1984. | |||

